1.本发明涉及一种用于滚动电旋转传输装置用的导电薄壁圆环,此种导电薄壁圆环用于载人航天iii期工程空间站、航天器和大功率雷达的型号装备中长寿命大功率滚动电旋转传输装置中,属于滚动电接触技术领域。
背景技术:
2.滚动电旋转传输装置采用多个高弹性导电薄壁圆环进行电传输,与传统滑动电接触相比较,滚动电传输技术具有传输功率大、摩擦阻力矩小、磨损量小、接触性能稳定、接触电噪声低的电传输优势,逐步发展成为空间站、航天器和雷达装备的领域内电旋转传输优选方案。
3.现有的滚动电旋转传输装置均采用导电薄壁圆环和结构保持架形式,导电薄壁圆环在电传输过程中,既要与导电接触材料接触,又要与不同运动保持结构材料进行接触,受不同材质的摩擦磨损转移影响,造成滚动电接触性能下降明显,电传输效率不稳定。
4.滚动电旋转传输装置的每个环路中放置的导电薄壁圆环数量多个,且极大状态下增加导电薄壁圆环的数量,导电薄壁圆环的数量和尺寸精度决定着滚动电传输装置的滚动电接触电阻及其焦耳热耗、可靠性及其工作寿命的核心性能指标,导电薄壁圆环在往复应力载荷下,具有自转和公转运转特点,导电薄壁圆环弹性储能不稳定,需开展15年以上弹性稳定保持,在109次及以上循环应力疲劳状态的导电薄壁圆环的制备。
5.当前,美国nasa航天局和diamond公司、国内航天科技集团公司八院和五院单位的滚环电传输技术研究和应用,国外的滚动电传输技术较为成熟,国内滚动电传输技术存在导电薄壁圆环弹性稳定性差、疲劳寿命不足、尺寸精度一致性差的问题。
6.国外美、欧国家对长寿命滚环的制备工艺技术已经发展得比较成熟,已经突破了抗疲劳长寿命滚动弹性导电薄壁圆环的制备工艺技术,技术成果已用于国际空间站配套长寿命滚动旋转电传输装置中,可实现装备在轨可靠运行20年以上,导电薄壁圆环的应力循环达到了109次以上。
7.国内近几年滚动旋转电传输装置的研制技术发展较快,对弹性导电薄壁圆的精密加工已取得进展,提升了滚动旋转电传输装置的电传输性能、效率和功率,但对弹性导电薄壁圆的制备技术方面还没有形成成熟的制备工艺方法,抗疲劳弹性导电薄壁圆的加工精度距离目标109次弹性疲劳、导电薄壁圆环的内外圆(内外环的厚度在0.2mm-2mm)的同轴度达到0.01mm,圆度达到0.01mm仍有较大差距,因此迫切需要进行滚动电旋转传输装置的弹性导电薄壁圆制备工艺技术研究。
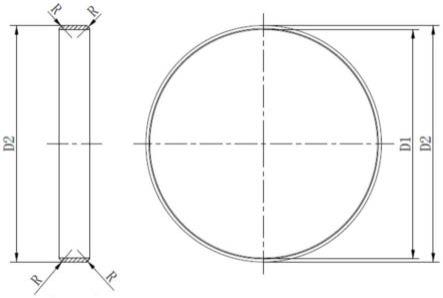
8.自稳定因子指导电薄壁圆环用于接触的圆弧半径r与接触直径d2的比值,比值越大,其稳定性减小,比值大于1,导电薄壁圆环自转和公转的运转过程中处于不稳定状态;比值为1,导电薄壁圆环自转和公转的运转过程中处于中性稳定状态;比值小于1,导电薄壁圆环自转和公转的运转过程中处于稳定状态。
技术实现要素:
9.本发明要解决的技术问题是克服现有的滚动电传输技术性能和可靠性不足,及导电薄壁圆环制备过程中不易装夹,成形精度不可控的难点,发明一种自稳定高精度导电薄壁圆环制备方法及其加工夹具,解决背景技术中的问题。
10.为实现上述目的,本发明提供如下技术方案:一种自稳定高精度导电薄壁圆环,其特征在于:导电薄壁圆环为等壁厚圆柱壳结构,所述导电薄壁圆环的壁厚h为,h在0.05mm-2mm的范围内,所述导电薄壁圆环的长度l符合;导电薄壁圆环内外圆的同轴度达到0.001mm,圆度达到0.01mm;导电薄壁圆环内外环的厚度在0.05mm-2mm之间。
11.进一步的:所述导电薄壁圆环两个端面分别设有相等的向心的圆弧角r;导电薄壁圆环两个端面用于导电接触,在圆环的外圆柱上进行保持,实现导电区域和保持固定区域分离;所述导电薄壁圆环自稳定因子,要求sf<1。
12.进一步的:所述导电薄壁圆环采用时效态tf00的c17200铍青铜棒材。
13.一种自稳定高精度导电薄壁圆环制备方法,其特征在于:包括以下步骤:步骤1、根据导电薄壁圆环的尺寸,选取时效态tf00的c17200铍青铜棒材棒材,进行第一次制管,使制成的管达到内孔直径=d1mm-2mm,外孔直径=d2mm 2 mm,每段的长度控制在200
±
20mm,孔深170
±
20mm,并在无孔夹头端面进行硬度测试;步骤2、通过二次制管使制成的管内孔直径尺寸控制在d1mm-1mm;步骤3、内孔尺寸精加工到步骤2中内孔直径d1,按照导电薄壁圆环的长度l 0.1mm进行切断;步骤4、以内孔定位,采用自定心的导电薄壁圆环成形用加工夹具,采用导电薄壁圆环端面止靠,涨芯径向锁紧,实现一次装夹成形;步骤5、把导电薄壁圆环一一放置在陶瓷芯轴上;步骤6、将用材料为zro2的所述陶瓷芯轴逐一固定的所述导电薄壁圆环放置在加热炉内,按照加热温度为760
±
10℃,恒温保持2h
±
10min,高温结束,控制在11s内水冷;步骤7、将用材料为zro2的所述陶瓷芯轴逐一固定的所述导电薄壁圆环采用真空炉进行150℃
±
10℃保温0.5h、200℃
±
10℃保温0.5h和250℃
±
10℃保温0.5h的阶梯式温度时效处理;步骤8、测量所述导电薄壁圆环维式硬度是否在390
±
20hv,进行随炉试件的抗拉强度试验,测试试件的弹性,抗拉强度不低于1200mpa,弹性模量不低于130gpa。
14.进一步的:步骤4中导电薄壁圆环成形用加工夹具包括涨芯、定位套、涨轴;所述涨芯右端的圆柱外壁设有滚花,所述涨芯的左端设有8
°
的与涨轴进行配合加工的锥台,所述涨芯左端圆柱外壁设有螺纹;所述定位套的圆环状外壁设有滚花,所述定位套右端面设有外圆弧形台阶面;所述涨轴中空;左部为圆柱,右部为壁厚一致的四瓣式支撑卡爪,所述涨轴内壁中部圆柱部分径向设有8
°
锥螺纹孔,所述涨轴的8
°
锥螺纹孔与所述涨芯锥台外锥面配合;所述涨芯、所述定位套、所述涨轴均采用经-40℃- 80℃的低高温稳定处理的 h62铜合金。
15.进一步的:步骤5中陶瓷芯轴材料为zro2,所述陶瓷芯轴上部分为直径比导电薄壁圆环内孔直径d1小的圆柱,所述陶瓷芯轴下部分为直径比导电薄壁圆环外圆直径d2大的圆柱,用于配合保形。
16.进一步的:步骤5中所述陶瓷芯轴与所述导电薄壁圆环配合间隙控制在0.009mm内,所述陶瓷芯轴圆度在0.007mm内。
17.进一步的:所述涨轴各个表面光洁度高于ra0.8,所述涨轴与所述涨轴上的锥螺纹孔同轴度≤0.005mm,所述涨轴外圆与所述涨轴锥螺纹孔同轴度≤0.04mm。
18.进一步的:所述定位套外圆弧形台阶面与四瓣式支撑卡爪的左端面贴合后,所述定位套右端面与四瓣式支撑卡爪的左端面形成0.6mm间隙,以保证导电薄壁圆环相对于所述涨轴的四瓣式支撑卡爪两侧均有0.6mm悬伸。
19.进一步的:步骤中导电薄壁圆环成形用加工夹具装夹具体过程如下:步骤41、将定位套旋在涨轴上,旋至与四瓣式支撑卡爪的左端面贴合;步骤42、上车床用三爪卡盘夹持涨轴左端外圆,使用圆跳动测量仪校正所述涨轴外圆跳动≤0.003mm,在所述涨轴中旋入所述涨芯,适当撑开四瓣式支撑卡爪后精车四瓣式支撑卡爪外圆至与导电薄壁圆环等内径;步骤43、反向旋松所述涨芯,在所述四瓣式支撑卡爪处套上导电薄壁圆环,将导电薄壁圆环端面与定位套右端面贴平;步骤44、拧紧所述涨芯涨开所述四瓣式支撑卡爪将导电薄壁圆环锁紧稳固;步骤45、反向旋转所述定位套至所述定位套左端面与四瓣式支撑卡爪贴合,然后对导电薄壁圆环两侧端面及外圆进行加工和抛光处理;步骤46、完成后旋松所述涨芯,取下导电薄壁圆环。
20.本发明的技术效果和优点:1.设计一种自稳定接触的高精度导电薄壁圆环,导电薄壁圆环在两个端面设计向心的圆弧角,用于导电接触,导电薄壁圆环内孔或外圆面用于保持运转接触,实现电传输区域与运动保持区域分离,在电旋转传输过程中,在自转和公转过程中,电传输区域在自定心稳定状态下,导电薄壁圆环向心圆弧角可接触面积最大,接触应力最小,稳定接触电阻最小,有效的避免了非导电区域摩擦磨损对导电区域电接触性能的不利影响。
21.2.制备的工艺参数和夹具,可广泛应用于对垂直度、同轴度有严格要求的薄壁零件加工,有易装夹、易操作、效率高、精度高、投入低的特点,并且可实现了导电薄壁圆环的内外圆(内外环的厚度在0.2mm-2mm)的垂直度0.005mm,同轴度达到0.01mm,圆度达到0.005mm。
22.3.从导电薄壁圆环的尺寸、变形量和应力的参数计算,到工艺制备流程,可实现导电薄壁圆环的内外圆(内外环的厚度在0.2mm-2mm)的同轴度达到0.01mm,垂直度0.01mm,圆度达到0.01mm的高精度尺寸制备,长时间(15年)弹性加载(弹性模量保持在120gpa以上),在滚动电传输中,按照低内应力载荷,可实现109循环应力疲劳状态下的动态接触自稳定。
23.4.导电薄壁圆环经过一定的变形量,受到对称方向的压力,受力过程中,两侧的接触圆弧角,与导电薄壁圆环的比值形成运动稳定因子,实现导电薄壁圆环自转过程中的自稳定。
24.5.导电薄壁圆环经过一定的变形量,受到对称方向的压力,在运动方向上进行运
动,同时进行自转,导电薄壁圆环受力和变形一直在变换,自转一周一次,满足109次转使用要求。
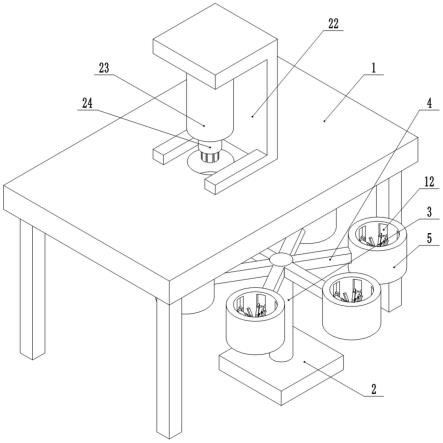
25.附图说明:图1是本发明的导电薄壁圆环示意图;图2是本发明的导电薄壁圆环受力示意图;图3是本发明的导电薄壁圆环自转和运动受力示意图;图4是本发明的导电薄壁圆环时效状态图;图5是本发明自定心工装主视图;图6是本发明自定心工装剖视图;图7是本发明自定心工装侧视图。
26.图中1、导电薄壁圆环;2、涨轴;3、定位套;4、涨芯;5、陶瓷芯轴;6、四瓣式支撑卡爪;h、壁厚;l、高度;d2、外圆直径;d1、内孔直径;f外力;r、圆弧。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.请参阅图1-7,本实施例提供一种技术方案:一种自稳定高精度导电薄壁圆环,其特征在于:导电薄壁圆环1为等壁厚圆柱壳结构,所述导电薄壁圆环1的壁厚h为,h在0.05mm-2mm的范围内,所述导电薄壁圆环1的长度l符合;导电薄壁圆环1内外圆的同轴度达到0.001mm,圆度达到0.01mm;导电薄壁圆环1内外环的厚度在0.05mm-2mm之间。
29.进一步的:所述导电薄壁圆环1两个端面分别设有相等的向心的圆弧角r;导电薄壁圆环1两个端面用于导电接触,在圆环的外圆柱上进行保持,实现导电区域和保持固定区域分离;所述导电薄壁圆环自稳定因子,要求sf<1。
30.进一步的:所述导电薄壁圆环1采用时效态tf00的c17200铍青铜棒材。
31.一种自稳定高精度导电薄壁圆环制备方法,其特征在于:包括以下步骤:步骤1、根据导电薄壁圆环1的尺寸,选取时效态tf00的c17200铍青铜棒材棒材,进行第一次制管,使制成的管达到内孔直径=d1mm-2mm,外孔直径=d2mm 2 mm,每段的长度控制在200
±
20mm,孔深170
±
20mm,并在无孔夹头端面进行硬度测试;步骤2、通过二次制管使制成的管内孔直径尺寸控制在d1mm-1mm;步骤3、内孔尺寸精加工到步骤2中内孔直径d1,按照导电薄壁圆环1的长度l 0.1mm进行切断;步骤4、以内孔定位,采用自定心的导电薄壁圆环1成形用加工夹具,采用导电薄壁圆环1端面止靠,涨芯4径向锁紧,实现一次装夹成形;步骤5、把导电薄壁圆环1一一放置在陶瓷芯轴5上;
步骤6、将用材料为zro2的所述陶瓷芯轴5逐一固定的所述导电薄壁圆环1放置在加热炉内,按照加热温度为760
±
10℃,恒温保持2h
±
10min,高温结束,控制在11s内水冷;步骤7、将用材料为zro2的所述陶瓷芯轴5逐一固定的所述导电薄壁圆环1采用真空炉进行150℃
±
10℃保温0.5h、200℃
±
10℃保温0.5h和250℃
±
10℃保温0.5h的阶梯式温度时效处理;步骤8、测量所述导电薄壁圆环1维式硬度是否在390
±
20hv,进行随炉试件的抗拉强度试验,测试试件的弹性,抗拉强度不低于1200mpa,弹性模量不低于130gpa。
32.进一步的:步骤4中导电薄壁圆环1成形用加工夹具包括涨芯2、定位套3、涨轴4;所述涨芯2右端的圆柱外壁设有滚花,所述涨芯2的左端设有8
°
的与涨轴4进行配合加工的锥台,所述涨芯2左端圆柱外壁设有螺纹;所述定位套3的圆环状外壁设有滚花,所述定位套3右端面设有外圆弧形台阶面;所述涨轴4中空;左部为圆柱,右部为壁厚一致的四瓣式支撑卡爪6,所述涨轴4内壁中部圆柱部分径向设有8
°
锥螺纹孔,所述涨轴4的8
°
锥螺纹孔与所述涨芯2锥台外锥面配合;所述涨芯2、所述定位套3、所述涨轴4均采用经-40℃- 80℃的低高温稳定处理的 h62铜合金。
33.进一步的:步骤5中陶瓷芯轴5材料为zro2,所述陶瓷芯轴5上部分为直径比导电薄壁圆环1内孔直径d1小的圆柱,所述陶瓷芯轴5下部分为直径比导电薄壁圆环1外圆直径d2大的圆柱,用于配合保形。
34.进一步的:步骤5中所述陶瓷芯轴5与所述导电薄壁圆环1配合间隙控制在0.009mm内,所述陶瓷芯轴5圆度在0.007mm内。
35.进一步的:所述涨轴4各个表面光洁度高于ra0.8,所述涨轴4与所述涨轴4上的锥螺纹孔同轴度≤0.005mm,所述涨轴4外圆与所述涨轴4锥螺纹孔同轴度≤0.04mm。
36.进一步的:所述定位套3外圆弧形台阶面与四瓣式支撑卡爪6的左端面贴合后,所述定位套3右端面与四瓣式支撑卡爪的左端面形成0.6mm间隙,以保证导电薄壁圆环1相对于所述涨轴4的四瓣式支撑卡爪6两侧均有0.6mm悬伸。
37.进一步的:步骤4中导电薄壁圆环1成形用加工夹具装夹具体过程如下:步骤41、将定位套3旋在涨轴4上,旋至与四瓣式支撑卡爪6的左端面贴合;步骤42、上车床用三爪卡盘夹持涨轴4左端外圆,使用圆跳动测量仪校正所述涨轴4外圆跳动≤0.003mm,在所述涨轴4中旋入所述涨芯2,适当撑开四瓣式支撑卡爪6后精车四瓣式支撑卡爪6外圆至与导电薄壁圆环1等内径;步骤43、反向旋松所述涨芯2,在所述四瓣式支撑卡爪6处套上导电薄壁圆环1,将导电薄壁圆环1端面与定位套3右端面贴平;步骤44、拧紧所述涨芯2涨开所述四瓣式支撑卡爪6将导电薄壁圆环1锁紧稳固;步骤45、反向旋转所述定位套3至所述定位套3左端面与四瓣式支撑卡爪6 贴合,然后对导电薄壁圆环1两侧端面及外圆进行加工和抛光处理;步骤46、完成后旋松所述涨芯2,取下导电薄壁圆环1。
38.本发明技术方案:1、导电薄壁圆环1设计:设计导电薄壁圆环的厚度在0.05mm-2mm的范围内,在导电薄壁圆环的两端设计出相等r1和r2的圆弧,用于电接触,在导电壁圆环内孔或外圆面进行保持接触;
1.1、设计导电薄壁圆环1的导电接触区和保持运转区域;导电薄壁圆环1属于等厚圆柱壳结构,控制,再变形为,举例说明,d2=38.5mm,d1=37.9mm,控制l》5.2mm,可保持导电薄壁圆环运转稳定;1.2、在r1和r2的圆弧处受力,导致导电薄壁圆环1变形
△
d,与导电薄壁圆环时效态tf00的c17200铍青铜棒材料的疲劳应力曲线,循环应力在120mpa内可实现109次的疲劳,为提高安全系数,因此,导致导电薄壁圆环1变形
△
d产生的应力控制在60mpa内;1.3、根据装配精度和热匹配性,控制导电薄壁圆环1的变形,举例说明d2=38.5mm,与常温下的温差在70℃,控制mm,即0.15mm,考虑两倍以上的预度,均要求大于0.3mm,适应70℃温差带来的尺寸变化,可保持导电薄壁圆环1稳定接触。
39.2、导电薄壁圆环1成形:使用时效态tf00的c17200铍青铜棒材经过制管、制薄管、内孔成形,切断、自定心外圆成形等工序成形,自定心的工装可实现批量产品的装夹一致性和尺寸稳定性;2.1、材料选择:采用时效态tf00的c17200铍青铜棒材;2.2、制管:根据导电薄壁圆环的尺寸,内孔直径尺寸d1-2mm,外孔直径d2 2 mm,每段的长度控制在200
±
20mm,孔深170
±
20mm,在夹头位置进行硬度测试;2.3、二次制管:内孔直径尺寸控制在d1-1mm;2.4、内孔成形并切断:内孔尺寸精加工到d1,并按照导电薄壁圆环的长度l 0.1mm进行切断;2.5、成形:以内孔定位,采用自定心的成形工装,采用导电薄壁圆环端面1止靠,涨芯径向锁紧,实现一次装夹成形;成形工装由涨轴2、定位套3、涨芯4、四瓣式支撑卡爪6组成,涨芯2采用h62铜合金,经-40℃- 80℃的低高温稳定处理,设计滚花方便拧紧,设计8
°
锥孔与涨轴4进行配合加工;定位套3采用h62铜合金,经-40℃- 80℃的低高温稳定处理,设计滚花方便拧紧,右端面设计有外圆台阶面,如图2所示,该台阶面与四瓣式支撑卡爪6的左端面贴合后定位套3大端面与四瓣式支撑卡爪6的左端面形成0.6mm间隙,以保证导电薄壁圆环相对于涨轴4的支撑卡爪两侧均有0.6mm悬伸,便于两侧面的加工和抛光处理;涨轴4采用h62铜合金,经-40℃- 80℃的低高温稳定处理,设计有支撑卡爪,涨轴4的8
°
锥孔与涨芯2外锥面配车,保持各个表面光洁度高于ra0.8,且与螺纹孔同轴度≤0.005mm,实现涨轴4与涨芯2的稳定接触,外圆与螺纹孔同轴度≤0.04mm,保证四瓣式支撑卡爪6壁厚的一至性,从而保证支撑卡爪开涨的均匀性;2.5.1、通过将涨芯2旋转插入涨轴4,撑开四瓣式支撑卡爪6的方式对导电薄壁圆环1进行径向固定;2.5.2、通过螺纹旋伸定位套3,使定位套端台阶面贴平四瓣式支撑卡爪6的左端面,用以给导电薄壁圆环1提供安装时的轴向定位;2.5.3、装夹前将涨芯2旋转插入涨轴4,并施加适当的预紧力撑开四瓣式支撑卡爪6,并按导电薄壁圆环1内孔尺寸配车四瓣式支撑卡爪6,以保证导电薄壁圆环1在装夹时不
会产生变形;2.5.4、保证导电薄壁圆环1高精度重复装夹定位,实现内外圆的同轴度达到0.01mm,两侧面垂直度在0.01mm,一次成形后,零件产生圆度控制在0.01mm内;将定位套3旋在涨轴4上,旋至与四瓣式支撑卡爪6的左端面贴合,上车床用三爪卡盘夹持涨轴4左端外圆,打表校正外圆跳动≤0.003mm,在涨轴4中旋入涨芯2,适当撑开四瓣式支撑卡爪6后精车支撑卡爪外圆至与导电薄壁圆环1等径,反向旋松涨芯2,在四瓣式支撑卡爪6处套上导电薄壁圆环1,将导电薄壁圆环1端面与定位套3大端面贴平,拧紧涨芯2涨开四瓣式支撑卡爪6将导电薄壁圆环1锁紧稳固,反向旋转定位套3,至定位套3左端面与卡盘三爪贴合,此时即可对导电薄壁圆环1两侧端面及外圆进行加工和抛光处理,完成后旋松涨芯,取下导电薄壁圆环1;3、导电薄壁圆环1强化和保形:将导电薄壁圆环一一放置在zro2陶瓷芯轴5上,开展固溶处理和时效处理过程,消除导电薄壁圆环1加工内应力,提升导电薄壁圆环1的弹性性能,保持形状尺寸精度稳定性;3.1、将导电薄壁圆环1放置在zro2陶瓷芯轴5,配合间隙控制在0.009mm内,zro2陶瓷芯轴圆度在0.007mm内,实现导电薄壁圆环1保形,导电薄壁圆环1圆度控制在0.01mm内。
40.3.2、固溶处理:导电薄壁圆环1和zro2陶瓷芯轴5,放置在加热炉内,按照加热温度为760
±
10℃,恒温保持2h
±
10min,高温结束,控制在10s内水冷。
41.3.3、时效:采用真空炉进行150℃
±
10℃保温0.5h、200℃
±
10℃保温0.5h和250℃
±
10℃的阶梯式温度时效,时效后,测量维式硬度在390
±
20hv,随炉试件的抗拉强度试验,测试试件的弹性,抗拉强度不低于1200mpa,弹性模量不低于130gpa。
42.4、导电薄壁圆环5应用:在滚动电传输中,受到周期载荷的应用,按照低内应力载荷不大于60mpa,可实现109次弹性周期疲劳,满足长时间的使用要求。
43.实施例1:1、导电薄壁圆环设计为圆柱形,导电区域为导电薄壁圆环的外圆弧面,且导电薄壁圆环的外圆弧面与运动保持的非金属材料接触,应用本发明的制备工艺方法和加工夹具,导电薄壁圆环的运转周次从105、106、107、108、109电接触电阻发生的波动明显,电接触电阻从20mω~2000mω发生大浮动的波动,导电薄壁圆环的电接触区域一直发生变化,12个导电薄壁圆环并联使用,电接触电阻依然在2mω~1000mω发生大浮动的波动。
44.应用了本实施方案,导电区域为导电薄壁圆环的两侧向心圆弧角,其余外圆弧面进行运动保持,导电薄壁圆环的运转周次从105、106、107、108、109电接触电阻稳定,导电薄壁圆环的电接触区域均处于稳定状态,电接触电阻从2mω~5mω变化,12个导电薄壁圆环并联使用,电接触电阻变化波动在0.1 mω~0.3mω内。
45.实施例2:1、导电薄壁圆环设计为圆柱形,导电区域为导电薄壁圆环的两侧向心圆弧角,其余外圆弧面进行运动保持,导电薄壁圆环外圆38.5,内孔37.9,宽度为5.4mm,变形量控制为2mm,循环内应力为400mpa,应用本发明的制备工艺方法和加工夹具,导电薄壁圆环的运转周次在106内,导电薄壁圆环发生永久变形,圆度达到1.5mm,无法正常的进行运转,电接触电阻在2mω~200mω发生变化。
46.2、导电薄壁圆环设计为圆柱形,导电区域为导电薄壁圆环的两侧向心圆弧角,其
余外圆弧面进行运动保持,导电薄壁圆环外圆38.5,内孔37.9,宽度为5.4mm,变形量控制为0.5mm,循环内应力为99mpa,应用本发明的制备工艺方法和加工夹具,导电薄壁圆环的运转周次在107内,导电薄壁圆环发生轻微变形,圆度达到0.3mm,不影响导电薄壁圆环运转,电接触电阻在2mω~50mω发生变化。
47.导电薄壁圆环的运转周次在108内,导电薄壁圆环发生轻微变形,圆度达到0.4mm,不影响导电薄壁圆环运转,电接触电阻在50mω~150mω发生变化。
48.3、导电薄壁圆环设计为圆柱形,导电区域为导电薄壁圆环的两侧向心圆弧角,其余外圆弧面进行运动保持,导电薄壁圆环外圆38.5,内孔37.9,宽度为5.4mm,变形量控制为0.35mm,循环内应力为69mpa,应用本发明的制备工艺方法和加工夹具,导电薄壁圆环的运转周次在109内,导电薄壁圆环发生轻微变形,圆度达到0.05mm,不影响导电薄壁圆环运转,电接触电阻在2mω~5mω发生变化。
49.实施例3:1、导电薄壁圆环设计为圆柱形,导电区域为导电薄壁圆环的两侧向心圆弧角,其余外圆弧面进行运动保持,导电薄壁圆环外圆38.5,内孔37.9,宽度为5.4mm,圆弧角为r5,应用闷头固定或者外圆无定位涨芯轴加工成形。
50.导电薄壁圆环的两侧圆弧角需要分两个工序加工,且不利于保证导电薄壁圆环端面与外圆的垂直度,圆弧角的重复加工误差在0.05mm,垂直度在0.05mm。
51.应用本发明的加工工装,导电薄壁圆环的两侧圆弧为一次成形,圆弧角的重复加工误差在0.005mm内,垂直度可控制在0.01mm内。
52.实施例4:1、导电薄壁圆环设计为圆柱形,导电区域为导电薄壁圆环的两侧向心圆弧角,其余外圆弧面进行运动保持,导电薄壁圆环外圆38.5,内孔37.9,宽度为5.4mm,圆弧角为r5,精加工完成后,开展时效强化,或者时效强化后,再进行精加工。
53.导电薄壁圆环在105、106、107、108、109运转周次的内,加工应力释放,造成导电薄壁圆环的圆度在0.1mm~0.3mm发生变化,且变化无规律。
54.应用本发明制备方法,导电薄壁圆环在芯轴上固定,开展固溶和时效,固溶过程能完成消除材料的加工内应力,时效强化过程中,再次保证圆弧角导电薄壁圆环的圆度在0.01mm内,垂直度在0.01mm内。
55.导电薄壁圆环在105、106、107、108、109运转周次的内,导电薄壁圆环的圆度在0.01mm~0.05mm发生变化,保障运转和电接触应用。
56.实施例5:1、导电薄壁圆环设计为圆柱形,导电区域为导电薄壁圆环的两侧向心圆弧角,其余外圆弧面进行运动保持,导电薄壁圆环外圆38.5,内孔37.9,宽度为5.4mm,圆弧角为r5,时效过程中,采用黄铜、铍青铜或者其余陶瓷进行芯轴固定,进行固溶和时效强化。
57.导电薄壁圆环因为配合间隙小,随着固溶和时效对芯轴的变形,导致导电薄壁圆环卡滞在芯轴上其余陶瓷材料热振性差,芯轴破碎。
58.应用本发明制备方法和时效强化的陶瓷材料工装,导电薄壁圆环在芯轴上固定,开展固溶和时效,zro2陶瓷材料热稳定好,且能适应大温差,尺寸精度高,保证了导电薄壁圆环的圆度在0.01mm和垂直度0.01mm内,导电薄壁圆环能顺利在芯轴上取出。
59.实施例6:1、导电薄壁圆环设计为圆柱形,导电区域为导电薄壁圆环的两侧向心圆弧角,其余外圆弧面进行运动保持,导电薄壁圆环外圆38.5,内孔37.9,宽度为5.4mm,圆弧角为r5,利用一次装夹成形的涨芯夹具成形,时效过程中,采用zro2陶瓷进行芯轴固定,进行固溶和时效强化。
60.单个导电薄壁圆环压缩变形量控制为0.35mm,在常温常压下,载流能力达到40a,真空下载流能力达到20a,单个电接触电阻在2mω~5mω发生变化,12个导电薄壁圆环并联使用,电接触电阻变化波动在0.1 mω~0.3mω内。
61.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。