技术特征:
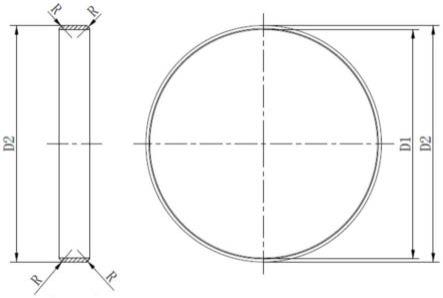
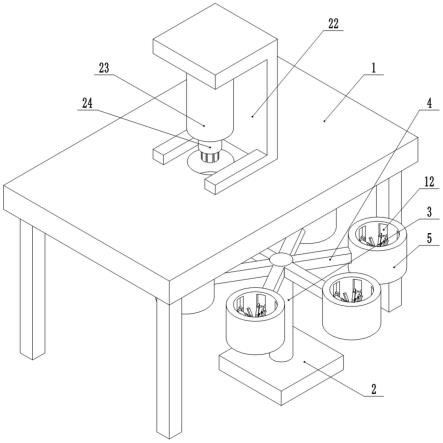
1.一种自稳定高精度导电薄壁圆环,其特征在于:导电薄壁圆环(1)为等壁厚圆柱壳结构,所述导电薄壁圆环(1)的壁厚h为,h在0.05mm-2mm的范围内,所述导电薄壁圆环(1)的长度l符合;导电薄壁圆环(1)内外圆的同轴度达到0.001mm,圆度达到0.01mm;导电薄壁圆环(1)内外环的厚度在0.05mm-2mm之间。2.根据权利要求1所述的一种自稳定高精度导电薄壁圆环,其特征在于:所述导电薄壁圆环(1)两个端面分别设有相等的向心的圆弧角r;导电薄壁圆环(1)两个端面用于导电接触,在圆环的外圆柱上进行保持,实现导电区域和保持固定区域分离;所述导电薄壁圆环自稳定因子,要求sf<1。3.根据权利要求1所述的一种自稳定高精度导电薄壁圆环,其特征在于:所述导电薄壁圆环(1)采用时效态tf00的c17200铍青铜棒材。4.一种自稳定高精度导电薄壁圆环制备方法,其特征在于:包括以下步骤:步骤1、根据导电薄壁圆环(1)的尺寸,选取时效态tf00的c17200铍青铜棒材棒材,进行第一次制管,使制成的管达到内孔直径=d1mm-2mm,外孔直径=d2mm 2 mm,每段的长度控制在200
±
20mm,孔深170
±
20mm,并在无孔夹头端面进行硬度测试;步骤2、通过二次制管使制成的管内孔直径尺寸控制在d1mm-1mm;步骤3、内孔尺寸精加工到步骤2中内孔直径d1,按照导电薄壁圆环(1)的长度l 0.1mm进行切断;步骤4、以内孔定位,采用自定心的导电薄壁圆环(1)成形用加工夹具,采用导电薄壁圆环(1)端面止靠,涨芯(4)径向锁紧,实现一次装夹成形;步骤5、把导电薄壁圆环(1)一一放置在陶瓷芯轴(5)上;步骤6、将用材料为zro2的所述陶瓷芯轴(5)逐一固定的所述导电薄壁圆环(1)放置在加热炉内,按照加热温度为760
±
10℃,恒温保持2h
±
10min,高温结束,控制在11s内水冷;步骤7、将用材料为zro2的所述陶瓷芯轴(5)逐一固定的所述导电薄壁圆环(1)采用真空炉进行150℃
±
10℃保温0.5h、200℃
±
10℃保温0.5h和250℃
±
10℃保温0.5h的阶梯式温度时效处理;步骤8、测量所述导电薄壁圆环(1)维式硬度是否在390
±
20hv,进行随炉试件的抗拉强度试验,测试试件的弹性,抗拉强度不低于1200mpa,弹性模量不低于130gpa。5.根据权利要求4所述的一种自稳定高精度导电薄壁圆环制备方法,其特征在于:步骤4中导电薄壁圆环(1)成形用加工夹具包括涨芯(2)、定位套(3)、涨轴(4);所述涨芯(2)右端的圆柱外壁设有滚花,所述涨芯(2)的左端设有8
°
的与涨轴(4)进行配合加工的锥台,所述涨芯(2)左端圆柱外壁设有螺纹;所述定位套(3)的圆环状外壁设有滚花,所述定位套(3)右端面设有外圆弧形台阶面;所述涨轴(4)中空;左部为圆柱,右部为壁厚一致的四瓣式支撑卡爪(6),所述涨轴(4)内壁中部圆柱部分径向设有8
°
锥螺纹孔,所述涨轴(4)的8
°
锥螺纹孔与所述涨芯(2)锥台外锥面配合;所述涨芯(2)、所述定位套(3)、所述涨轴(4)均采用经-40℃- 80℃的低高温稳定处理的 h62铜合金。6.根据权利要求4所述的一种自稳定高精度导电薄壁圆环制备方法,其特征在于:步骤5中陶瓷芯轴(5)材料为zro2,所述陶瓷芯轴(5)上部分为直径比导电薄壁圆环(1)内孔直径
d1小的圆柱,所述陶瓷芯轴(5)下部分为直径比导电薄壁圆环(1)外圆直径d2大的圆柱,用于配合保形。7.根据权利要求4所述的一种自稳定高精度导电薄壁圆环制备方法,其特征在于:步骤5中所述陶瓷芯轴(5)与所述导电薄壁圆环(1)配合间隙控制在0.009mm内,所述陶瓷芯轴(5)圆度在0.007mm内。8.根据权利要求5所述的一种自稳定高精度导电薄壁圆环制备方法,其特征在于:所述涨轴(4)各个表面光洁度高于ra0.8,所述涨轴(4)与所述涨轴(4)上的锥螺纹孔同轴度≤0.005mm,所述涨轴(4)外圆与所述涨轴(4)锥螺纹孔同轴度≤0.04mm。9.根据权利要求5所述的一种自稳定高精度导电薄壁圆环制备方法,其特征在于:所述定位套(3)外圆弧形台阶面与四瓣式支撑卡爪(6)的左端面贴合后,所述定位套(3)右端面与四瓣式支撑卡爪的左端面形成0.6mm间隙,以保证导电薄壁圆环(1)相对于所述涨轴(4)的四瓣式支撑卡爪(6)两侧均有0.6mm悬伸。10.根据权利要求4所述的一种自稳定高精度导电薄壁圆环制备方法,其特征在于:步骤4中导电薄壁圆环(1)成形用加工夹具装夹具体过程如下:步骤41、将定位套(3)旋在涨轴(4)上,旋至与四瓣式支撑卡爪(6)的左端面贴合;步骤42、上车床用三爪卡盘夹持涨轴(4)左端外圆,使用圆跳动测量仪校正所述涨轴(4)外圆跳动≤0.003mm,在所述涨轴(4)中旋入所述涨芯(2),适当撑开四瓣式支撑卡爪(6)后精车四瓣式支撑卡爪(6)外圆至与导电薄壁圆环(1)等内径;步骤43、反向旋松所述涨芯(2),在所述四瓣式支撑卡爪(6)处套上导电薄壁圆环(1),将导电薄壁圆环(1)端面与定位套(3)右端面贴平;步骤44、拧紧所述涨芯(2)涨开所述四瓣式支撑卡爪(6)将导电薄壁圆环(1)锁紧稳固;步骤45、反向旋转所述定位套(3)至所述定位套(3)左端面与四瓣式支撑卡爪(6) 贴合,然后对导电薄壁圆环(1)两侧端面及外圆进行加工和抛光处理;步骤46、完成后旋松所述涨芯(2),取下导电薄壁圆环(1)。
技术总结
本发明公开了一种自稳定高精度导电薄壁圆环制备方法及其加工夹具,在导电薄壁圆环两端面设向心圆弧角,用于导电接触,在圆环的外圆上进行保持接触,实现导电区域和保持固定区域分离;在导电薄壁圆环的制备中,先采用时效态TF00的C17200铍青铜材料实现导电薄壁圆环的成形,将导电薄壁圆环放置在ZrO2陶瓷芯轴上进行固溶和时效处理,彻底去除加工残余应力,保持导电薄壁圆环的尺寸稳定性和精度;在导电薄壁圆环的成形中,使用涨芯、涨轴和定位套组成自定心径向锁紧夹具,解决导电薄壁圆环在装夹时不易产生变形、多次装夹不能保证形位公差的问题,且装夹效率高,适应批量加工,可广泛应用于对垂直度、及同轴度有严格要求的导电薄壁圆环加工装夹装置。圆环加工装夹装置。圆环加工装夹装置。
技术研发人员:吴海红 张林 张品荣 李道权 钱志源 刘承山 高飞 王义坚 马志飞 周曾炜 林兴颜 王星星
受保护的技术使用者:中船九江精达科技股份有限公司
技术研发日:2022.06.06
技术公布日:2022/8/9
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。