1.本发明总体上涉及一种用于生产具有打印装饰物的地板覆盖物的方法。更特别地,本发明涉及这样一种方法,其中装饰性层被夹在地板覆盖物的芯结构(即,结构支撑层)与透明或至少半透明的耐磨层之间,并且同时用作将耐磨层附接到芯结构的粘合剂。
背景技术:
2.fr 3010428 a1披露了一种用于生产弹性地板覆盖物的方法,该弹性地板覆盖物包括多层结构,该多层结构包括:透明耐磨层,该透明耐磨层优选地由聚氯乙烯(pvc)和/或聚氨酯(pu)和/或聚烯烃组成;以及支撑层,该支撑层由热塑性树脂、优选地聚氯乙烯(pvc)和/或聚烯烃树脂组成。使用可通过能量供应来固化的无溶剂油墨操作的喷墨打印机将装饰性层数字地打印到支撑层的顶表面或耐磨层的底表面上。然后,通过能量供应、特别是通过uv辐射来固化该无溶剂油墨层。将由丙烯酸或尿烷的乳剂和/或丙烯酸共聚物组成的至少一个连接层结合到固化的无溶剂油墨层。该连接层用作在固化的无溶剂油墨层与耐磨层的下侧或支撑层的上侧之间的连接。实际上,根据fr 3010428 a1的教导,固化的无溶剂油墨层与多层弹性地板覆盖物中的优选聚合物支撑层和/或优选聚合物耐磨层化学不相容,使得将这种固化的无溶剂油墨层直接地层压在弹性地板覆盖物的这样的功能层之间将造成弹性地板覆盖物的快速分层。因此,fr 3010428 a1提出了用与固化的无溶剂油墨层和耐磨层(相应地,支撑层)化学相容的连接层将固化的装饰性层覆盖在支撑层(相应地,耐磨层)上,该连接层将被连接在弹性地板覆盖物中。
3.ep 3 173 229 a1涉及一种用于生产打印弹性地板覆盖物的方法。该方法包括用uv可固化油墨将装饰性层数字地打印到支撑层的顶表面或耐磨层的底表面上,uv将装饰性层固化;将支撑层和透明耐磨层层压在一起,使得打印装饰性层被夹在支撑层与透明耐磨层之间。ep 3 173 229 a1还提出了一种替代方法,该替代方法包括用uv可固化油墨将装饰性层数字地打印到装饰性层支撑膜上,uv将装饰性层支撑膜上的打印装饰性层固化;将支撑层、装饰性层支撑膜和透明耐磨层层压在一起,使得具有打印装饰性层的装饰性层支撑膜被夹在支撑层与透明耐磨层之间。用具有在345nm至420nm的范围内的光谱发射的uv led源进行uv固化,使得在层压期间,uv可固化油墨仍然未完全地固化。
4.本发明旨在提出现有技术的生产方法的替代方案。
技术实现要素:
5.根据本发明的一方面,一种用于生产装饰性地板覆盖物的方法包括在打印基板上数字地打印粘合剂,从而产生形成至少一维图案化的装饰性式样(motif)的粘合剂层。粘合剂是优选地基本上不含非反应性溶剂(由此形成所谓的100%固体制剂)和/或光敏引发剂的辐射可固化组合物。打印基板包括芯结构(即,单层或多层结构芯)和耐磨层中的一者。在打印粘合剂之后,使打印基板上的粘合剂层与芯结构和耐磨层中的另一者接触。然后,通过对芯结构与耐磨层之间的粘合剂层进行电子束固化来将芯结构和耐磨层彼此附接。值得注
意的是,粘合剂层的电子束固化是跨粘合剂层上方和/或下方的层实现的,例如,跨磨损层实现,或者如果芯结构对电子束是足够透明的,则跨芯结构实现。
6.应当注意,尽管在一些实施例中,基本上不含非反应性溶剂的辐射可固化组合物可能是优选的,但是在本发明的其他实施例中,也可使用含有有机溶剂或水的粘合剂组合物。在这种情况下,该方法可包括加热步骤,以在实现电子束固化之前使载体或溶剂蒸发。
7.限定词“装饰性”在本文中用于指示式样在按预期使用时在最终产品中保持可见并促成地板覆盖物的外观。表述“至少一维图案化”意指装饰性式样沿至少一个方向存在变化(优选地包括多个梯度和/或阶梯),该变化是肉眼可见的。这种变化可以包括颜色的变化或粘合剂的厚度的调整。装饰性式样可以部分地或完全地由粘合剂层与打印基板之间的在外观方面(例如,在颜色方面)的对比所致。如本文所使用,在颜色方面的变化或对比应当分别包括在阴影方面的变化或对比。
8.如本文所使用,术语“打印基板”标示在将其自身呈现在打印设备中时在其上数字地打印粘合剂的基板。打印基板可以是单层或多层组件。在后一情况下,仅与粘合剂直接地接触的最外层需要在表面粗糙度、表面张力、表面上存在的化学功能性等方面与粘合剂相容。在下文中,当打印基板包括多层组件时,为了简单起见,与粘合剂直接地接触的最外层将称为“粘合剂接收层”。优选地,粘合剂接收层将是白色或中性亮色的,即,具有如在cielab色彩空间中定义的大于80、优选地大于85且甚至更优选地大于90的亮度l*。粘合剂接收层优选地具有被包括在15mn/m与60mn/m之间的区间中、优选地从在20mn/m至50mn/m的区间中并且甚至更优选地在从25mn/m至40mn/m的区间中的表面能。该粘合剂接收层优选地具有小于0.5μm、优选地小于0.3μm并且甚至更优选地小于0.2μm的表面粗糙度ra。优选地,该粘合剂接收层还具有小于5μm、优选地小于3μm并且甚至更优选地小于2μm的表面粗糙度rz(根据iso 4288:1996测量)。粘合剂接收层优选地具有在60
°
角度下包括在10至90的区间中、优选地在从20至80的区间中并且甚至更优选地在从25至75的区间中的光泽度值。根据en iso 2813:2014来测量光泽度值。粘合剂接收层的不透明度可大于90%、优选地大于95%并且甚至更优选地大于97%。根据din 53146来测量(粘合剂接收层的)不透明度。不透明度o是反射率r0与反射比r
∞
之间的比率:o=r0/r
∞
,其中反射率r0是粘合剂接收层在纯黑色上的反射率,反射比r
∞
是相同的粘合剂接收层在厚到不透明的一堆相同的粘合剂接收层上的反射率。din 53145定义了确定反射率r0和反射比r
∞
的必要条件。
9.打印基板可以包括芯结构,在这种情况下,芯结构和耐磨层中的另一者是耐磨层。替代地,打印基板包括耐磨层,并且芯结构和耐磨层中的另一者因此是芯结构。
10.该方法可以包括形成芯结构,该形成该芯结构包括以下至少一者:o挤出单个塑料层,该塑料层可与粘合剂相容;o共挤出至少两个相邻的塑料层,至少两个相邻的塑料层中的至少一者可与粘合剂相容;o挤出塑料层或共挤出至少两个塑料层,接着在其上施加塑料溶胶涂层,该塑料溶胶涂层在其固化之后可与粘合剂相容;以及o挤出塑料层或共挤出至少两个塑料层,接着例如通过打印来在其上施加底漆层,该底漆层可与粘合剂相容。
11.该方法优选地包括在打印基板与芯结构和耐磨层中的另一者接触之前,通过不完
全地预固化粘合剂层来固定至少一维图案化的装饰性式样。预固化需要粘合剂(聚合和)交联(并且因此黏度增加)达到以下程度:当粘合剂层变为被夹在芯结构与耐磨层之间时,图案化的装饰性式样不会出现人眼可见的涂抹或模糊。然而,固化仍然不完全,使得相当大比例的反应性基团仍然可用于进一步(聚合和)交联,特别是但不仅是在与芯结构和耐磨层中的另一者接触的粘合剂层的表面处。这样,当在粘合剂层已经与芯结构和耐磨层中的另一者接触之后完成固化时,在芯结构与耐磨层之间可以实现强力附着。在粘合剂层与芯结构之间以及在粘合剂层与耐磨层之间的附着机制可以是基于以下任何一者:共价键、范德华力、机械互锁(通过粘合剂浸渗到相邻层的凹陷部、孔等中,接着通过粘合剂硬化来实现),以及这些机制的任何组合。优选地,附着依赖于在电子束固化期间、在粘合剂的反应性基团与相邻层的组合物中的反应性基团之间形成共价键。更优选地,附着依赖于这种共价键的形成和机械互锁。如本文所使用,“不完全固化”优选地是指至多50%的固化程度。固化程度可以通过在暴露于电子束辐射之后的傅里叶变换红外光谱法(ftir)或通过任何其他合适的方法来测量。
12.对于给定的粘合剂组合物,最终在粘合剂层中实现的固化和交联的程度可通过作用于例如辐射密度或剂量(即,到达每单位面积的表面的能量(j/cm2))、曝光时间和电子束的强度来修改。辐射密度对应于在曝光时间(即,要固化的粘合剂层的单位面积的表面暴露于电子束的时间)内积分的辐射强度(即,在每单位面积的辐照表面处测量的功率(w/cm2))。在本文件的上下文中,当提及“完全地固化”时,意指至少80%、优选地85%、更优选地90%并且甚至更优选地95%的固化程度。当达到完全固化时,由电子束引起的固化速率趋于平稳。
13.粘合剂可以基本上不含光敏引发剂。在此背景下,“基本上不含”意指光敏引发剂的含量显著地低于在预期uv固化的情况下将使用的量,例如低于粘合剂组合物的2wt.%、优选地低于1wt.%并且更优选地低于0.5wt.%。优选地,光敏引发剂的含量将低于标准测试程序的检测极限。
14.装饰性式样优选地是至少二维图案化的,即,具有在至少两个垂直方向上的变化。装饰性式样也可以通过粘合剂的数字3d打印来三维图案化。
15.本发明的值得关注的优点在于以下事实:耐磨层不再需要通过热层压施加到芯结构上。这种热层压(典型地发生在150℃以上的温度)可能导致装饰性式样变形,除非非常小心地进行层的加热和层压过程本身。此外,热层压通常是生产线的瓶颈。因此,将了解,在相对较低的温度(例如,不超过100℃、优选地不超过60℃的温度)下进行数字打印粘合剂、使粘合剂层与芯结构和耐磨层中的另一者接触、以及将打印基板与芯结构和耐磨层中的另一者彼此附接。值得注意的是,通过电子束来固化粘合剂不需要进一步加热芯结构和耐磨层。相应地,上述步骤可以在环境温度下进行,但不排除当由电子束引起的反应是放热反应时粘合剂在固化期间变热。这意味着如果使用本发明的方法,则对耐磨层的组合物的限制可能在某些方面会有所放松:例如,耐磨层可以是不含增塑剂的耐磨层或含增塑剂的耐磨层。
16.至少一维图案化可以通过数字地打印不同颜色的粘合剂来实现。对于打印,粘合剂可以以合适的颜色模型(例如,cmyk(青色、品红色、黄色、黑色)颜色模型)的原色制成。
17.根据优选实施例,芯结构包括一个或多个刚性pvc(聚氯乙烯)材料层。如本文所使用,表述“刚性pvc”标示不含增塑剂或仅含有少量的增塑剂(即,不超过芯结构的组合物的
5wt.%、优选地不超过3wt.%、更优选地不超过2wt.%并且甚至更优选地不超过1.5wt.%)的pvc材料。
18.粘合剂可以包括辐射可固化聚氨酯和/或丙烯酸酯胶或由辐射可固化聚氨酯和/或丙烯酸酯胶组成。除了着色剂(例如,颜料和/或染料)之外,粘合剂可以不含非反应性成分,即,在固化时未被共价集成到聚合物基质中的成分。还优选地,辐射可固化聚氨酯和/或丙烯酸酯胶不含光敏引发剂。
19.粘合剂的数字打印可以包括配准标记的打印、优选地在修饰区域之外。这些配准标记可以用于在数字打印机下游的生产阶段中,例如,可以用于压花阶段、切割阶段、3d打印阶段等。本文使用的术语“下游”和“上游”是指在生产线上的相对位置,“下游”意指更朝向生产线的末端,“上游”意指相反方向。
20.所提出的方法被认为与使用压花工具(圆柱体或板)在耐磨层中形成三维结构的机械压花(配准)相容。替代地,该方法包括在耐磨层的背对芯结构的面上数字地打印三维透明或至少半透明浮雕。优选地,将使用与耐磨层相容的电子束可固化组合物来打印浮雕。在这种情况下,可以在同一固化阶段中实现浮雕的固化和粘合剂层的(完全)固化。
21.芯结构和耐磨层可以至少保持连续直到进行数字地打印三维浮雕的点处。在这种情况下,由于配准标记,三维浮雕优选地与由粘合剂层形成的式样配准。替代地,在实现数字地打印三维浮雕的点上游,将通过将打印基板与芯结构和耐磨层中的另一者彼此附接形成的中间产品切割成板坯、面板、瓦块、板条等。考虑到任何配准标记,可以例如用水射流或用截切机进行切割。
22.在本文件中,动词“包括”和表述“由
……
组成”用作开放性过渡短语,意指“至少由
……
组成”或“包括”。术语“层”标示构成地板覆盖物的多个片材或材料厚度中的一者。如果组件形成功能单元,则组装在彼此之上的多个类似的片材或厚度可以被认为是复杂层。例如,耐磨层可以由单个片材或子层堆叠组成。当本文件关于地板覆盖物或其元件单独地或与另一字词组合地使用字词“顶部”、“底部”、“上方”、“下方”时,参照地板覆盖物的取向,当作为整饰物品使用时,装饰性侧是面向上。然而,这仅被视为在本文件的上下文中的命名约定,并且绝不理解为暗示本发明限于具有该特定取向的地板覆盖物。例如,在地板覆盖物的制造期间,层的顶表面可以不同地取向。
附图说明
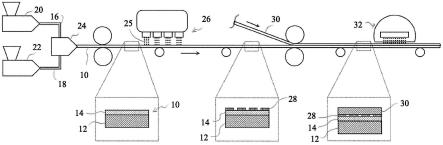
23.通过举例,现在将参照附图详细地描述本发明的优选的、非限制性实施例,在这些附图中:图1:是根据本发明的第一实施例的用于实现生产装饰性地板覆盖物的方法的生产线的示意图示;图2:是根据本发明的第二实施例的用于实现生产装饰性地板覆盖物的方法的生产线的示意图示;图3:是根据本发明的第三实施例的用于实现生产装饰性地板覆盖物的方法的生产线的示意图示;图4:展示了在装饰性地板覆盖物的顶部施加浮雕的可能方式;图5:是根据本发明的第四实施例的用于实现生产装饰性地板覆盖物的方法的生
产线的示意图示;图6:是根据本发明的第五实施例的用于实现生产装饰性地板覆盖物的方法的生产线的示意图示。
具体实施方式
24.应当理解,出于说明目的,以下描述及其参考的附图通过举例的方式来描述所提出的本发明的若干实施例。优选实施例的这种描述不应当限制所要求保护的主题的范围、实质或精神。
25.图1展示了所提出的用于生产装饰性地板覆盖物的方法的第一实施例。多层打印基板以芯结构10的形式提供,该芯结构包括与粘合剂接收层14共挤出的支撑层12。热塑性熔体流16、18从相应的挤出机20、22被引导到共挤出模24,在该共挤出模中,形成打印基板10。支撑层12在该示例中被展示为单层,但是如果双歧管模由合适的多歧管模替代,则该支撑层可以由多层结构替代。
26.在共挤出模24下游,使用数字打印设备26将粘合剂25数字地打印在打印基板(这里:芯结构10)上,由此产生一维、二维或三维图案化的粘合剂层28,该粘合剂层形成装饰性式样。粘合剂25是不含(或至少基本上不含)任何光敏引发剂的电子束可固化聚氨酯(pu)和/或丙烯酸酯组合物。
27.在打印粘合剂之后,使打印基板上的粘合剂层28与耐磨(也称:耐磨损)层30接触。在发生这种接触的点上游,打印基板可以经历干燥阶段(未示出)。在该方法的具体实施例中,例如,如果粘合剂包括非反应性溶剂或载体(例如水),则可以推荐这种干燥。最后,通过对芯结构10和耐磨层30之间的粘合剂层28进行电子束固化来使芯结构和耐磨层彼此附接。用电子束固化机32进行电子束固化。在固化后,粘合剂层28起到牢固地锚定到耐磨层30和芯结构10两者的粘接层的作用。
28.图2展示了所提出的用于生产装饰性地板覆盖物的方法的第二实施例,其与先前讨论的实施例的不同之处在于生产打印基板的方式。在图2的示例中,多层打印基板以芯结构10的形式提供,该芯结构包括支撑层12、和使用底漆打印设备36施加在支撑层12的顶部的底漆层34。
29.底漆打印设备36可以是数字打印机,但是也可以使用适于均质地施加底漆层34的任何其他打印技术。当已经施加底漆层34时,优选地使用与所采用的底漆组合物相容的固化技术进行固化。在所展示的实施例中,底漆层34是用电子束固化机38固化的不含光敏引发剂的电子束可固化组合物。
30.在电子束固化机38下游,使用数字打印设备26将粘合剂25数字地打印在打印基板上,由此产生一维、二维或三维图案化的粘合剂层28,该粘合剂层形成装饰性式样。粘合剂25是不含(或至少基本上不含)任何光敏引发剂的电子束可固化聚氨酯和/或丙烯酸酯组合物。
31.在打印粘合剂之后,使打印基板上的粘合剂层28与耐磨层30接触。最后,通过对芯结构10和耐磨层30之间的粘合剂层28进行电子束固化来使芯结构和耐磨层彼此附接。用电子束固化机32进行电子束固化。在固化后,粘合剂层28起到牢固地锚定到耐磨层30和芯结构10两者的粘接层的作用。
32.图3示出了用于生产装饰性地板覆盖物的所提出的方法的第三实施例,其与先前讨论的实施例的不同之处仅在于生产打印基板的方式。在图3的示例中,多层打印基板以芯结构10的形式提供,该芯结构包括支撑层12和使用底漆施加设备40施加在支撑层12的顶部的底漆层34。通过导引支撑层12通过底漆液浴来以液体状态(例如,作为塑料溶胶)施加底漆,然后用干燥/加热装置42使底漆液凝固。
33.使用数字打印设备26将粘合剂25数字地打印在打印基板上,由此产生一维、二维或三维图案化的粘合剂层28,该粘合剂层形成装饰性式样。粘合剂25是不含(或至少基本上不含)任何光敏引发剂的电子束可固化聚氨酯和/或丙烯酸酯组合物。
34.在打印粘合剂之后,使打印基板上的粘合剂层28与耐磨层30接触。最后,通过对芯结构10和耐磨层30之间的粘合剂层28进行电子束固化来使芯结构和耐磨层彼此附接。用电子束固化机32进行电子束固化。在固化后,粘合剂层28起到牢固地锚定到耐磨层30和芯结构10两者的粘接层的作用。
35.支撑层12在图2和图3中被展示为由挤出机23提供的单层。如果适当的挤出系统替代挤出机23,则该支撑层可以由多层结构替代。
36.可能值得注意的是,尽管图1、图2和图3未展示,但是在施加耐磨层30的点上游通过电子束对粘合剂层28进行预固化可能是有益的,以避免涂抹装饰性式样。重要地,这种预固化将是不完全固化,从而使粘合剂的初始反应基团的很大部分保持不变,并且由此可用于进一步交联。因此,这种预固化将增加粘合剂的黏度,但是不会将其转化为固体聚合物。此外,预固化可能引起在粘合剂与打印基板之间形成共价键。这两种效果都可能引起粘合剂层的涂抹(如果有的话)倾向性降低。当粘合剂组合物包括载体液体或溶剂时,代替预固化或除预固化之外,可以在施加耐磨层30的点上游对粘合剂组合物进行干燥。
37.图4展示了在耐磨层30的顶部的浮雕的数字3d打印。这种3d打印可以在图1至图3展示的生产线更下游进行。为了打印浮雕,优选地使用与耐磨层30相容且不含光敏引发剂的透明或至少半透明电子束可固化组合物。浮雕可以由一个接一个配准地施加的多个单独打印层构建。在图4的说明性示例中,聚氨酯顶涂层的第一层46和第二层48一个接一个打印在芯结构10、粘合剂层28和耐磨层30的组件44上。使用数字打印机50和52进行3d打印。在打印阶段之后,顶涂层的新沉积层可以固化或预固化,以便使这些层准备好在其上沉积顶涂层的其他层。在所展示的实施例中,顶涂层46的中间固化是用位于打印机50下游的电子束固化机54实现,而最终固化是用位于打印机52下游的电子束固化机56实现。选择在最终固化期间施加的辐射剂量,使得实现所有顶涂层的完全固化。尽管图4未示出,但是顶涂层可以包括一个或多个连续层,以便完全密封下面的耐磨层30(和任何中间顶涂层)。该叙述对于以下进一步描述的实施例也是有效的。
38.顶涂层46、48的打印优选地与粘合剂层28的装饰性式样配准地进行。为了实现此目标,当打印粘合剂层28时,优选地将对准标记施加在打印基板上。然后,可以在下游的生产阶段使用这些配准标记,特别是在比如图4所展示的3d打印阶段。
39.图5展示了所提出的用于生产装饰性地板覆盖物的方法的另外的实施例。在这种情况下,粘合剂层528的打印基板是耐磨层530。在生产线更下游,将耐磨层与芯结构组装在一起,该芯结构被描绘为支撑层512。如图5所示,由3d打印设备550将包括3d浮雕的顶涂层546数字地打印在耐磨层530的顶侧上,并用电子束固化机554固化。浮雕形成阶段可以包括
多个数字打印机和中间固化机,但是为了简单起见,各自在图5中仅示出了一个。
40.在浮雕形成阶段下游,使用数字打印设备526将粘合剂525数字地打印在耐磨层530的底侧上,由此产生一维、二维或三维图案化的粘合剂层528,该粘合剂层形成装饰性式样。粘合剂525是不含(或至少基本上不含)任何光敏引发剂的电子束可固化聚氨酯和/或丙烯酸酯组合物。
41.在打印粘合剂之后,使打印基板上的粘合剂层528与支撑层512接触。最后,通过对支撑层512和耐磨层530之间的粘合剂层528进行电子束固化来将支撑层和耐磨层彼此附接。用电子束固化机532进行电子束固化。在固化后,粘合剂层528起到牢固地锚定到耐磨层530和支撑层512两者的粘接层的作用。
42.在上述示例中,芯结构和耐磨层沿制造过程的所展示部分一直保持连续。(并未展示出在下游将地板覆盖物切割成板坯、面板、瓦块、板条等,但这是可能的)。图6示意性地展示了生产过程,其中在单独的生产线中生产耐磨层630和芯结构610,并且在彼此附接之前切割成板坯、面板、瓦块、板条等。切口可以基于用粘合剂打印的配准标记来精确地定位。在实践中,这可以通过相对于由传感器在切割装置上游的特定位置处检测到配准标记的时刻对切割精确地定时来实现。
43.芯结构包括支撑层612和粘合剂接收层614。在数字打印设备626中,将粘合剂625数字地打印在芯结构610上,其方式使得产生了形成装饰性式样的一维、二维或三维图案化的粘合剂层628。粘合剂625是不含(或至少基本上不含)任何光敏引发剂的电子束可固化聚氨酯和/或丙烯酸酯组合物。在数字打印设备626下游,用截切机658或另一个切割装置将芯结构610切割成小块。任选地(图6中未示出),通过预固化粘合剂层628来固定装饰性式样。
44.在单独的生产线上,使用一个或多个数字3d打印机和一个或多个电子束固化机654在耐磨层630的顶部形成包括浮雕的顶涂层646。为了打印浮雕,优选地使用与耐磨层630相容且不含光敏引发剂的透明或至少半透明电子束可固化组合物。浮雕可以由彼此配准并与粘合剂层628的装饰性式样配准地施加的多个单独打印层构建。浮雕形成阶段可以包括多个数字打印机和中间固化机,但是为了简单起见,各自在图6中仅示出了一个。在固化机654下游,使用截切机660或另一个切割装置将耐磨层630切割成小块。
45.耐磨层630和芯结构610的小块可以暂时地存储在相应的存储区域中。在组装线上,耐磨层630的小块通过对在该耐磨层的小块与芯结构610的小块之间的粘合剂层628进行电子束固化来单独地附接到该芯结构的小块。用电子束固化机632进行固化。
46.如果不同的生产线以不同速度操作,则图6中示意性地描绘的过程可能特别地适合。在连续过程中,较快的过程步骤必须减慢以匹配最慢的过程步骤(瓶颈)的操作速度。这导致可用资源的低效使用。图6的过程允许通过将更多数量的慢生产线与更少数量的快生产线组合来提高生产设备的效率。
47.虽然已经在本文中详细地描述了具体实施例,但是本领域技术人员将理解的是,可以根据本披露内容的总体教导对那些细节的各种不同的修改和替代进行开发。相应地,所披露的特定安排意在仅为说明性的并且不限制将在所附权利要求书和任何及其所有等效物的整个广度中给出的本发明的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。