蓝色激光金属增材制造系统
1.本技术要求2019年11月6日提交的美国临时专利申请序号62/931,734的优先权,所述申请全部通过引用并入本发明。
技术领域
2.本发明涉及材料的激光加工,特别是材料的激光建造,包括使用波长从约350nm到约700nm的激光束的激光增材制造工艺。
背景技术:
3.基于红外(ir)(例如,波长大于700nm,特别是波长大于1000nm)的增材制造系统存在两个缺点,限制了建造体积和建造速度。在这些红外系统中,建造体积受限于扫描系统的有限尺寸以及受限于为给定焦距准直器和f-θ透镜创建的光斑。例如,在这种现有的红外系统中,当使用14mm焦距准直器和500mmf-θ焦距透镜时,对于衍射限制红外激光束,光斑尺寸大约为350μm。这在原始建造材料(例如,粉末床)上提供了大概85mm x 85mm的可寻址面积,其反过来又创建或建立了对给定分辨率(例如,光斑尺寸)的建造体积的有限限制。红外激光系统建造速度的第二个限制是材料对激光束的吸收。虽然最初,大多数原始建造材料对红外光谱中的波长具有中等到较低的反射率,但随着增材制造开始使用材料具有较高和极高的红外反射率的金属,如金、银、铂、铜、铝及其合金,在红外增材制造中使用这些较高反射的红外类型的建造材料时遇到了问题。因此,红外激光能量与原始建造材料(例如,粉末层或颗粒)的耦合受到限制,很大一部分能量被反射回、向后反射或更深入原始建造材料。这些限制在某种程度上被进一步捆绑或联系在一起,加剧了红外增材系统的问题和缺陷。因此,红外激光的有限穿透深度确定了最佳层厚度,因此限制了加工的分辨率。因此,红外激光系统由于其对典型原始建造材料的反射率而具有有限的层厚度并因此具有有限的分辨率。
4.如本发明所用,除非另有明确说明,否则“uv”、“紫外线”、“uv光谱”和“光谱的uv部分”及类似术语应被赋予其最广泛的含义,并将包括波长从约10nm至约400nm和从10nm至400nm的光。
5.如本发明所用,除非另有明确说明,否则术语“可见”、“可见光谱”和“光谱的可见部分”及类似术语应被赋予其最广泛的含义,并将包括波长从约380nm至约750nm和从400nm至700nm的光。
6.如本发明所用,除非另有明确说明,否则术语“蓝色激光束”、“蓝色激光”和“蓝色”应被赋予其最广泛的含义,通常指提供激光束的系统、激光束、激光源,例如激光器和二极管激光器,其提供,例如,传播激光束,或传播波长从400nm(纳米)至500nm,以及约400nm到约500nm的光。蓝色激光包括450nm、约450nm、460nm和约460nm的波长。蓝色激光的带宽可以从约10pm(皮米)至约10nm、为约5nm、为约10nm和为约20nm,以及更大和更小的值。
7.如本发明所用,除非另有明确说明,否则术语“绿色激光束”、“绿色激光”和“绿色”应被赋予最广泛的含义,通常指提供激光束的系统、激光束、激光源,例如激光器和二极管
激光器,其提供,例如,传播激光束,或传播波长从500nm至575nm、从约500nm至575nm的光。绿色激光包括515nm、约515nm、532nm、约532nm、550nm和约550nm的波长。绿光激光的带宽可以从约10pm至10nm、为约5nm、为约10nm和为约20nm,以及更大和更小的值。
8.如本发明所用,除非另有规定,否则术语“数字镜器件”将被赋予其尽可能广泛的含义,并将包括以引导或重定向包括激光束的光的任何装置,所述装置包括变形镜,其可以通过改变反射面、折射面和两个面的特性、表面特征、表面轮廓和表面特征、表面轮廓两者,来引导或重定向激光束。术语数字镜器件包括数字微镜器件(“dmd”,digital micromirror device)和微机电系统(“mems”,micro-electro-mechanical-system)。
9.如本发明所用,除非另有说明,否则术语“dmd”、“数字微镜器件”、“微机电系统”、“mems”和类似此类术语应被赋予其尽可能广泛的含义,将通常包括具有大量可移动或可定位的小反射面(例如,反射镜)的装置。通常,小反射面具有例如方形、菱形、矩形、圆形或椭圆形的形状,并且具有从约1μm至约50μm的横截面(最大横截面),典型地从约5μm至约25μm,并且具体地可以是约5μm、约10μm、约15μm,也可以使用更大和更小的尺寸。这些装置可以具有:约10个至约10000000个可移动反射面,或更多;数十、数百、数千以及数万个可移动反射面;约100000个至约700000个可移动反射面;约200000个至约500000个可移动反射面;典型地,数十万个可移动反射面。通常,每个反射面具有单独可控制的倾斜自由度,并且可以具有两个、三个或更多定位,并且可以从其轴至离轴倾斜移动约
±
5度至约
±
25度,典型地约
±
10度至
±
15度、
±
10度、
±
12度和
±
15度。
10.如本发明所用,除非另有说明,否则术语“非宏观机械运动光束调向”装置或系统指不使用或具有宏观机械运动光束调向装置来引导激光束的装置或系统,具体而言,不使用振镜(galvo-mirror)、万向节、快速调向镜、里斯利棱镜(risley prism)或旋转多面体来引导激光束。
11.通常,如本发明所用,除非另有说明,否则术语“约”和符号“~”意指包含
±
10%的方差或范围,即与获得所述值相关的实验或仪器误差,优选其中较大者。
12.如本发明所用,除非另有说明,否则室温为25℃。标准环境温度和压力为25℃和1个大气压。除非另有明确说明,否则所有试验、试验结果、物理性质,以及与温度有关、压力有关或两者都有关的值,均在标准环境温度和压力下提供,这将包括黏度。
13.如本发明所用,除非另有说明,否则对本发明值的范围的叙述仅旨在作为一种单独引用所述范围内的每一个单独值的简写方法。除非本发明另有说明,否则在一个范围内的每一个单独的值都被纳入本说明书,就如其在本发明中被单独例举一样。
14.典型地,现今在增材制造中采用的一种方法是使用红外激光和检流计以预定图案在粉末床表面扫描激光束。红外激光束的强度足以创建小孔型焊接方法,所述小孔型焊接方法将液化粉末熔化并熔合至下层或基板上。这种方法有几个限制,这些限制决定了小孔型焊接方法的速度。例如,使用单个激光束扫描所述表面,建造速率受检流计的最大扫描速度(7m/sec)的限制。制造商强烈支持红外技术,通常认为这是唯一可行的波长,因此他们通过将两个或多个红外激光器/检流计集成到系统中,在所述系统中,这两个红外激光器/检流计可以协同工作以建造单个零件,或可以独立工作以并行建造零件,以努力克服所述限制,但成效有限。这些努力目的是改进增材制造系统的生产能力,但仅专注于红外,成效有限,无法满足长期以来对改进增材制造的需求。
15.红外加工的另一个限制的示例是有限体积,可通过红外激光器/检流计系统解决。在固定头系统中,建造体积由f-θ透镜的焦距、检流计的扫描角、红外激光的波长和红外激光的光束质量来定义。例如,使用500mm f-θ透镜,红外激光器创建的光斑尺寸约为50μm,用于衍射限制红外激光。如果激光束以100w的光功率工作,则激光束的强度大于启动小孔型焊接模式所需的强度。小孔型焊接模式会产生汽化材料的羽流,必须通过交叉射流将其从激光束路径中清除,否则所述激光束会被汽化金属散射和吸收。此外,由于焊接的小孔型模式依赖于在液态金属表面上创建一个由汽化金属的蒸汽压维持的孔,因此除汽化金属外的材料可以从小孔中喷出。这种材料被称为飞溅,会导致熔融材料沉积在建造平面的其他地方,从而导致最终零件出现缺陷。虽然增材制造系统的制造商在开发快速成型机方面取得了一些有限的成效,但他们未能满足长期以来的需求,以及未能满足实现批量生产商业或实际零件所需的要求。为了实现这一点,需要在零件的图案化方法上取得突破,而在本发明之前,本领域尚未实现这一突破。
16.通常,红外加工和系统的一个问题和故障是要求或需要在小孔型焊接模式下熔合粉末。这通常是因为使用单个光束加工粉末。如果激光束以100w的光功率工作,则激光束的强度大于启动小孔型焊接模式所需的强度。所述小孔型焊接模式会产生汽化材料的羽流,必须通过交叉射流将其从激光束路径中清除,否则激光束会被汽化金属散射和吸收。此外,由于焊接的小孔型模式依赖于在液态金属表面上创建一个由汽化金属的蒸汽压维持的孔,因此如汽化金属之类的材料可以从小孔中喷出。这种材料被称为飞溅,会导致熔融材料沉积在建造平面的其他地方,从而导致最终零件出现缺陷。
17.劳伦斯
·
利弗莫尔(lawrence livermore)国家实验室最近使用光学激活光阀(oalv,optically activated light valve)的工作试图解决这些红外限制。光学激活光阀是一种大功率空间光调制器,用于使用大功率激光器创建光图案。虽然光学激活光阀上的图案是用蓝色led或投影仪的激光源创建的,但来自四个激光二极管阵列的输出功率通过空间光调制器传输,并用于将图像加热到熔点,并且需要q开关红外激光器来启动小孔型焊接。红外激光在小孔型模式下用于启动焊接,尤其是在熔合铜或铝材料时,通常需要红外激光。这种小孔型焊接工艺通常会在零件中产生飞溅、气孔以及高表面粗糙度。因此,光学激活光阀系统和典型的红外系统一样,不能消除建造加工中小孔启动的不利影响。虽然最好完全避免小孔型焊接步骤,但技术领域未能克服此问题,且未提供解决方案。这种失败主要是因为在红外波长下,许多金属的吸收特性非常低,因此需要较高峰值功率激光来启动所述加工。由于光学激活光阀仅在光谱的红外区域是透明的,因此不可能建造或使用这种使用可见激光源作为高能光源的系统。该系统中部件的成本极高,尤其是作为定制单元的光学激活光阀。
18.现有的基于金属的增材制造机器非常有限,因为它们要么基于将粘合剂喷涂入粉末床,然后在高温下进行固结步骤,要么基于通过检流计系统在粉末床上高速扫描的大功率单模激光束。这两种系统都有技术领域无法克服的重大缺陷。第一个系统能够大量制造因固结过程中零件收缩导致公差松散的零件。第二个加工的建造速度受到电流计扫描速度的限制,该扫描速度限制了可使用的最大功率水平激光,从而限制了建造速率。基于扫描的增材制造系统的建造者已经通过建造带有多个扫描头和激光系统的机器来克服这一限制,但这并没有为这些问题提供充分的解决方案。这确实增加了生产能力,但标度律是线性的,
换句话说,带有两个激光扫描仪的系统只能建造两倍于带有一个扫描仪的系统的零件,或者带有两个激光扫描仪的系统建造单个零件的速度是带有一个扫描仪的系统的两倍。因此,需要一种高通量、基于激光的金属增材制造系统,该系统不受当前可用系统的限制。
19.背景技术部分旨在介绍技术领域的各个方面,所述方面可与本发明的实施例相关。因此,本部分中的上述讨论为更好地理解本发明提供了一个框架,并且不应被视为对现有技术的承认。
技术实现要素:
20.本发明解决了红外增材制造系统和加工的上述问题和其他问题,并解决了上述和其他长期存在的需求,以及增材制造加工和系统实现更大普及率的未来需要。本发明通过包括提供本发明所教导和公开的制造物品、装置和工艺在内的多种方式来解决上述问题和需要。
21.因此,提供了一种用于金属的增材制造系统,所述系统具有:激光源,用于提供工作激光束;与所述激光源进行光通信的数字镜器件,从而所述激光源可以沿着第一激光束路径将工作激光束传播到所述数字镜器件;控制系统,与存储装置进行控制通信;与图形用户界面(gui)进行控制通信;与数字镜器件进行控制通信;与激光源进行控制通信;以及,与台进行控制通信;所述存储装置包括待建造对象的整个图像的多个图像分割块;所述台包括电机和数字镜器件;其中,所述数字镜器件被配置为沿第二激光束路径以预定图案将工作激光束投影到目标区域,其中所述目标区域包括粉末;其中,所述预定图案包括所述图像分割块;所述控制系统包括指令,其中所述指令使所述台的移动和所述图像分割块到所述目标区域的投影同步;从而,所述图像分割块被投影到所述目标区域,以在整个待建造对象的图像中传送所述工作激光束;从而从粉末中建造出所述对象。
22.进一步的,还提供了具有以下一个或多个特征的此类系统、装置和方法:其中,所述数字镜器件选自由数字微镜器件和微机电系统组成的组;其中,所述工作激光束的波长在300nm-800nm范围内;其中,所述工作激光束的波长在300nm-600nm范围内;其中,所述工作激光束的波长在400nm-500nm范围内;其中,所述工作激光束的波长在500nm-600nm范围内;其中,所述数字镜器件为风冷数字镜器件;其中,所述数字镜器件由选自微通道冷却器、水换热器和佩尔捷冷却器组成的组中的冷却装置进行冷却;具有分区辐射加热器,用于维持建造室温度;具有加热的建造板;具有单独的次级激光器,仅在图案将被照射的地方用于加热所述粉末床;具有惰性气氛;其中,所述预定图案具有数千瓦功率密度;其中所述系统为非宏观机械运动光束调向系统;以及,其中金属粉末选自金、银、铂、铜、铝及其合金组成的组。
23.更进一步的,还提供了运行这些系统中的任何一个,以用金属粉末建造对象的方法。
24.此外,还提供了一种使用空间光调制器、空间光调制器阵列以及两者的三维系统,以在粉末床上形成能量图案,为了直接熔合塑料或尼龙材料,或者为了简单控制区温度至刚好在即将扫描主激光的区域的熔点以下。理论上认为,考虑这种方法的原因是为了改进系统的能效。目前,辐射加热器、区辐射热或建造板温度控制系统用于对待加工的整个焊道进行预热。通过减小待预热区域的尺寸,可以减小所述系统的整体能耗。
25.进一步的,本发明的一个实施例是基于使用数字镜器件空间光调制器、数字镜器件阵列以及两者,假设在连续模式下工作时功率密度必须限制在100w/cm2或以下,足以熔化和流动塑料,但不足以熔化和熔合金属。
26.提供了一种用于金属的增材制造系统,所述系统使用激光器和空间光调制器、空间光调制器阵列以及二者,以在熔合至下层的粉末金属层上形成能量图案,使用用于穿过粉末床移动和重复图像的机架系统,使用运动控制系统,使用用于在每层熔合时向下转移零件的升降机,使用可在熔合前将粉末分散并压紧的粉末分配系统,以及使用气密式建造室。
27.此外,提供了具有以下一个或多个特征的激光、系统和方法:波长范围为300nm-400nm的激光;波长范围为400nm-500nm的激光;波长范围为500nm-600nm的激光;波长范围为600nm-800nm的激光;波长范围为800nm-2000nm的红外激光;所述激光通过光管、微透镜均化器、衍射元件及其组合和变化来均匀化;所述激光在多个打印头或多个打印机系统之间分时;所述空间光调制器是数字微镜器件(“dmd”)阵列,其是微镜阵列;所述空间光调制器是一类空间光调制器中的任意一种,能够处理数瓦到数千瓦的功率水平;所述数字微镜器件为风冷数字微镜器件;所述数字微镜器件为水冷数字微镜器件;所述数字微镜器件由水冷却器(例如微通道冷却器)进行水冷;所述数字微镜器件由佩尔捷冷却器冷却;包括用于维持建造室温度的分区辐射加热器;包括加热的建造板;包括高温计或前视红外(flir)摄像机,用于监测或控制建造板温度;包括嵌入建造板中的热电偶或电阻式温度检测器(rtd),以监测或控制建造板的温度;包括用于确定最佳建造策略的软件;包括单独的次级激光器,用于仅在图案将被照射的地方加热粉末床;使用惰性气氛进行零件建造;使用惰性气氛保持系统中的光学器件清洁;其中,激光-空间调制器组合在粉末床上创建图像,所述图像具有熔合金属所需的数千瓦每平方厘米(kw/cm2)的功率密度。
28.此外,提供了一种用于金属的增材制造系统,所述系统使用激光器和空间光调制器、空间光调制器阵列以及二者,并通过例如借助第二激光使用传导模式焊接方法来预热粉末床,从而在熔合至下层的粉末金属层上形成能量图案,使用机架系统,用于穿过粉末床移动和重复图像,以通过穿过所述数字微镜器件滚动所述图像来连续打印所述图像,以提供时间(优选更长的时间)来熔化粉末,所述数字微镜器件与所述打印头、所述粉末床以及二者的移动同步,使用运动控制系统,使用升降机,用于在每层熔合时向下转移零件,以及使用粉末分配系统,所述系统可以在熔合前将粉末分散并压紧,以及使用气密式建造室。
29.进一步的,提供了具有建造板特征的此类系统和方法包括任意数量的金属材料,包括铝、阳极氧化铝、钛、钢、不锈钢、镍、铜、所述材料的组合,以及可能与所述粉末相同或不同的任何其他材料。
30.更进一步的,提供了具有以下一个或多个特征的此类激光、系统和方法:其中,所述激光为大概450nm蓝色激光;其中,所述激光的波长范围为300nm-400nm;其中,所述激光的波长范围为400nm-500nm;其中,所述激光的波长范围为500nm-600nm;其中,所述激光的波长范围为600nm-800nm;其中,所述激光为波长在800nm-2000nm范围内的红外激光;其中,所述激光通过光管或微透镜均化器均匀化;其中,所述激光可在多个打印头或多个打印机系统之间分时;其中,提供有次级激光;其中,所述次级激光为450nm蓝色激光;其中,所述次级激光的波长范围为300nm-400nm;其中,所述次级激光的波长范围为400nm-500nm;其中,
所述次级激光的波长范围为500nm-600nm;其中,所述次级激光的波长范围为600nm-800nm;其中,所述次级激光为波长在800nm-2000nm范围内的红外激光;通过光管、微透镜均化器或衍射光学元件均化;其中,所述次级激光在多个打印头或多个打印机系统之间分时;其中,所述系统具有空间光调制器;其中,所述空间光调制器是数字微镜器件(“dmd”);其中,所述空间光调制器是能够处理数瓦到数千瓦功率水平的任何一类空间光调制器;其中,所述系统包括用于维持建造室温度的分区辐射加热器;其中,所述系统包括加热的建造板;其中,所述系统包括高温计或前视红外摄像机,以监测或控制建造板温度;其中,所述系统包括嵌入所述建造板中的热电偶或电阻式温度检测器,以监测或控制所述建造板的温度;其中,所述系统包括用于确定最佳建造策略的软件;其中,所述系统使用惰性气氛进行零件建造;其中,所述系统使用惰性气氛以保持系统中的光学器件清洁;其中,所述系统包括激光-空间调制器组合,其在粉末床上创建图像,所述图像具有数瓦到数千瓦功率密度。
31.此外,提供了具有以下一个或多个特征的此类激光、系统和方法:具有第二激光,其中所述第二激光用于在系统中预热,并在粉末床上创建重叠空间滤波激光系统的具有数瓦到数千瓦功率密度的图像的区域;以及,其中激光系统具有粉末床,所述粉末床具有数瓦到数千瓦的功率密度。
32.更进一步的,提供了一种用于金属的增材制造系统,所述系统使用激光和空间光调制器在粉末金属层上形成图案,所述粉末金属层与下层熔合,使用机架系统以穿过粉末床移动和重复图像,使用运动控制系统,使用升降机在每层熔合时向下转移零件,以及使用粉末分配系统,所述粉末分配系统可以在熔合前将粉末分散并压紧,以及使用气密式建造室。
33.另外,提供了具有以下一个或多个特征的此类系统、子系统和方法:其中,所述激光为波长450nm的蓝色激光;其中,所述激光的波长范围为300nm-400nm;其中,所述激光的波长范围为400nm-500nm;其中,所述激光的波长范围为500nm-600nm;其中,所述激光的波长范围为600nm-800nm;其中,所述激光为波长在800nm-2000nm范围内的红外激光;其中,所述激光通过光管或微透镜均化器均匀化;其中,所述激光在多个打印头或多个打印机系统之间分时;其中,所述空间光调制器是数字微镜器件(“dmd”)阵列,所述数字微镜器件阵列为微镜阵列;其中,所述空间光调制器是能够处理数瓦至数千瓦功率水平的任何一类的空间光调制器;其中,所述数字微镜器件为风冷数字微镜器件;其中,所述数字微镜器件是通过水换热器(如微通道冷却器)水冷;其中,激光器为数字微镜器件,由佩尔捷冷却器冷却;其中,所述系统包括用于维持建造室温度的分区辐射加热器;其中,所述系统包括加热的建造板;其中,所述系统包括高温计或前视红外摄像机,以监测或控制建造板温度;其中,所述系统包括嵌入所述建造板中的热电偶或电阻式温度检测器,以监测或控制所述建造板的温度;其中,所述系统包括用于确定最佳建造策略的软件;其中,根据权利要求1所述的系统包括单独的次级激光器,用于仅在图案将被照射的地方加热粉末床;其中,所述系统使用惰性气氛进行零件建造;其中,所述系统使用惰性气氛来保持系统中的光学器件清洁;其中,所述系统的激光-空间调制器组合在粉末床上创建具有数千瓦功率密度的图像。
34.更进一步的,提供了一种用于金属的增材制造系统,所述系统使用激光和空间光调制器在粉末金属层上形成图案,所述粉末金属层借助第二激光熔合至下层以预热粉末床,使用机架系统,以穿过粉末床移动和重复图像,使用运动控制系统,使用升降机,以在每
层熔合时向下转移零件,使用粉末分配系统,可以在熔合前将粉末分散并压紧,以及使用气密式建造室。
35.更进一步的,提供了一种用于金属的增材制造系统,所述系统使用多个激光器和多个空间光调制器以在粉末金属层上形成单个较大图案,所述粉末金属层与下层熔合,使用机架系统以穿过粉末床移动和重复图像,使用运动控制系统,使用升降机以在每层熔合时向下转移零件,以及使用粉末分配系统,所述粉末分配系统可以在熔合前将粉末分散并压紧,以及使用气密式建造室。
36.此外,提供了一种用于金属的增材制造系统,所述系统使用多个激光器和多个空间光调制器以在粉末金属层上形成图像和非图像的棋盘格图案,所述粉末金属层与下层熔合,使用机架系统以穿过粉末床移动和重复图像,使用运动控制系统,使用升降机,以在每层熔合时向下转移零件;使用粉末分配系统,所述粉末分配系统可以在熔合前将粉末分散并压紧;以及使用气密式建造室。
37.更进一步的,提供了一种激光空间光调制器组合,其创建图像并穿过数字微镜器件移动图像,以在移动机架系统上创建静止图像,以延长在被熔合材料中打印图案的曝光时间。更进一步的,提供了一种用于从金属粉末形成金属对象的增材制造系统,所述系统具有:激光源,用于沿建造激光束路径提供建造激光束;加热装置,用于加热金属粉末;激光束路径上的数字微镜器件(“dmd”),从而所述建造激光束被引导到数字微镜器件中,其中所述数字微镜器件创建二维图像图案,所述二维图像图案沿着所述激光束路径从数字微镜器件反射到光学组件;以及,将所述激光束引导至所述金属粉末的所述光学组件,从而将所述二维图像图案传送至所述金属粉末。
38.另外,提供了具有以下一个或多个特征的此类系统、子系统和方法:其中所述加热装置选自由电加热器、辐射加热器、红外加热器和激光束组成的组;其中,所述加热装置是波长在蓝色波长范围内的激光束;其中,所述金属粉末形成金属粉末床;其中,所述激光束的波长选自由蓝色和绿色波长范围组成的组;其中,所述激光束的波长选自由约450nm、约460nm、约515nm、约532nm和约550nm组成的组;其中所述激光源具有约1kw至约20kw的功率;其中,所述二维图像将峰值功率密度从约2kw/cm2至约5kw/cm2,传送至金属粉末;其中,所述数字微镜器件具有最大平均功率密度水平;其中,所述金属粉末上的二维图像的峰值功率密度水平至少比数字微镜器件的最大平均功率密度水平大500倍;其中,所述数字微镜器件具有最大平均功率密度水平;其中,所述金属粉末上的二维图像的峰值功率密度水平至少比数字微镜器件的最大平均功率密度水平大1000倍;其中,所述加热装置被配置为将粉末加热至金属粉末熔点正负200℃范围内;其中,所述加热装置被配置为将粉末加热至金属粉末熔点正负100℃范围内;其中,所述加热装置被配置为将粉末加热至金属粉末熔点正负约400℃;其中,所述加热装置被配置为将粉末加热至金属粉末熔点正负约600℃;其中,所述加热装置被配置为将粉末加热至金属粉末熔点正负约400℃,并将粉末保持在所述温度;其中,所述加热装置被配置为将粉末加热至金属粉末熔点正负约600℃,并将粉末保持在所述温度;其中,所述加热装置被配置为将粉末加热至金属粉末熔点正负200℃范围内,并将粉末保持在所述温度;具有第二激光源,以沿第二建造激光束路径提供第二建造激光束;所述第二激光束路径上的第二数字微镜器件(“dmd”),其中所述第二建造激光束被引导到第二数字微镜器件中,其中所述第二数字微镜器件创建第二二维图像图案,所述图案沿着第二
激光束路径从第二数字微镜器件反射至第二光学组件;其中,所述二维图像图案被传送至所述金属粉末的第一区域,所述第二二维图像图案被传送至所述金属粉末的第二区域;其中,所述第一区域和所述第二区域不同;以及,其中所述第一区域和所述第二区域相邻。
39.另外,提供了具有以下一个或多个特征的此类系统、子系统和方法:其中,所述数字微镜器件阵列针对以下至少一个波长中的波长进行了优化:蓝色波长范围、400nm、约440nm、450nm、约450nm、460nm和约460nm、绿色波长范围、515nm、约515nm、532nm、约532nm以及600nm至700nm的红色波长范围。
40.另外,提供了具有以下一个或多个特征的此类系统、子系统和方法:其中所述建造激光束具有选自以下至少一个波长的波长:所述蓝色波长范围、400nm、约440nm、450nm、约450nm、460nm和约460nm、所述绿色波长范围、515nm、约515nm、532nm、约532nm以及600nm至700nm的红色波长范围。
41.更进一步的,提供了一种用于从金属粉末形成金属对象的增材制造系统,所述系统具有:激光源,用于沿建造激光束路径提供建造激光束;第二激光源,用于提供加热激光束;所述激光束路径上的数字微镜器件(“dmd”),从而所述建造激光束被引导到所述数字微镜器件中,其中所述数字微镜器件创建图像,所述图像沿着所述激光束路径从所述数字微镜器件反射至光学组件;以及,将所述激光束引导至所述金属粉末的所述光学组件,从而将所述图像传送至所述金属粉末。
42.更进一步的,提供了一种激光空间光调制器组合,其以在时间或图案上优化的灰度将二维图案投影到粉末床上,使热量将熔融的熔池处理成所需的建造形状,从而产生更清晰的转变和更密集的零件。
附图说明
43.图1是根据本发明的增材制造系统的一实施例的透视图。
44.图2是根据本发明的激光数字微镜器件打印头的一实施例的剖切透视图。
45.图3是根据本发明的给定功率的实施例的脉冲宽度与重复频率的比较图表。
46.图4a和4b是使用根据本发明的激光空间光调制器的一实施例的打印图案的照片。
47.图5是根据本发明的系统的实施例的粉末床中蓝光吸收与红外激光系统的比较图表。
48.图6是根据本发明的重叠预热光束和建造激光束的一实施例的示意图。
49.图7是根据本发明的系统和方法的计时的一实施例的流程图。
50.图8是根据本发明的系统和方法的计时的一实施例的流程图。
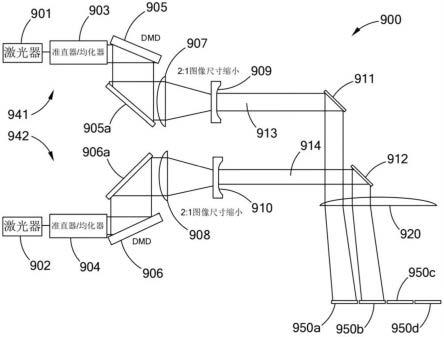
51.图9是根据本发明的多数字微镜器件激光打印机系统的一实施例的示意图。
52.图10是根据本发明的多数字微镜器件激光打印机系统的一实施例的示意图。
53.图11是根据本发明的基于数字镜器件的打印系统的一实施例的示意图,示出了随着运动系统的移动,图像穿过目标基板的滚动。
54.图12a和12b是根据本发明的在粉末床上以不同功率密度形成粉末起始材料的建造图案的实施例的照片,以实现金属中图像的良好熔化和再现。
55.图13a是根据本发明的用于映射直接用铜打印的零件的单层的图像切片的一实施例的图。
56.图13b是根据本发明的使用图13a的映射建造的铜零件的一实施例的照片。
57.图14a是根据本发明的铜粉末建造材料中蓝色激光吸收与红外激光吸收相比较的一实施例的曲线图。
58.图14b是根据本发明的蓝色激光建造速率与激光功率相比较的一实施例的曲线图。
59.图15是根据本发明的与本系统和方法一起使用的控制系统的一实施例的示意图。
具体实施方式
60.通常,本发明涉及材料的激光加工,涉及通过将预选激光束波长与待加工材料匹配以具有较高或更高水平的材料吸收率的激光加工,涉及提供更高速度、效率和尺寸的建造对象的系统配置,尤其是涉及使用具有较高吸收率的激光束,通过起始原材料将原材料激光增材制造成大型结构、零件、部件和物品。
61.在基于数字镜器件的打印系统的实施例中,当具有数字镜器件的台移动时,图像穿过目标滚动。在本实施例中,向系统提供对象(例如,如铜零件之类的零件)的三维图像。所述图像优选是待建造的零件的三维数字图像或位图。所述三维图像被分割为一系列层和其他部分。所述图像分割块包含在与用于打印系统的控制器和控制系统相关联的存储装置中。所述图像分割块根据所述台的移动(例如,x方向、水平方向)进行排序。所述台包含所述数字镜器件,与激光源进行光通信。然后根据所述台的移动以预定方式播放所述图像,即,所述图像播放与所述台移动同步。以这种方式,所述同步的图像切片被传送至建造材料,例如铜粉末,以建造初始三维图像形状的对象。
62.因此,尽管不受此类比的限制,但所述数字镜器件被视为在移动所述台以将建造材料形成初始三维图像的形状时,在建造材料上播放图像分割块。
63.图12a和12b示出了粉末床上具有适当功率密度,在金属中具有良好熔化和图像再现方面所起作用的示例。所述建造对象是一系列凸起的铜制字母。
64.图12a的建造对象是使用150mm物镜聚焦透镜建造的,所述物镜聚焦透镜提供了1/5.6的图像缩小。照片右侧示出了所述台在x方向的移动速度以及两个不同的激光脉冲长度。
65.图12b的建造对象是使用100mm物镜聚焦透镜建造的,所述物镜聚焦透镜提供了1/9的图像缩小。照片右侧示出了所述台在x方向的移动速度以及三个不同的激光脉冲长度。
66.800x 600像素的数字微镜器件用于建造图12a和12b的对象。打印的最小特征宽度为0.1mm。图12b中字母的高度为约0.65mm。
67.图12a和12b的比较示出了,图12b中使用的功率密度越高,建造对象的速度和质量越好(例如公差)。较短焦距透镜会增加建造材料上激光图像的强度。在一些实施例中,所述较短焦距透镜可以减小或消除预热步骤(例如预热激光)的需要。所述较短焦距透镜可以提供比较长焦距透镜在速度和质量方面4倍、5倍、6倍或更多的改进。
68.在系统的实施例中,聚焦透镜(在实施例中,聚焦透镜放置在激光束离开数字镜器件之后)的优选焦距,作为激光图案,可以是约100mm,从约50mm到约150mm,以及更大和更小的长度。
69.图13a和13b示出了用于映射直接在铜中打印的零件的单层的图像切片的示例。在
图13a中,拉伸杆(仅示出上部)的图像被划分为多个不同的图像分割块。因此,例如,图像的部分1300对应于图像分割块1300a,部分1301对应于图像分割块1301a,部分1302对应于图像分割块1302a。
70.图13b是通过以与所述台的移动同步的方式在建造材料上以激光束图案滚动图像分割块建造的拉伸杆的照片。图1350是沿轴建造的拉伸杆层。图1351是沿轴建造的拉伸杆层。图1352是沿轴建造的拉伸杆层。所述零件可以沿长轴、短轴、横轴以及这些轴的组合和变化进行建造。沿轴建造意味着所述台的所述水平(x方向)移动是沿该轴进行的。
71.图14a示出了粉末床中的蓝光吸收迅速,平均自由程非常短,意味着与红外光相比,当使用蓝色光时,在光斑或图像之外的大功率光的光溅较少。
72.图14b示出了根据数字微镜器件上的平均功率密度和激光功率的建造速率。例如,当峰值激光功率低至500w时,可以实现超过100cc/hr的建造速率。蓝色激光束在粉末床(例如金属粉末)中的平均自由程远小于红外光。以这种方式,所述蓝色激光束因散射而具有较少的热损失,因此能够形成较薄的粉末层。以这种方式,可以实现更高的分辨率。以这种方式,可以实现更高的建造速率。
73.零件设计
74.生成图像并保存为单色位图或可选灰度,以获得更精细的零件细节或激光衰减。黑色像素表示密集零件,对应于在粉末表面相应位置至少看到一次的激光脉冲。
75.一次迭代将三维模型切为一系列层,然后将这些层保存为图像。
76.图像切片
77.图像切片分两个阶段完成:路径定义和路径排序。在路径定义中,用户逐层处理原始图像。所述图像被划分成更小的重叠形状,其中最简单的是矩形,表示最终的工具路径,在数字微镜器件上待显示,以及待打印的相应图案。此处选择计算路径所需的参数,包括但不限于以下参数:台速度、待使用的数字微镜器件区域(高度、宽度、偏移)、激光脉冲持续时间、激光脉冲选择(即占空比)、帧重复、台加速和减速要求以及相关计时、路径长度/宽度、重叠、计时、方向和执行顺序。此时可选择其他加工参数,包括但不限于激光功率和激光焦点偏移。
78.在路径定义期间,还可以设置图像至零件的缩放。最简单的路径选择方法是从缩放至数字微镜器件空间的图像开始,尽管这种缩放可以在加工中的其他地方进行。指定路径后,编译指令文件,以将零件翻译为实物坐标。所述指令文件(g代码)包括运行零件、层或分割块所需的所有信息,查找图像的方向,如何将所述图像转换为帧,以及有关如何在与台运动和激光脉冲同步的工作区中展示所述图像的信息。
79.路径排序是一系列帧及显示其的指令。基于上述参数计算帧。帧的偏移基于台的速度、数字微镜器件至粉末表面的缩小、数字微镜器件镜间距、激光脉冲持续时间以及与显示图像相关的延迟。打印粗几何图形时可以重复帧,或节省计算时间。原始图像文件可以在运行时转换为帧,也可以分解为几个较小的步骤。这些步骤可以包括将每个路径保存为单个图像,将帧保存为图像,将排序保存为二进制数据。
80.或者,数字微镜器件可以在此类工作区中定向,以利用内置排序能力,如图像滚动。在这种情况下,整个路径尺寸的图像被加载到存储器中,并逐步显示适当的零件选择,与台运动同步。或者,可以在数字微镜器件或打印机软件的较低水平上为任意扫描方向启
用图像滚动。这可能涉及在数字微镜器件上显示存储在存储器中的图像之前对其进行旋转或变换。
81.或者,将整个层或零件加载到存储器中,并在与上述类似的工作区中访问。
82.迭代将台坐标映射至数字微镜器件和图像坐标。台在零件上的运动将与显示和打印的相应图像同步。
83.图像可以在任何时候进行变换或以其他方式处理,包括在运行时,以影响激光与粉末之间的相互作用、利用收集的原位数据、对最终建造特征施加偏差或解释粉末中存在的异常。还可以基于零件、环境或加工的其他知识执行图像处理。
84.程序执行/加工
85.加工环境变量在加工前设置,包括但不限于粉末的选择、粉末厚度、粉末压紧度、粉末床温度和粉末表面的加工气体。
86.当处理路径排序时,所述激光在数字微镜器件上单个帧的显示时间内的脉冲宽度下触发。激光脉冲触发直接从数字微镜器件发送至激光。数字微镜器件上的显示帧和台运动之间的计时是协调的,以便初始图像精确地缩放至粉末中的实物尺寸。
87.管理激光脉冲和加工计时,以避免数字微镜器件过热。
88.构造基层以支持随后的层的熔合,并且基层在建造完成后容易与基板分离。
89.本系统和方法的一实施例可以使用任何激光波长,但优选实施例是使用一对蓝色激光以并行方式打印和熔合零件的层,所述并行方式使用空间光调制器作为定义待熔合的粉末床上的图案的方式。实施例中的激光源和激光束可以具有蓝色波长范围内的波长,并且优选地可以是450nm、约450nm、460nm、约460nm,并且具有约10pm、约5nm、约10nm、约20nm以及从约2nm至约10nm的带宽,以及更大和更小的值。实施例中的激光源和激光束可以具有绿色波长范围内的波长,并且例如可以是515nm、约515nm、532nm、约532nm、550nm、约550nm,并且具有约10pm、约5nm、约10nm和约20nm以及从约2nm至约10nm的带宽,以及更大和更小的值。可以在系统中使用这些不同波长的组合和变化。
90.用于本系统和方法的实施例的打印引擎基于数字微镜器件(dmd)阵列,其实施例可从创建待打印的二维能量图案的德州仪器(ti,texas instruments)获得。德州仪器生产的所有数字微镜器件产品都是该加工的候选产品,所述数字微镜器件用于打印二维能量图案,其是指激光束或激光束图案在待熔合粉末床上形成的图像。如本说明书所述,虽然该图像是作为二维能量图案观察的,即粉末床上的图像,但当能量穿透入粉末床并将材料熔合至建造对象的下层时,其将具有深度,即三维特性。这些打印引擎可与本说明书中提供的任何激光增材制造系统和方法以及其他系统和方法一起使用。蓝色激光从数字微镜器件阵列反射出来,当重新成像时,可以在粉末床上的二维能量图案中提供数瓦至数千瓦的功率密度。可以添加第二蓝色激光,以在二维能量图案成像的准确光斑处预热所述粉末床,以减小激光空间光调制器对将图案化粉末熔合至底层所需的能量。该打印引擎安装在精密机架系统上,可将二维图像连接在一起,形成较大的二维图像,所述较大的二维图像是零件的单层。所述系统优选包括:作为所述机架系统一部分或从所述机架系统分离的粉末撒布机,以及作为建造体积一部分的升降机。建造体积优选极低氧气,更优选无氧,并且可以填充惰性气体(例如氩气)或气体混合物(如氩气-二氧化碳)以促进熔合加工。粉末床和腔室可通过电加热器、辐射加热器以及这些加热器和其他类型加热器的组合和变化直接加热,以减小
制造加工中零件的热损失。在一实施例中,传导模式焊接方法是将每层熔合在一起的优选方法,其消除了小孔加工中通常遇到的飞溅,所述小孔加工是所有增材制造扫描激光系统的典型加工,是本说明书中教导和公开的本实施例的现有技术。
91.通常,数字微镜器件(“dmd”)是一种使用非常小的反射镜的装置,可以用铝制成以反射光来生成图像。所述数字微镜器件也可以被称为数字光处理(dlp)芯片。这些装置的实施例,对于其横截面尺寸(例如,方形的侧边、圆形的直径或矩形的长边,这些装置也可以是其他形状)而言,可以是几厘米(cm)、从约1cm至约3cm、从约1cm至约2cm、1cm或更小、小于0.5cm、小于0.2cm或更小。这些数字微镜器件可包含从约100000至4000000、至少约100000、至少约500000、至少约1000000、约2000000个或更多的反射镜,每个反射镜的尺寸约为4μm或更小、约7.56μm或更小、约10.8μm或更小、约10μm或更小、从约4μm至约20μm以及这些的组合和变化,和更大和更小的组合和变化。所述反射镜可以以预定图案布置,如矩阵,例如,像照片马赛克一样,每个反射镜表示一个像素。
92.在一实施例中,所述数字微镜器件包括:互补金属氧化物半导体双倍数据速率静态随机存储器(cmos ddr sram,complementary metal oxide semiconductor,double data rate,static random-access memory)芯片,所述芯片是存储单元,根据其逻辑值(0或1),所述存储单元将静电地使所述反射镜倾斜至打开或关闭位置;散热件;光学窗口,其允许激光通过,同时保护所述反射镜免受灰尘和碎屑的影响。
93.在实施例中,所述数字微镜器件在其表面上具有数十万个或更多的微镜,所述微镜通常以矩形阵列排列,所述排列对应于待形成和显示的图像中的像素。所述反射镜可以单独旋转,例如
±
10-12
°
,或更多或更少,至打开或关闭状态。在打开状态下,来自所述激光源(例如所述建造激光器和建造激光束)的所述激光被反射到透镜中,使所述像素将所述建造激光能量引导到所述粉末床上的所述图像中。在关闭状态下,所述激光束(例如所述建造激光)被引导到其他地方,例如束流收集器,使像素不影响所述图像或所述粉末的熔合。应当理解,在实施例中,预热激光束也许多被引导至数字微镜器件装置并从数字微镜器件装置反射,以在粉末床中的粉末上形成预热图像。
94.在一实施例中,可以将其理论化为类似于图片的灰度,所述反射镜的打开和关闭切换地非常快,并且打开时间与关闭时间的比率确定粉末床中粉末的熔合或粘合量。这提供了在不改变激光源输出光束功率的情况下,控制粉末床上激光束的激光功率和功率密度(例如,kw/cm2)的能力。在一些实施例中,可以获得超过500个不同的功率和功率密度、超过700个不同的功率和功率密度以及超过100000个不同的功率和功率密度。实现灰度影响的另一种方法是对图像进行像素化,去掉与正在加工的材料中的热扩散长度相比尺寸较小的单个像素。这有效地减小了传送至图像的平均功率。无论是在时间上还是在空间上,这种灰度都可以用于处理熔池并将其强制成优选形状。
95.用于本系统、打印头和打印引擎的数字微镜器件的实施例可从ti获得,所述数字微镜器件将包括:dlp2010、dlp3000、dlp3010、dlp4500、dlp4710、dlp5500、dlp6500、dlp7000、dlp9000、dlp9000x、dlp9500,带有数字控制器;dlpa2000、dlpa3000、dlpa3005、dlpc3430、dlpc3433、dlpc3435、dlpc3438、dlpc3439、dlpc3470、dlpc3478。
96.参见图1,示出了增材制造系统100的一实施例。所述系统100具有基座108,基座108上安装有机架系统101。机架系统101用于数字微镜器件打印头103的移动。所述移动可
以在x轴102或y轴102a中进行。系统100具有粉末床升降机104(用于在制造时向下移动零件,以允许在零件上沉积接下来的层)、粉末床撒布机105和粉末滚子106。图中在粉末表面上示出了来自数字微镜器件打印头103的图像107。所述系统具有层流气刀109和高温计或前视红外摄像机110。基座108和机架系统101具有线束111,线束111可以包含例如机架电源、控制线和用于激光束传输的光纤。在实施例中,所述激光源或其一部分可位于所述机架上并随机架一起移动。在实施例中,所述激光源位于远离所述基座、远离激光头或远离两者的位置,并通过光纤连接到激光头103(例如,放置成与激光头103光通信)。所述激光源也可通过飞行光学头设计连接,在飞行光学头设计中激光束穿过自由空间到达打印头。
97.参见图2,示出了激光数字微镜器件打印头200的一实施例的剖切透视图。本实施例可与本发明的任何系统一起使用,包括图1的系统以及其他系统。所述激光数字微镜器件打印头200具有包含光学部件的壳体230,并且具有第一激光输入201和第二激光输入212以及输出或出射窗209。进入壳体230的激光束由光学器件引导和成形,然后通过出射窗209离开壳体230以形成图案(在粉末床上,未在本图中示出)。在一实施例中,所述激光输入201、212是用于传输来自激光源的激光束的连接器和光纤,如与激光源处于光通信中(例如,连接至激光源)的qbh光缆,以将所述激光束传输到所述打印头。壳体230内的光学器件定义了两条激光束路径,每个输入一条。沿着第一激光束路径,在激光束传播的方向上,为输入201、准直透镜205、转向镜206、数字微镜器件202(由冷却器203冷却)、关闭状态束流收集器204(也可冷却)和数字微镜器件成像透镜208,激光束从数字微镜器件成像透镜208穿过窗209以形成图像210。沿着第二激光束路径,在激光束传播方向上,为输入212、准直透镜210、转向镜207(成像透镜208可能在第二光束路径中,也可能不在第二光束路径中,可以使用第二成像透镜或单独的成像透镜),然后通过窗209到达粉末床上的位置。
98.在增材制造系统的一实施例中,第一激光束路径是建造激光束和建造激光束路径,因为正是激光束将粉末熔合以建造对象。所述建造激光束可以具有在蓝色波长范围内的波长,并且优选440nm、约440nm、450nm、约450nm、460nm和约460nm,具有在绿色波长范围内的波长,例如可以是515nm、约515nm、532nm、约532nm。所述建造激光束可以具有本说明书中设置的任何功率、功率密度、峰值功率和重复频率。所述第二激光束路径和沿所述路径传播的第二激光束是预热激光束。其不需要相同的波长,可以是440nm至1100微米之间的任何波长,也可以是与建造激光的波长相同的波长,其在粉末床上具有更低、类似或更高的功率密度,用于预热粉末床,以及保持粉末床的温度,以促进建造激光熔合粉末以建造对象的能力。
99.在打印头230的一实施例中,第二激光输入212连接至用于预热粉末床的激光源。以这种方式,第二条激光束路径及其相关光学器件用于预热系统。因此,在本实施例中,如上所述,从连接器201通过窗209至图像210的第一光束路径和部件提供用于将粉末床材料熔合在一起的激光束,即建造激光束或熔合激光束;第二光束路径用于提供预热激光束。
100.本系统和方法的一实施例可以使用任何激光波长,但优选的实施例是使用一对蓝色激光以并行方式打印和熔合零件的层,所述并行方式使用与激光阵列相结合的空间光调制器阵列,作为在待熔合的粉末床上定义二维能量图案的方式。当并行处理零件的单独的部分或单独的零件时,所述能量图案可以是相邻的或单独的。通过将多个能量图案化系统结合在一起,可以向粉末床表面传送更高的总功率,由此可以使用单个脉冲打印更大的零
件,从而大大改进了机器的建造速率。由于数字微镜器件的功率处理能力受到限制,因此使用了多个数字微镜器件。现成的数字微镜器件系统能够根据背板温度和冷却方法连续处理25w/cm2至75w/cm2的蓝色激光。要生产的零件越大,完全熔合穿过表面的二维图案所需的总功率就越大。由于实施例中的数字微镜器件可以是所传送功率的限制因素,因此可以使用多个并行的数字微镜器件来提供实现所需的较高建造速率必需的区域缩放。此外,该打印引擎可以安装在精密机架系统上,所述系统允许将二维图像连接在一起,以形成更大的二维图像,所述更大的二维图像是零件的单层。所述系统的实施例可以包括作为机架系统的一部分或与机架分离的粉末撒布机,以及作为建造体积的一部分的升降机。所述建造体积应具有减少的氧气,优选无氧,并且可以填充例如惰性气体(如氩气)或混合气体(如氩气-二氧化碳)以促进熔合加工。能量图案化区域可通过次级激光源预热,或通过电加热器和辐射加热器直接加热,以减小制造加工中零件的热损失。次级激光或次级热源提高了粉末床的基准温度,并减小了通过激光/空间调制器系统(即熔合或建造激光束或增材制造系统的子系统)熔化粉末的能量要求。在实施例中,传导模式焊接方法是将各层熔合在一起的优选方法,可消除小孔加工中通常遇到的飞溅,所述小孔加工是所有增材制造扫描激光系统的基准加工。
101.二维能量图案化系统(用于三维建造)
102.该系统的优选实施例是ti的数字微镜器件(dmd)。该阵列由微镜组成,当命令关闭或打开透射光时,微镜会倾斜。灰度是通过在加工中高速调制镜的位置或激光的功率设置以设置传送至表面的能量的量来实现的,或者通过在整个图像中将反射镜随机转向关闭状态以减小图像中的平均功率密度来实现的。优选数字微镜器件阵列是对与激光束的波长一起使用进行优化的阵列,例如,针对蓝色波长范围内的波长进行优化,并且优选400nm、约440nm、450nm、约450nm、460nm和约460nm,针对绿色波长范围内的波长进行优化,例如,可以是515nm、约515nm、532nm,约532nm,以及600nm至700nm的红色波长范围。典型的用于可见光的数字微镜器件在450nm处的反射率为88%,衍射效率超过64%。这种高透射率使这些装置能够根据冷却方法处理25w/cm2或更高的平均功率密度,并能够处理蓝色、绿色和红色波长(可见光)中的建造激光束。在带有微通道冷却器的数字微镜器件上进行的试验表明,以高达75w/cm2的功率密度运行所述装置是安全的。数字微镜器件可具有工作功率密度,例如平均功率密度额定值,从约25w/cm2至160w/cm2、约50w/cm2至100w/cm2、约25w/cm2至75w/cm2,以及更大和更小的值。所述平均功率密度额定值是所述装置的连续热负荷额定值。由于高反射率,低重复频率的短脉冲可以具有比所述装置的连续额定功率高得多的功率密度。参见图3,示出了提供了给定重复频率的最大脉冲宽度的计算的图表,以维持所述平均功率密度。计算的激光功率水平范围为从150w(瓦)至6kw(千瓦)。对于dlp9500装置,在6kw处,数字微镜器件装置上的瞬时功率密度或峰值功率为2.5kw/cm2,比所述装置的平均功率密度额定值大1000倍。可以实现这一水平的功率吞吐量是由于激光脉冲宽度较短,占空比较低,导致所述装置上的平均功率不超过最大额定值。光学镀膜,在这种情况下,为增强铝,能够维持极高的峰值功率水平,只要吸收的能量不超过镀膜或反射镜的损坏阈值。对于短脉冲,脉冲模式下铝光学镀膜的损坏水平典型地为10-50mw/cm2,本系统中的应用远低于该损坏极限。此外,反射镜的热质量用于吸收12%的入射能量,并确定给定功率密度下的最大曝光时间,以将反射镜的温度维持在推荐的工作范围内。因此,本数字微镜器件系统和方法可以将
峰值强度传送至粉末床,所述粉末床能够直接熔合金属粉末,而不会损坏数字微镜器件。
103.因此,在本系统的实施例中,增材制造系统和方法中的数字微镜器件装置受到激光束影响,并反射和引导激光束,以在粉末床上形成图像,其中激光束在粉末床上的峰值功率密度(kw/cm2)为2倍、10倍、100倍、1500倍、从100倍至1000倍以及更大地高于数字微镜器件的平均额定功率密度。
104.参见图4a和4b,示出了打印图案的照片。在图4a中,示出了直接熔合金属粉末,在这种情况下,其为100μm厚的铜粉末层,“n”的图像由激光/空间调制器系统直接打印。铜粉末的熔点为1085℃。图4b示出了由激光/空间调制器系统直接打印的第二个字母“u”。在加工前,用手预先放置粉末并加热粉末至100℃以去除杂质。打印过程从将字母n的图像下载到数字微镜器件开始。然后,脉冲开启蓝色激光系统4毫秒,此时占空比维持25w/cm2的推荐的工作点,并传送85w的峰值功率在粉末床表面上,其对应于3.7kw/cm2的功率密度。由于该试验使用了低功率激光,因此数字微镜器件上的图像以此类方式滚动,即移动机架系统上的图像保持静止,直到沉积足够的能量来加热粉末并将其熔合成图像。然后将图像更改为接下来的字母,并重复该过程。粉末床温度为20℃,因此加热和熔化粉末的所有能量都来自激光/空间光调制器系统。所述字母大概高500μm、宽500μm。利用更高的激光功率和加热床,用单个脉冲熔化粉末是可行的。
105.在一实施例中,6kw蓝色激光源(建造激光束)以6.5毫秒的脉冲宽度和3hz的重复频率工作,这对应于使用铜粉末时超过75cc/hr的建造速率。均化器用于将激光能量均匀分布在数字微镜器件上。数字微镜器件上的功率密度为2.5kw/cm2,宽2cm,高1.1cm。数字微镜器件在10.8μm间距上具有1920个反射镜乘以1080个反射镜的分辨率。数字微镜器件反射镜在该波长的反射率大概为88%,装置的窗的透射率为97%,数字微镜器件在该波长的衍射效率为约62%,以及假设成像光学器件的透射率为99%。使用2:1成像光学器件,将10mm x 5.5mm的图像转发至粉末床,估计的损失导致激光空间光调制器组合在粉末床上的功率密度为约6kw/cm2,其比图4a和4b的试验中使用的强度大1.6倍,沉积的总能量大60倍。“系统”图像分辨率大概为5.04μm、使系统的分辨率高于任何其他激光烧结方法。由于数字微镜器件芯片公布的平均功率密度限制在25w/cm2,因此为6kw激光源选择了6.5ms的脉冲宽度,这对应于粉末床中沉积的大概21焦耳的能量。在图4a和4b示出的实验中,由于被照射区域仅为0.5mm x 0.5mm,因此需要显著降低能量沉积(0.34焦耳)。假设床温度为600℃,估计熔化体积为10mm x 5.5mm x 0.1mm且含25%空隙率的铜粉末需要14焦耳的能量。该分析未考虑基板的任何加热,会导致更高的能量要求。当打印零件的第一层时,能量要求最高,热能扩散到基板中可以将能量要求增加3倍以熔化和熔合粉末。次级加热激光可用于补充成像系统,以传送此步骤所需的额外能量。随着建造的进行,热扩散现在是前一层质量的因素,零件越薄,功率要求越低,前一层的尺寸越大,功率要求越高,在将第一层粘合至建造板的过程中,功率要求最高。
106.通过系统或方法的分辨率,意味着系统建造的对象可以具有其等于规定的分辨率的最小零件或最小尺寸,例如,所述分辨率定义了可以建造的对象的最小尺寸。因此,通过激光系统的分辨率、方法的分辨率,意味着所述系统和方法有能力在所述分辨率建造零件或具有零件中的特征。因此,通过示例,75μm分辨率将提供建造具有75μm的最小尺寸、具有75μm的最小特征、或者两者兼而有之的零件的能力。蓝色激光三维增材制造系统(例如,三
维蓝色激光打印机)的实施例和蓝色激光三维增材制造方法的实施例的分辨率为从约0.5μm至约200μm和更大,从约0.5μm至约100μm、从约0.5μm至约50μm、小于约100μm、小于约75μm、小于约50μm、小于约25μm、小于约10μm以及小于约5μm。所述系统可以同时具有大分辨率(例如,大于200μm)的能力,以及非常精细的分辨率(从约为0.5μm至约10μm和从1μm至约5μm)的能力。进一步的,本系统和方法的实施例,包括说明书中的实施例和示例,以及具有以下波长的实施例:蓝色波长、440nm、约440nm、460nm、绿色波长、515nm、约515nm、532nm、约532nm、550nm、约550nm,分辨率为从约10μm至约0.5μm、小于10μm、小于5μm、小于2μm、从约3μm至约0.9μm、约1μm和更小的值,以及本段中的其他值。
107.图5是铜粉末床中吸收蓝色激光的速度相比红外激光的速度有多快的比较。蓝色激光的高吸收速率是使该加工获得所需的分辨率、建造速度以及二者的因素,因为红外激光将被散射到待熔合图案外部的粉末床中,需要更高功率水平的激光,并且分辨率在红外中受到高散射因子的限制。因此,可以使用100%的光被吸收的假设。如果粉末层的密度为75%,则可基于热容方程计算将粉末层从600℃加热至1085℃(铜的熔点)所需的能量。由于涉及相变,因此在能量要求计算中包括了熔合热。基于两个成分的总和,熔化10mm x 5.5mm x 100μm的铜的体积所需能量大概为14焦耳。基于此计算,目前可用的典型数字微镜器件阵列适合在基于金属的增材制造系统中使用,优选是调整粉末的基准温度以补偿熔化金属所需的能量,或者使用次级激光对图像区域进行预热。
108.使用500w蓝色激光源通过数字微镜器件加热铜粉床的实施例,当以1.5hz重复频率脉冲时,可提供高达78ms的脉冲宽度。在此条件下,所述500w蓝色激光源将向铜粉床传送39焦耳的能量,这足以使从400℃的背景床温度到熔化铜。
109.在一些实施例中,虽然激光空间光调制器组合能够提供足够的能量来熔化50μm厚的粉末层,但可能没有足够的能量来熔合至下面的层。由于传导模式焊接以球形方式穿过材料层,因此所述焊接宽度与深度相同。例如,50μm深度的焊道宽度至少为50μm。为了确保粉末层与下面的层熔合,最小特征尺寸必须至少为粉末层深度的1.5-2倍。这意味着使用75μm-100μm宽度的焊道将粉末层熔合到下层。考虑到熔合至下面的固体层的所需能量,当从400℃上升至铜的熔点时,熔化和熔合粉末的所需能量从36焦耳增加到86焦耳。在实施例中,仅使用激光空间滤波器组合无法实现这一点,因此要么提高粉末床温度,要么添加单独的热源。通过添加第二激光(优选没有空间光调制器),添加附加热量以提高粉末的温度,而不会使其熔化。因此,所述第二激光可以对粉末进行预热,并将粉末层和建造对象的温度维持在环境温度以上,例如,可将所述粉末预热至并维持在大于100℃、大于200℃、大于300℃、大于400℃、从约300℃至约600℃、在粉末熔点正负300℃范围内、在粉末熔点正负200℃范围内、在粉末熔点正负100℃范围内的温度,高达和刚好低于粉末的熔化温度,以及更高和更低的温度。
110.如本发明所用,除非另有明确说明,否则空间光调制器、激光/空间光调制器、数字微镜器件系统、激光-空间及类似术语是指使用微镜、微反射组件或具有微级或亚微级分辨率的类似反射部件的相同的一般类型的系统或子系统,为粉末床上的建造激光束以及液晶和其他类型的基于晶体的空间光调制器创建激光图案和图像。
111.所述第二激光(例如,如上所述,图2的第二光束路径)照射与图6所示的激光空间光调制器照射的相同的区域。在图6中有金属粉末床600。预热激光束形成预热激光图案
601,加热粉末床600的区域605。还示出了在金属粉末床600上的建造激光图案602和603。因此,区域605中的材料由第二激光束(例如,预热激光束)加热,并且激光图案602和603中的所述加热材料熔合成对象。对于上述情况,熔化和熔合所述粉末需要86焦耳的热量。如果500w激光空间滤波器组合为图案提供39焦耳,则第二激光提供差额或47焦耳。为了适应移动、涂覆和执行其他功能的时间,预热激光的脉冲宽度可以是占空比的10%或66ms。这对应于750w的预热激光功率。假设第二激光将粉末床区域加热到熔点正负200℃范围内,那么当激光空间光调制器照射零件时,其会将粉末床和下层上的图案化区域的温度提高到铜的熔点。图7示出了系统的计时。该排序导致50μm粉末层熔化并完全熔合至其下方的全致密层。
112.在一实施例中,激光空间光调制器对,基于以1.5hz的重复频率工作的6000w蓝光激光。预热激光为750w激光。所述预热激光工作的持续时间与上述相同(66ms),以将粉末床温度增加至待熔化材料(例如,粉末床中的粉末)(在这种情况下为铜)熔化温度正负200℃范围内。高温计或前视红外摄像机用于在所述预热过程中监测粉末床的温度,并控制激光功率以维持所述温度,直到激光空间光调制器图像照射粉末床区域并将粉末熔合至下层。6000w激光打开6.5ms,而750w激光可能打开66ms或更长。在本实施例中,假设腔室温度处于或接近室温。
113.在一实施例中,激光空间光调制器对,基于以1.5hz的最大重复率工作的500w蓝色激光。预热为1000w的激光。所述预热激光工作的持续时间与上述情况相同,为约78ms。然而,具有更高功率水平的预热激光现在仅工作25ms,为重新定位图案提供了额外的时间。在本实施例中,假设腔室处于或接近室温。
114.所述激光打印引擎安装在气密外壳中的精密机架系统上,如图1的实施例。所述气密外壳,如果填充有惰性气体,则在加工行进过程中,惰性气体会连续循环以清除任何焊接烟尘。所述惰性气体环境确保在建造过程中不会出现表面氧化,从而导致零件出现气孔。所述机架系统允许打印头沿x-y方向定位,同时在打印每一新层时,使用升降机向下移动零件。原则上,这种二维能量图案的移动和重复方法可应用于任何大体积,例如,0.5m3、1m3、2m3、3m3、10m3、从1m3至10m3以及更大和更小的体积,限制条件是所用机架系统的精度。
115.建造从典型地为step文件的计算机辅助设计文件开始。软件首先根据分辨率和形状,将对象划分为50μm、更小或更大的切片。然后将切片后显示的表面分成与空间光调制器图像尺寸相同的部分。然后,建造策略由软件决定,首先暴露图案的哪一部分、应该是什么暴露级别以及应该使用什么支持结构(如果有的话)。所述软件还确定了预热激光以及激光空间调制器系统的最佳打开时间。预热时间可能根据母材的密度、母材的熔化温度、待熔合层下层中的材料量以及待熔合层下层中的材料密度而不同。基于零件的尺寸、零件的复杂性和零件的定向,可使用辐射加热器将建造室的粉末床、墙或天花板保持在最佳温度,以防止热量以错误的速率流失到建造环境中。图8中概述了加工排序。
116.提供以下示例以示出本发明激光系统和部件的各种实施例。这些示例用于说明目的,可能具有预见性,不应被视为限制性的,并且不会以其他方式限制本发明的范围。
117.示例1
118.如图1大体示出的增材制造系统的一实施例。所述系统100包括安装在隔振平台上的x-y机架系统101。机架系统102的x轴由一对空气轴承和能够定位至1微米或更小绝对位置的直线电机组成。机架系统的x轴的所述电机还可以双向移动粉末撒布机105以撒布粉
末。所述粉末可通过填充粉末的第二升降机部分或将粉末滴落到粉末床上的粉末料斗传送。所述粉末料斗未在本图中示出,但将安装在所述机架系统的前部和后部。整个系统将被封闭在气密外壳中,所述外壳也未在本图中示出。数字微镜器件激光打印头103安装在机架系统的y轴上,可以穿过粉末床,并可重复定位至任何沿轴位置的微米范围内。粉末床104位于高精度升降机上,在每个加工步骤之后,所述升降机可将粉末床降低至少10μm。这允许粉末撒布机105在先前熔合的图像上放置均匀的粉末层。以与运动相反的方向旋转的滚子106用于平滑和压缩粉末层。粉末床内置加热器,可在建造周期中使用高温。层流气刀直接放置在数字微镜器件激光打印头109的下方,以防止碎片或烟雾到达窗,数字微镜器件图像和次级预热激光从所述窗中显现。数字微镜器件图像107根据切片软件定位在粉末床上,并且随着图像跨过图像的宽度而改变图案,以完成零件的相邻部分。根据对零件中热量积聚的管理以及将零件中的翘曲和应力降至最低的期望,所述图像也可能被进一步移动。
119.示例2
120.如图2大体示出的数字微镜器件打印头的一实施例。待调制的主激光功率通过行业标准qbh光缆201传送至打印头200。用于预热的第二激光也通过行业标准qbh光缆212传送。所述电缆设计坚固,在工作期间为外部环境提供密封。电缆均为400μm或更小直径的光纤,位于保护套内。一对40mm准直透镜205、210用于准直每根光纤的输出。根据来自光纤的光束的形状和均匀性,在准直光学器件之后插入均化器和光束整形光学器件。主激光源(建造激光)和次级激光源(预热激光)都可以使用均化器来提供足够均匀的强度,所述强度使熔合打印是均匀的。转向镜206用于将来自主激光光纤201的准直光束以距离数字微镜器件表面法线24度的必要角度引导至数字微镜器件上。当激光器处于打开状态时,数字微镜器件202反射镜向入射光束倾斜,并重新定向光束使其垂直于数字微镜器件表面。当激光器处于关闭状态时,数字微镜器件202反射镜远离入射光束倾斜,并将入射光束从垂直于数字微镜器件表面的矢量重定向到远离入射光束48度。此为束流收集器204所在的位置,因其必须拦截图像中将处于关闭状态中的任何束流能量。现在,使用100mm菲涅耳(fl)透镜将来自数字微镜器件202的光束重新成像至激光打印头下方200mm的光斑。这是一种1:1成像排列,根据所需零件的尺寸和精度,可以采用其他比率。次级激光器的光纤输出212由透镜205准直,并可通过光束均化器以实现所需的熔合均匀性。对次级光束进行光束调节后,使用反射镜207将其引导或重新成像到与数字微镜器件图像相同的光斑上。该系统不会通过与数字微镜器件光束相同的成像透镜。然而,两个光束(数字微镜器件光束和次级光束)确实通过共同窗209离开打印头。然而,根据系统的几何形状,可以使用第二窗来允许预热激光离开。最终结果如图6所示,粉末焊道上的次级激光束与数字微镜器件图像210重叠。
121.示例3
122.本发明的一实施例涉及在相同成像孔径或平行成像孔径内使用多个数字微镜器件。图9示出了多数字微镜器件激光打印系统200的示意图。所述系统有两个激光建造子系统941、942。子系统941具有沿激光束路径913定位的激光源901、准直器/均化器903、数字微镜器件905、反射镜905a、具有透镜907和透镜909的2:1图像尺寸缩小光学组件、反射镜911和成像透镜920。以这种方式,用于熔合粉末的激光束(例如,建造激光束)沿着激光束路径913穿过这些不同部件,并提供图像作为图像片950a。可以看到,图像片950a、950b、950c、950d形成了可以有大量片的平铺图象。子系统942具有沿激光束路径914定位的激光源902、
准直器/均化器904、数字微镜器件906、反射镜906a、具有透镜908和透镜910的2:1图像尺寸缩小光学组件、反射镜912和成像透镜920。以这种方式,用于熔合粉末的激光束(例如,建造激光束)沿着激光束路径914穿过这些不同部件,并提供图像作为图像片950b。
123.与系统941、942配置相同的两个附加激光建造子系统将在该系统中使用,但图中未示出。这两个附加系统将为图像片950c、950d提供图像。在本实施例中,平铺图象优选相邻。
124.与系统941、942配置相同的四个附加激光建造子系统将在该系统中使用,但图中未示出。这四个附加系统将为950a、950b、950c和950d相邻的图像片提供图像到纸张中,以创建二维平铺图象。
125.该系统可以具有提供反转或非反转图像的透镜配置。
126.每个数字微镜器件具有其自身的激光源,每个数字微镜器件的图像空间可以使用剪切镜平铺,以在比单个数字微镜器件系统大得多的区域上实现创建连续图像空间。每个数字微镜器件图像空间之间可能存在一些死区,通过适当定位剪切镜可以将死区最小化。通过调整每个剪切镜的倾斜和位置,也可以有效地将图像空间连接在一起。图9示出了在一个轴上将2个数字微镜器件图像空间平铺在一起,以在粉末床表面上形成更大的合成图像。可以将此扩展到n x m数字微镜器件图像空间,通过使用缩小光学器件压缩每个数字微镜器件图像,将每个缩小的图像剪切在一起,然后使用单个透镜将图像重新成像或放大回所需尺寸。
127.示例4
128.本发明的一实施例涉及在不同成像孔径范围内使用多个数字微镜器件来创建并行建造能力。参见图10,示出了多数字微镜器件系统1000,其具有第一数字微镜器件子系统1040和第二数字微镜器件子系统1041,用于提供两个并行建造激光束以在粉末床上创建单独的图像。子系统1040具有沿着激光束路径1013定位的数字微镜器件1005。子系统1040提供图像1050a。子系统1041具有沿着激光束路径1014定位的数字微镜器件1006。子系统1041提供图像1050b。
129.每个数字微镜器件具有其自身的激光源,每个数字微镜器件的图像空间平铺在粉末床的表面,创建图像和非图像区域的棋盘格图案。建造策略可以是使用每个数字微镜器件图像空间来建造单个零件;或者使用每个单个的数字微镜器件图像空间,通过并行建造多个部分来建造更大的零件。
130.可以添加第二、第三或第四组系统,所述系统扩展到纸张中或与示出系统相邻,以扩大粉末床上的可寻址图像区域。
131.该系统可以具有提供反转或非反转图像的透镜配置。
132.示例5
133.本发明的一实施例涉及在增材激光制造加工和增材激光制造系统中,使用可见激光束,特别是具有从350nm至700nm波长的激光束,以从原材料(例如起始粉末、纳米颗粒、颗粒、团粒、床、粉末床、喷涂粉末、液体、悬浮液、乳液以及这些和其他在激光增材制造技术领域(包括三维打印技术)中已知或后来开发的起始材料的组合和变化)建造物品(例如,结构、装置、部件、零件、薄膜、体积形状等)。
134.示例6
135.在激光增材加工中用原材料建造物品的一实施例中,对于起始原材料,使用具有较低反射率、高吸收率且优选两者都具有的波长。特别地,在一实施例中,基于起始材料预定激光束波长,以优选具有约10%及以上、约40%及以上、约50%及以上、约60%及以上的吸收率,以及在10%至85%、10%至50%、约40%至约50%的范围内的吸收率。特别地,在一实施例中,基于起始材料预先确定激光束波长,以优选具有约97%及以下、约60%及以下、约30%及以下的反射率,以及在70%至20%、80%至30%、约75%至约25%的范围内的反射率。在实施例中,可以存在这些较高吸收率和这些较低反射率的组合。在系统和加工的优选实施例中,具有从约400nm至约500nm波长的激光束或光束用于从由金、铜、黄铜、银、铝、镍、所述金属的合金以及其他金属、非金属、材料和合金及上述材料的组合和变体组成的起始材料建造物品。
136.示例7
137.在一实施例中,优选使用蓝色激光(例如,约380nm至约495nm波长)从金、铜、黄铜、镍、镀镍铜、不锈钢和其他材料、金属、非金属和合金以增材制造物品。蓝色激光束在室温下被这些材料高度吸收,例如,吸收率大于约50%。本发明的几个优点之一是预选波长激光束(例如,蓝色激光束)的能力,所述激光束能够在激光工作(例如,增材制造加工)期间更好地将激光能量更好地耦合到材料中。通过更好地将激光能量耦合到内置在物品中的材料,可以大大减小并优选消除失控加工的可能性,其通常伴随红外激光发生。更好的激光能量耦合还允许使用更低功率的激光,从而节省资本成本或使多激光系统具有成本效益。更好的耦合还可以提供更好的控制、更高的公差,从而提高建造物品的再现性。这些特征在红外激光和红外激光增材制造加工中是不存在的,对于电子、微型机械系统、医疗部件、引擎部件和储能领域的产品和其他产品来说非常重要。
138.示例8
139.在一个实施例中,使用在连续波模式下工作的蓝色激光。在许多增材制造应用中,连续波工作可优先于短脉冲激光,因其能够迅速调制激光输出并在反馈回路中控制建造加工,从而实现具有最佳机械和其他物理及美学特性(如,减小的表面粗糙度,改进的气孔和改进的电气特性)的高度可重复性加工。
140.示例9
141.优选地,在一些实施例中,对正在建造的物品的主动监测用于检查物品的质量以及增材制造加工和系统的效率。例如,当激光加工正在打印的零件的高分辨率区域时,可使用热摄像机监测表面的平均温度,并可使用反馈回路降低或增加激光功率,以改进焊接熔池并最终改进零件的表面质量。类似地,当激光束散焦以扫过零件的较大的低分辨率区域时,所述反馈回路可以命令更多的激光功率,以将平均温度保持在最佳加工点,从而大大减小零件打印时间。
142.示例10
143.可用于本系统的扫描仪和光学器件的示例包括安装在高速电机上的反射镜、旋转多面体反射镜或高速检流计。当旋转360度时,安装在高速电机的轴上的反射镜可以创建扫描光束。电机速度越高,扫描速度越快。所述方法的唯一问题是,一旦当反射镜的背面经过激光束入口孔径,反射镜不再反射光束时,则必须关闭激光器。高速反射镜可用于扫描x轴或y轴,无论选择哪个轴,扫描另一个轴的反射镜必须以与在初始轴上完成一次完整扫描所
需时间成比例的慢速进行扫描。优选在该轴上使用高速步进电机,以使反射镜能够以离散的步长移动,同时在第一轴完成扫描时保持静止。类似地,多分面反射镜或多面体反射镜可用于执行高速扫描功能,允许更高的扫描速度,因为当光束穿过反射镜的每个分面时,所述扫描会重置到起始位置。这些类型的反射镜目前正在超市扫描仪中使用,用于扫描产品经过时的条形码。还可以使用高速检流计型反射镜扫描主轴,所述反射镜为谐振型电机,以连续频率振荡,产生光束的高速移动。还可以将检流计型反射镜精确定位至预定位置,允许基于第一轴和第二轴的系统作为检流计驱动的反射镜以矢量模式绘制,其中可以通过同时移动两个反射镜迅速寻址加工床上的任何点。也可以将安装在平移台上的反射镜以“飞行光学”型设计结合,其中光束通过自由空间传送至安装在机架式系统上的反射镜,并以二维、光栅或矢量模式极高速移动。
144.示例11
145.参见图11,示出了激光系统和方法的一实施例。系统1100具有激光源1101,用于沿第一激光束路径1122a提供激光束(由光线轨迹1122示出)。激光束离开激光源1101,沿着光束路径1122a行进,穿过准直透镜1102进入数字镜器件1103,数字镜器件1103沿着激光束路径1123a以激光束图案(由光线轨迹1123示出)将激光束引导至聚焦透镜1107,然后作为聚焦激光束图案(由光线轨迹1124示出)沿着激光束路径1124a引导至样品1108(例如,金属粉末床、起始材料、起始粉末床或建造材料)到达目标位置1109。还示出了加工气体(例如,惰性气体,如氩气)流向和流过目标区域1109。以这种方式,所述系统使用数字镜器件1103提供激光专利,以建造由从数字镜器件传送至目标的激光图案定义的体积形状的对象(例如,金属对象,如铜零件)。
146.所述系统具有升温激光器1105,其沿激光束路径1133a提供升温激光束(由光线轨迹1133示出)。支持数字镜器件1103的台沿箭头1104示出的方向移动。
147.示例12a
148.在示例12的系统的一实施例中,激光源1101是蓝色激光器,提供具有表1和表2中激光器中一个的参数的激光束。
149.表1
光学参数(典型)单位ao-200ao-650ai-1500波长nm约450约450约445带宽nm约10约10约10输出功率w2006501500功率调整%0-1000-1000-100功率稳定度(8小时)%全功率时《3%全功率时《3%全功率时《3%光纤直径(纤芯)μm200400《125光纤数值孔径n/a0.220.220.22光束参数积mm-mrad《15《30《11标准光纤长度-连接器类型m5-qbh5-qbh5-qbh
150.表2光学参数单位ao-150典型ao-500典型波长
(1)
nm约450约450
带宽nm约10约10输出功率w150500功率调整%0-1000-100;自动功率控制方式功率稳定度(8小时)%全功率时《3%全功率时《3%光纤直径(纤芯)μm200400光纤数值孔径n/a0.220.22f=100mm时的最小焦距μm100200光束参数积mm-mrad《15《30标准光纤长度-连接器类型m5-qbh5-qbh
151.焦距透镜的焦距为100mm。
152.数字镜器件是数字微镜器件或微机电系统。在一实施例中,数字微镜器件具有对应于1920x 1080像素的可移动反射镜阵列。
153.升温激光器1105提供具有表2中ao-150特性的光束。
154.示例12b
155.示例12a或12b的系统存储从金属起始材料粉末基座1108建造的对象的图像。这些图像按顺序存储并与台的移动1104同步播放。通过传导模式焊接将金属粉末基座熔化以形成建造对象。激光器1101的峰值功率为80w,所述台的速度为5mm/s,粉末层为100μm。
156.示例13
157.本系统的实施例是非宏观机械运动光束调向装置。例如,这些实施例不包含并且不需要扫描仪来建造对象。因此,例如,示例1-12b和14-18的实施例可以是非宏观机械系统。
158.示例14
159.示例1-13中的系统和方法,其中建造激光束具有选自下波长之一的波长:蓝色波长范围、400nm、约440nm、450nm和约450nm、460nm和约460nm、绿色波长范围、515nm、约515nm、532nm、约532nm,以及600nm至700nm的红色波长范围。其中,建造激光束具有一个或多个光束特性,例如如说明书中所述的功率、功率密度、重复频率等。
160.示例15
161.参考图15的示意图,一种用于金属的增材制造系统(1500),所述系统具有:激光源(1504),用于提供工作激光束;数字镜器件(1510),与所述激光源进行光通信,由此激光源可以沿着第一激光束路径(1511)将工作激光束传播至数字镜器件;控制系统(1501),与存储装置(1503)进行控制通信(1530);与图形用户界面(1502)进行控制通信(1531);与数字镜器件(1510)进行控制通信(1533);与激光源(1504)进行控制通信(1532);以及,与台(1505)进行控制通信(1534);所述存储装置包括待建造对象的整个图像的多个图像分割块;所述台(1505)包括电机(1506)和数字镜器件(1510);其中,所述数字镜器件被配置为沿着第二激光束路径(1512)以预定图案将工作激光束投影至目标区域(1550),其中所述目标区域包括粉末(1551);其中,所述预定图案包括所述图像分割块;所述控制系统包括指令,其中所述指令使所述台的移动(1570)和所述图像分割块到所述目标区域的投影同步;由此,图像分割块被投影至目标区域,以在整个待建造对象的图像中传送工作激光束;从而从粉末中建造所述对象。
162.在一实施例中,示例15的控制系统和控制通信与示例1至14的系统一起使用。
163.示例16
164.一种用于金属的增材制造系统(1500),所述系统具有:激光源(1504),用于提供工作激光束;数字镜器件(1510),与所述激光源进行光通信,由此激光源可以沿着第一激光束路径(1511)将工作激光束传播至数字镜器件;控制系统(1501),与存储装置(1503)进行控制通信(1530);与数字镜器件(1510)进行控制通信(1533);以及,与台(1505)进行控制通信(1534);所述存储装置包括整个待建造对象的多个图像分割块;所述台(1505)包括数字镜器件(1510);其中,所述数字镜器件被配置为沿着第二激光束路径(1512)以预定图案将工作激光束投影至目标区域(1550);其中,所述预定图案包括所述图像分割块;所述控制系统包括指令,其中所述指令使所述台的移动(1570)和所述图像分割块到所述目标区域的投影同步;由此,所述图像分割块被投影至目标区域以提供待整个待建造对象的图像。
165.在一实施例中,示例16的控制系统和控制通信与示例1至14的系统一起使用。
166.示例17
167.一种用于金属的增材制造系统(1500),所述系统具有:激光源(1504),用于提供工作激光束;数字镜器件(1510),与所述激光源进行光通信,由此所述激光源可以沿着第一激光束路径(1511)将工作激光束传播至数字镜器件;控制系统(1501),与存储装置(1503)进行控制通信(1530);与数字镜器件(1510)进行控制通信(1533);以及,与台(1505)进行控制通信(1534);所述存储装置包括多个图像分割块,其中所述图像分割块定义待建造对象的整个图像;所述台(1505)包括数字镜器件(1510);其中,所述数字镜器件被配置为沿着第二激光束路径(1512)以预定图案将工作激光束投射至目标区域(1550),其中所述预定图案包括图像分割块;所述控制系统包括指令,其中所述指令使所述台的移动(1570)和所述图像分割块到所述目标区域的投影同步;从而将图像分割块投影至目标区域,以在整个待建造对象的图像中传送工作激光束。
168.在一实施例中,示例17的控制系统和控制通信与示例1至14的系统一起使用。
169.示例18
170.示例1-17的系统和方法,其中所述激光源是本说明书中公开的一个或多个激光器。
171.需要注意的是,没有要求提供或解决作为本发明实施例主题或与本发明实施例相关的新颖性和突破性工艺、材料、性能或其他有益特征和特性的理论基础。然而,本说明书中提供了各种理论,以进一步推进该领域的技术。本说明书中提出的理论,除非另有明确说明,否则不得以任何方式限制、约束或缩小所要求保护的发明的保护范围。这些理论许多都不是利用本发明所需或实践的。进一步理解,本发明可能导致新的、迄今未知的理论来解释本发明的方法、物品、材料、装置和系统的实施例的功能特征;这些后来发展的理论不应限制本发明的保护范围。
172.应当理解,本说明书中标题的使用是为了清楚性的目的,并不以任何方式限制。因此,标题下描述的过程和公开应结合本说明书的全部内容进行阅读,包括各种示例。本说明书中标题的使用不应限制本发明的保护范围。
173.本说明书中阐述的系统、设备、技术、方法、活动和工作的各种实施例可用于各种其他活动和除本发明中阐述的领域外的其他领域。除其他外,本发明的实施例可与专利申
请公开号wo 2014/179345、2016/0067780、2016/0067827、2016/0322777、2017/0343729、2017/0341180和2017/0341144的方法、装置和系统一起使用,其中每一个的全部公开内容通过引用并入本发明中。另外,例如,这些实施例可用于:未来可能开发的其他设备或活动;以及现有设备或活动,这些设备或活动可基于本说明书的教导进行(部分)修改。进一步的,本说明书中阐述的各种实施例可以以不同和各种组合彼此使用。因此,例如,本说明书的各个实施例中提供的配置可以相互使用。例如,根据本说明书的教导,具有a、a’和b的一实施例的部件和具有a”、c和d的一实施例的部件可以以各种组合相互使用,例如,a、c、d和a,a”、c和d等。因此,本发明提供的保护范围不应限于在特定实施例、示例或特定附图中的实施例中阐述的特定实施例、配置或布置。
174.在不脱离其精神或本质特征的情况下,本发明可以以与本发明具体公开的形式不同的其他形式实施。所描述的实施例在所有方面仅被视为说明性的而非限制性的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。