1.本发明属于复合膜技术领域,具体涉及一种包装复合膜及其制备方法和应用。
背景技术:
2.刮奖券,也称刮刮乐,是商家为销售商品采用的一种促销形式,奖券的材质一般为纸或卡,上面有标明奖项的可变数码或文字图形。通常可变数码或文字图形上都有银层覆盖,我们称之为刮银层或贴标,打开有刮开式和揭开式两种方式,刮开即知中奖信息。这种可变数码或文字图形与银层都有防伪功能,即满足消费者博彩与游戏心理,又达到商家促销商品和防止他人伪造奖券从而造成损失的目的。
3.目前刮奖促销活动相当盛行,尤其各种食品及饮料厂商皆借由刮刮乐的活动以吸引消费者,一般情况下,刮刮乐的印刷方式,是先裁制一张不透光的纸张,再于纸张上印制有奖品名称或者奖金数量等各种赠品,然后覆盖有一层透明薄膜后再印刷上一层不透光之刮墨,当消费者刮除刮墨后,则可显现出奖品名称或者奖金数量,而可以进行兑奖活动,但由于此等刮奖构造于印刷上相当复杂,必须先行裁制纸张,包覆薄膜及印上刮墨等制造过程,其制造时间及成本皆相当高,而且此等结构却无法在热收缩膜标签套上使用,因此在饮料包装上几乎都未见有相同的刮奖活动实施,间接影响到饮料的销售量,虽然有业者采取撕下标签通讯对奖,或者拉下瓶盖等赠奖方式,但效果都不如刮刮奖的赠奖方式来得有效。
4.刮奖卡最外层的薄膜层一般都是采用丝网印刷方法将银色油墨印刷在保密信息外面而形成。在印刷过程中,需用异氟尔酮之类的化学溶剂对银色油墨进行稀释,由于异氟尔酮之类的化学溶剂气味较大,不仅会对工作环境造成污染,还不利于印刷工人的健康。又由于这种可刮去的薄膜层是用银色油墨印刷在保密信息外面而形成,而保密信息也是用油墨印刷而成,使得保密信息和可刮去的薄膜层都是油墨,二者结合在一起容易相互渗透,一旦相互渗透,可刮去的薄膜层难以刮掉。因此,必须用紫外光对保密信息进行固化处理后,才能印刷可刮去的薄膜层。即使这样,保质期也只有半年左右,超过半年时间,可刮去的薄膜层就无法刮去,保质期不长。
5.cn102616034a公开了一种刮奖卡生产工艺。所诉刮奖卡的生产工艺是采用uv印刷机,使印刷工序与之后的上隔离油的工序相结合,利用机器性能一次到位;印前先喷码,uv印刷机的前几组印色、后一组或两组进行隔离油印刷,再印后丝印刮开墨。该技术方案中通过采用uv印刷机,高效印刷奖卡与上油墨隔离的uv油,一次到位的传统丝印uv隔离油提高10倍、使生产成本大大降低、缩短了生产周期和减少资源浪费。
6.现在好多商品为了提高销售量和市场占有率,通常都通过设置开袋抽奖的方式来吸引消费者,以此来提高销售量。开袋抽奖通常为袋中放置一张刮奖卡片,兑奖码上覆盖一层油墨,且卡片需用塑料袋密封,该抽奖方法无论是从所需材料种类、或是工艺复杂程度、又或是环保方面等角度考虑,都不是一种好的方法。因此,如何开发一种可以直接作用在包装袋内部的、不需要添加过多原材料和工艺的抽奖方法,简单便捷,且环保,已成为目前亟待解决的技术问题。
技术实现要素:
7.针对现有技术的不足,本发明的目的在于提供一种包装复合膜及其制备方法和应用。本发明中通过对包装复合膜结构的设计,并进一步通过将二维码层设置在包装复合膜内层,可以将获奖信息直接作用在包装袋内部,不需要添加过多原材料,即可制备得到满足开袋抽奖需求的包装复合膜。
8.为达此目的,本发明采用以下技术方案:
9.第一方面,本发明提供一种包装复合膜,其特征在于,所述包装复合膜由外至内包括依次叠加设置的第一聚合物层、油墨层、第一胶水层和二维码层;
10.所述二维码层为乳白聚合物层;
11.或者所述二维码层包括依次叠加设置的金属层、第二胶水层和乳白聚合物层,所述金属层远离第二胶水层的一面与第一胶水层远离油墨层的一面相贴合;
12.或者所述二维码层包括依次叠加设置的金属层、第二胶水层、白墨层和透明聚合物层,所述金属层远离第二胶水层的一面与第一胶水层远离油墨层的一面相贴合。
13.本发明中,通过对包装复合膜结构的设计,并进一步通过将二维码层设置在包装复合膜内层,可以将获奖信息直接作用在包装袋内部,不需要添加过多原材料和工艺,可满足开袋抽奖的需求。
14.现有技术中,开袋抽奖通常是在袋中放置一张刮奖卡片,兑奖码上覆盖一层油墨,且卡片需用塑料袋密封。在进行抽奖时,首先需要打开包装袋取出卡片,然后去除卡片上的密封塑料袋,刮开兑奖码上层的油墨,获得奖品信息,进行兑奖。该抽奖方法所需材料种类繁多,制备工艺复杂,且不环保。
15.因此,本发明提供了一种内层具有二维码的包装复合膜,其通过将二维码层设置在包装复合膜内层,可以将获奖信息直接作用在包装袋内部,不需要添加过多原材料和工艺,可满足开袋抽奖的需求。在进行抽奖时,打开包装袋后,即可看到位于包装内层的二维码,然后进行扫码,即可获得奖品信息,进行兑奖。通过本发明提供的包装复合膜简化了开袋抽奖的生产工艺,减少了原材料的浪费,避免了由于油墨层的设计,导致环境污染问题的发生;同时,包装复合膜内层的二维码可与公司网站连接,增强公司的宣传力度,且兑奖方法更简单直接。
16.本发明中,通过将二维码层为乳白聚合物层或者将二维码层设置为包括依次叠加设置的金属层、第二胶水层和乳白聚合物层或者将二维码层设置为金属层、第二胶水层、白墨层和透明聚合物层,可得到清晰的二维码形状,有利于获奖信息的获取。
17.以下作为本发明的优选技术方案,但不作为对本发明提供的技术方案的限制,通过以下优选的技术方案,可以更好的达到和实现本发明的目的和有益效果。
18.作为本发明的优选技术方案,所述第一聚合物层选自pet层、bopp层或pa层中的任意一种。
19.需要说明的是,pet层为聚对苯二甲酸乙二醇酯层,bopp层为双向拉伸聚丙烯薄膜层,pa层为聚丙烯酸酯层。
20.优选地,所述第一聚合物层的厚度为10~15μm,例如可以是10μm、10.5μm、11μm、11.5μm、12μm、12.5μm、13μm、13.5μm、13μm、13.5μm或15μm等。
21.作为本发明的优选技术方案,所述油墨层的厚度≤1μm,例如可以是0.2μm、0.3μm、
0.4μm、0.5μm、0.6μm、0.7μm、0.8μm、0.9μm或1μm等。
22.作为本发明的优选技术方案,所述第一胶水层的厚度为1~2μm,例如可以是1μm、1.1μm、1.2μm、1.3μm、1.4μm、1.5μm、1.6μm、1.7μm、1.8μm、1.9μm或2μm等。
23.作为本发明的优选技术方案,所述乳白聚合物层选自乳白pe层或乳白cpp层。
24.需要说明地是,pe为聚乙烯,cpp为流延挤塑生产的聚丙烯。
25.优选地,所述乳白聚合物层的厚度≥30μm,例如可以是30μm、40μm、50μm、60μm、70μm、80μm、90μm或100μm等。
26.作为本发明的优选技术方案,所述金属层选自铝层、vmpet层或vmopp层中的任意一种。
27.需要说明的是,vmpet层为聚酯镀铝膜,vmopp层为聚丙烯镀铝膜;同时需要说明的是,若金属层选用vmpet层或vmopp层,则镀铝的一面与第一胶水层远离油墨层的一面相贴合。
28.优选地,所述金属层的厚度为7~10μm,例如可以是7μm、7.5μm、8μm、8.5μm、9μm、9.5μm或10μm等。
29.作为本发明的优选技术方案,所述第二胶水层的厚度为1~2μm,例如可以是1μm、1.1μm、1.2μm、1.3μm、1.4μm、1.5μm、1.6μm、1.7μm、1.8μm、1.9μm或2μm等。
30.作为本发明的优选技术方案,所述白墨层的厚度≤1μm,例如可以是0.2μm、0.3μm、0.4μm、0.5μm、0.6μm、0.7μm、0.8μm、0.9μm或1μm等。
31.优选地,所述透明聚合物层的厚度≥30μm例如可以是30μm、40μm、50μm、60μm、70μm、80μm、90μm或100μm等。
32.需要说明的是,本发明中对于透明聚合物层的材质不做任何特殊的限定,本领域中常用的透明聚合物层均适用,示例性地包括但不限于:透明pe、透明cpp。
33.第二方面,本发明提供一种如第一方面所述的包装复合膜的制备方法,所述制备方法包括如下步骤:
34.将第一聚合物层、油墨层、第一胶水层和二维码层复合后,在二维码层远离第一胶水层的一侧进行激光打码,得到所述包装复合膜。
35.需要说明的是,本发明中,对于激光打码的功率和时间没有任何特殊的限制,本领域常用的激光打码的功率和时间均适用,示例性地包括但不限于:激光打码的功率为70%,时间为10~20μs,其中激光打码的功率为70%是指在总功率15w的基础上,以15w为100%计,设置激光打码的功率。
36.第三方面,本发明提供一种如第一方面所述的包装复合膜在内码抽奖包装中的应用。
37.与现有技术相比,本发明具有以下有益效果:
38.本发明中,通过对包装复合膜结构的设计,并进一步对二维码材料和结构的设计,同时将二维码层设置在包装复合膜内层,可以获得形状清晰的二维码,可以将获奖信息直接作用在包装袋内部,不需要添加过多原材料,即可获得满足内码抽奖需求的包装复合膜。
附图说明
39.图1是本发明实施例1-2提供的包装复合膜的结构示意图;
40.图2是本发明实施例3-5提供的包装复合膜的结构示意图;
41.图3是本发明实施例6-8提供的包装复合膜的结构示意图;
42.其中,1-第一聚合物层,2-油墨层,3-第一胶水层,4-二维码层,41-金属层,42-第二胶水层,43-乳白聚合物层,44-白墨层,45-透明聚合物层。
具体实施方式
43.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
44.下述实施例和对比例中部分组分来源如下所述:
45.pet:国风pet,普通型;
46.乳白pe:上海紫江彩印;
47.透明pe:上海紫江彩印。
48.实施例1
49.本实施例提供一种包装复合膜,其结构示意图如图1所示,所述包装复合膜由外至内包括依次叠加设置的第一聚合物层1、油墨层2、第一胶水层3和二维码层4;
50.所述第一聚合物层1为pet层,厚度为12μm;
51.所述油墨层2的厚度为0.8μm;
52.所述第一胶水层3的厚度为1.5μm;
53.所述二维码层4为乳白pe层,厚度为70μm。
54.上述包装复合膜的制备方法如下:
55.将第一聚合物层1、油墨层2、第一胶水层3和二维码层4复合后,在二维码层4远离第一胶水层3的一侧进行激光打码,得到所述包装复合膜,其中激光打码的功率为70%,激光打码的时间为18μs。
56.实施例2
57.本实施例提供一种包装复合膜,其结构示意图如图1所示,所述包装复合膜由外至内包括依次叠加设置的第一聚合物层1、油墨层2、第一胶水层3和二维码层4;
58.所述第一聚合物层1为pet层,厚度为10μm;
59.所述油墨层2的厚度为0.5μm;
60.所述第一胶水层3的厚度为1μm;
61.所述二维码层4为乳白pe层,厚度为50μm。
62.上述包装复合膜的制备方法如下:
63.将第一聚合物层1、油墨层2、第一胶水层3和二维码层4复合后,在二维码层4远离第一胶水层3的一侧进行激光打码,得到所述包装复合膜,其中激光打码的功率为70%,激光打码的时间为18μs。
64.实施例3
65.本实施例提供一种包装复合膜,其结构示意图如图2所示,所述包装复合膜由外至内包括依次叠加设置的第一聚合物层1、油墨层2、第一胶水层3和二维码层4;
66.所述第一聚合物层1为pet层,厚度为14μm;
67.所述油墨层2的厚度为0.7μm;
68.所述第一胶水层3的厚度为1.6μm;
69.所述二维码层4包括依次叠加设置的金属层41、第二胶水层42和乳白聚合物层43,所述金属层41远离第二胶水层42的一面与第一胶水层3远离油墨层2的一面相贴合;
70.所述金属层41为铝层,厚度为8μm;
71.所述第二胶水层42的厚度为1.5μm;
72.所述乳白聚合物层43为乳白pe层,厚度为30μm。
73.上述包装复合膜的制备方法如下:
74.将第一聚合物层1、油墨层2、第一胶水层3和二维码层4复合后,在二维码层4远离第一胶水层3的一侧进行激光打码,得到所述包装复合膜,其中激光打码的功率为70%,激光打码的时间为18μs。
75.实施例4
76.本实施例提供一种包装复合膜,其结构示意图如图2所示,所述包装复合膜由外至内包括依次叠加设置的第一聚合物层1、油墨层2、第一胶水层3和二维码层4;
77.所述第一聚合物层1为pet层,厚度为15μm;
78.所述油墨层2的厚度为1μm;
79.所述第一胶水层3的厚度为2μm;
80.所述二维码层4包括依次叠加设置的金属层41、第二胶水层42和乳白聚合物层43,所述金属层41远离第二胶水层42的一面与第一胶水层3远离油墨层2的一面相贴合;
81.所述金属层41为铝层,厚度为7μm;
82.所述第二胶水层42的厚度为1μm;
83.所述乳白聚合物层43为乳白pe层,厚度为50μm。
84.上述包装复合膜的制备方法如下:
85.将第一聚合物层1、油墨层2、第一胶水层3和二维码层4复合后,在二维码层4远离第一胶水层3的一侧进行激光打码,得到所述包装复合膜,其中激光打码的功率为70%,激光打码的时间为18μs。
86.实施例5
87.本实施例提供一种包装复合膜,其结构示意图如图2所示,所述包装复合膜由外至内包括依次叠加设置的第一聚合物层1、油墨层2、第一胶水层3和二维码层4;
88.所述第一聚合物层1为pet层,厚度为12μm;
89.所述油墨层2的厚度为0.8μm;
90.所述第一胶水层3的厚度为1.2μm;
91.所述二维码层4包括依次叠加设置的金属层41、第二胶水层42和乳白聚合物层43,所述金属层41远离第二胶水层42的一面与第一胶水层3远离油墨层2的一面相贴合;
92.所述金属层41为铝层,厚度为10μm;
93.所述第二胶水层42的厚度为2μm;
94.所述乳白聚合物层43为乳白pe层,厚度为30μm。
95.上述包装复合膜的制备方法如下:
96.将第一聚合物层1、油墨层2、第一胶水层3和二维码层4复合后,在二维码层4远离第一胶水层3的一侧进行激光打码,得到所述包装复合膜,其中激光打码的功率为70%,激
光打码的时间为18μs。
97.实施例6
98.本实施例提供一种包装复合膜,其结构示意图如图3所示,所述包装复合膜由外至内包括依次叠加设置的第一聚合物层1、油墨层2、第一胶水层3和二维码层4;
99.所述第一聚合物层1为pet层,厚度为14μm;
100.所述油墨层2的厚度为0.7μm;
101.所述第一胶水层3的厚度为1.6μm;
102.所述二维码层4包括依次叠加设置的金属层41、第二胶水层42、白墨层44和透明聚合物层45,所述金属层41远离第二胶水层42的一面与第一胶水层3远离油墨层2的一面相贴合;
103.所述金属层41为铝层,厚度为8μm;
104.所述第二胶水层42的厚度为1.5μm;
105.所述白墨层44的厚度为0.7μm
106.所述透明聚合物层45为透明pe层,厚度为50μm。
107.上述包装复合膜的制备方法如下:
108.将第一聚合物层1、油墨层2、第一胶水层3和二维码层4复合后,在二维码层4远离第一胶水层3的一侧进行激光打码,得到所述包装复合膜,其中激光打码的功率为70%,激光打码的时间为18μs。
109.实施例7
110.本实施例提供一种包装复合膜,其结构示意图如图3所示,所述包装复合膜由外至内包括依次叠加设置的第一聚合物层1、油墨层2、第一胶水层3和二维码层4;
111.所述第一聚合物层1为pet层,厚度为15μm;
112.所述油墨层2的厚度为1μm;
113.所述第一胶水层3的厚度为2μm;
114.所述二维码层4包括依次叠加设置的金属层41、第二胶水层42、白墨层44和透明聚合物层45,所述金属层41远离第二胶水层42的一面与第一胶水层3远离油墨层2的一面相贴合;
115.所述金属层41为铝层,厚度为7μm;
116.所述第二胶水层42的厚度为1μm;
117.所述白墨层44的厚度为0.8μm;
118.所述透明聚合物层45为透明pe层,厚度为30μm。
119.上述包装复合膜的制备方法如下:
120.将第一聚合物层1、油墨层2、第一胶水层3和二维码层4复合后,在二维码层4远离第一胶水层3的一侧进行激光打码,得到所述包装复合膜,其中激光打码的功率为70%,激光打码的时间为18μs。
121.实施例8
122.本实施例提供一种包装复合膜,其结构示意图如图3所示,所述包装复合膜由外至内包括依次叠加设置的第一聚合物层1、油墨层2、第一胶水层3和二维码层4;
123.所述第一聚合物层1为pet层,厚度为12μm;
124.所述油墨层2的厚度为0.8μm;
125.所述第一胶水层3的厚度为1.2μm;
126.所述二维码层4包括依次叠加设置的金属层41、第二胶水层42、白墨层44和透明聚合物层45,所述金属层41远离第二胶水层42的一面与第一胶水层3远离油墨层2的一面相贴合;
127.所述金属层41为铝层,厚度为10μm;
128.所述第二胶水层42的厚度为2μm;
129.所述白墨层44的厚度为1μm;
130.所述透明聚合物层45为透明pe层,厚度为60μm。
131.上述包装复合膜的制备方法如下:
132.将第一聚合物层1、油墨层2、第一胶水层3和二维码层4复合后,在二维码层4远离第一胶水层3的一侧进行激光打码,得到所述包装复合膜,其中激光打码的功率为70%,激光打码的时间为18μs。
133.对比例1
134.本对比例提供一种包装复合膜,与实施例1的区别仅在于,将乳白pe层替换为透明pe层,其他条件与实施例1相同。
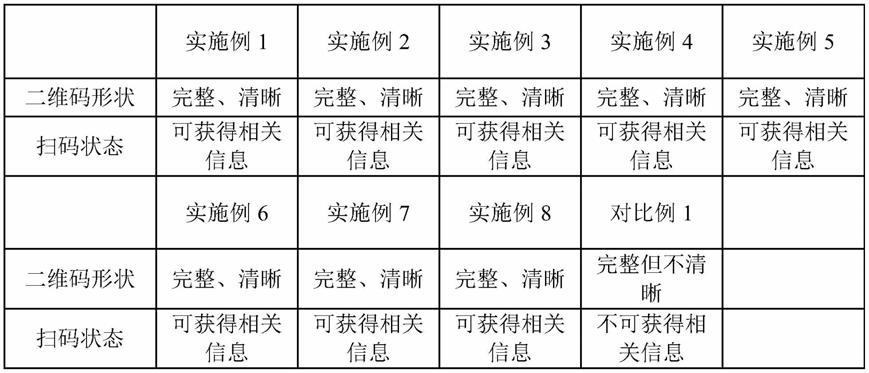
135.对上述实施例和对比例提供的包装复合膜的性能进行测试,测试方法如下:
136.二维码形状:观察上述实施例和对比例提供的包装复合膜内层二维码层上形成的二维码的形状是否完整、清晰;
137.扫码状态:对上述实施例和对比例提供的包装复合膜内层上的二维码层进行扫码,查看是否获得相关信息。
138.上述实施例和对比例提供的包装复合膜的性能测试结果如下表1所示:
139.表1
[0140][0141]
由表1的内容可知,本发明通过对包装复合膜结构的设计,并进一步对二维码材料和结构的设计,同时将二维码层设置在包装复合膜内层,可以获得形状清晰的二维码,可以将获奖信息直接作用在包装袋内部,不需要添加过多原材料和工艺。在进行抽奖时,打开包装袋后,不需要添加过多原材料,即可获得满足内码抽奖需求的包装复合膜。
[0142]
与实施例1相比,若二维码层为透明聚合物层(对比例1),则制备得到的包装复合膜内层的二维码形状不清晰,无法完成扫描获得获奖信息。
[0143]
申请人声明,本发明通过上述实施例来说明本发明的详细结构特征,但本发明并不局限于上述详细结构特征,即不意味着本发明必须依赖上述详细结构特征才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明所选用部件的等效替换以及辅助部件的增加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
