1.本发明涉及合金板加工技术领域,尤其涉及一种振动进给电解加工镍基高温合金阵列微方孔的方法。
背景技术:
2.合金材料的微阵列孔在许多领域中有广泛的应用。微穿孔或微穿缝板具有很大市场前景。然而阻碍微穿孔或微穿缝板发展和普及的主要因素是微孔或微缝阵列加工困难、成本高。采用精密机械加工工艺制造微阵列轴孔,存在加工精度难以保证、加工效率低、形状复杂加工困难等缺点,特别是微阵列轴不适合用精密机械加工工艺进行加工。在特种加工中,电子束和离子束加工需要在真空条件下进行,加工设备昂贵,在实际应用上有局限性;激光加工的形状精度和表面光洁度通常较差;liga加工需要同步光源,价格昂贵,工艺复杂。表面光洁度通常较差;电火花加工的加工效率较低,且加工精度受电极损耗的影响,不适于阵列微细型孔的批量制作。
技术实现要素:
3.本发明的目的在于提供一种振动进给电解加工镍基高温合金阵列微方孔的方法,以解决上述问题。
4.为实现上述目的,本发明提供如下技术方案:一种振动进给电解加工镍基高温合金阵列微方孔的方法,包括以下步骤:
5.s10、选定最优电解液配合比;
6.s20、确定振动装置总体结构方案;
7.s30、选择最优微细电解加工参数。
8.作为本发明的一种改进,在步骤s10中具体包括以下步骤:
9.s11、先将电极表面进行抛光、除油处理;
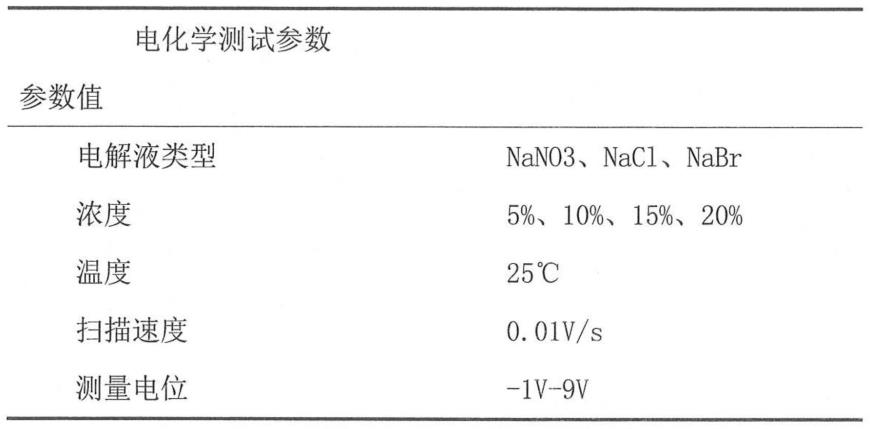
10.s12、利用线性扫描伏安法试验,分析不同的电解液浓度下,对镍基高温合金的腐蚀效率及稳定性;
11.s13、根据试验数据,绘制不同浓度电解液中的极化曲线特性;
12.s14、通过对比分析,选定最优电解液参数为:电解液类型:nano3;浓度:5%;温度:25℃。
13.作为本发明的一种改进,在步骤s20中,振动装置包括振动部分、振动装置固定部分、工件安装固定部分三个部分。
14.作为本发明的一种改进,振动部分由微型偏心轮回转电机、铝制密封盒、薄壁弹性板组成,铝制密封盒方槽作为振动电机密封装置螺栓固定于薄壁弹性板前端、振动电机水平放置于槽内,两根接电线从的侧壁孔引出,合上密封盖并用螺钉拧紧,利用紧定螺钉将电机固定于铝制密封盒的槽内;
15.整个运动装置固定于主轴固定杆底部并用螺栓拧紧;
16.待加工工件利用等高块及工件固定板固定于弹性板底部,并用螺栓拧紧。
17.作为本发明的一种改进,在步骤s30中,通过试验数据绘制振动幅度、脉冲参数、占空比对侧面间隙及侧壁锥度的影响关系曲线,确定最优微细电解加工参数。
18.作为本发明的一种改进,确定最优微细电解加工参数包括振动幅度:15μm;占空比:10%;脉冲频率:70khz;初始加工间隙:21μm;进给速度:0.76μm/s。
19.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。
具体实施方式
20.以下对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
21.振动进给电解加工镍基高温合金阵列微方孔的方法(以镍基高温合金gh4169为例)建立包括:
22.1.电解液参数设计:
23.试验流程:电极抛光、除油
→
电化学测试参数设置
→
gh4169的极化曲线特性研究
→
参数优化及最优配合比设计。
24.其中电化学测试参数的设置如表1所示。
25.表1电化学测试参数设置
[0026][0027]
其余参数条件为:电解液浓度同为20%、温度同为常温25℃的试验参数进行试验。电化学工作站的测量电位为-1v-9v,扫描速度为0.01v/s,测试时间1000s。
[0028]
通过对比分析:最优电解液参数为:电解液类型:nano3;浓度:5%温度;25℃。
[0029]
2.振动装置设计
[0030]
根据现工件加加工方式及精度及要求,整个振动系统包括:振动部分、振动装置固定部分、工件安装固定部分三个部分。振动部分主要由微型偏心轮回转电机、铝制密封盒、薄壁弹性板组成。铝制方槽作为振动电机密封装置螺栓固定于薄壁板前端(为了保持平衡需保证方槽的对称中心线与薄壁板的对称中心线位于同一平面上)、振动电机水平放置于槽内,两根接电线从的侧壁孔引出,合上密封盖并用螺钉拧紧以防电解液渗入密封槽内(密
封盖与槽之间设有密封圈),利用紧定螺钉将电机固定于密封槽内。整个运动装置固定于主轴固定杆底部并用螺栓拧紧。待加工工件利用等高块及工件固定板固定于弹性板底部,并用螺栓拧紧。
[0031]
3.gh4169阵列微方孔加工
[0032]
微细电解加工试验参数的设置如表2所示。
[0033]
表2微细电解加工试验参数
[0034]
工件材料高温合金gh4169电解液类型及浓度5%nano3 0.3%三乙醇胺络合剂电解液温度/℃25振动幅度/μm0、5、10、15、20、25、30占空比/%10、30、50、70、90脉冲频率/khz10、30、50、70、90初始加工间隙/μm21进给速度/μm/s0.76
[0035]
通过试验研究,振动幅度、脉冲参数、占空比对侧面间隙及侧壁锥度的影响,绘制振幅与侧面加工间隙关系曲线、脉冲频率与侧壁锥度关系曲线。
[0036]
通过试验分析综合对比,得出最优微细电解加工参数如表3所示。
[0037]
表3优化后的微细电解加工参数表
[0038]
工件材料高温合金gh4169电解液类型及浓度5%nano3电解液温度/℃25振动幅度/μm15占空比/%10脉冲频率/khz70初始加工间隙/μm21进给速度/μm/s0.76
[0039]
本发明提供一种振动进给电解加工镍基高温合金阵列微方孔的方法,基于镍基高温合金gh4169的材料属性,根据实际需求,设计创新微细电解振动装置的加工参数,利用线性扫描伏安法试验(lsv),分析不同浓度下,对材料的腐蚀效率及稳定性,开发最优电解液配合比,基于阵列微方孔加工方式及精度要求,设计电解加工复合机床、电解池、温度控制系统、电解液循环过滤系统及侧壁绝缘阵列电极,通过实验对比进行创新工艺参数,最后提出加工出符合要求的阵列微方孔的方法。
[0040]
通过振动电解方式,将工件电极在电解溶液中通电后发生电化学阳极溶解,将金属电极加工成所需要的形状,此种方法具有加工范围广,生产效率高,不产生残余应力和变形等优点,高精密性的阵列微方孔结构加工中有着独特的优势。
[0041]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的
保护范围之内中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。