1.本发明涉及刺带网加工的技术领域,具体为一种蛇腹形刺带网加工用卷制包刺一体机。
背景技术:
2.现今的刺带网通常采用铁丝或钢丝外部包裹刀片刺带的结构设计,这种设计大大的提高了刺带网的使用寿命和结构强度,刀片刺带通常为金属片材冲压制成,整体为等距离设有刀片的金属带。
3.传统的包刺设备在对进行刀片刺带的包刺作业时,刀片刺带包裹在金属丝外时其上刀片也会变形,影响其性能,并且为了维持刺带网的蛇腹形态,需要在螺旋收纳的刺带网上相邻之间打上金属圈来连接,传统技术中这一环节需要人工操作,费时费力,故此我们提出了一种蛇腹形刺带网加工用卷制包刺一体机。
技术实现要素:
4.本发明的发明目的在于提供了一种蛇腹形刺带网加工用卷制包刺一体机,该蛇腹形刺带网加工用卷制包刺一体机能够实现自动化的刺带网包刺加工,加工后刀片形态舒展,并且能够进行打金属圈的加工,减少人力投入,设备更加智能。
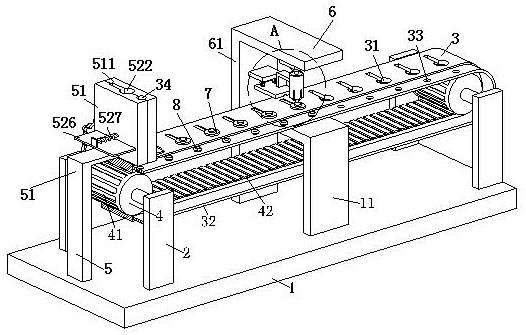
5.为实现以上目的,本发明通过以下技术方案予以实现:一种蛇腹形刺带网加工用卷制包刺一体机,包括呈圆筒状的机体,所述机体的顶部设置有入料管用于通入物料,入料管水平设置且与机体一体化设计,所述机体的正面开设有出料孔用于成品排出,所述机体内的中部设置有卷制机构,所述机体内且处于卷制机构的外侧设置有包刺机构,所述机体的侧壁上设置有若干驱动组件为卷制机构和包刺机构提供运行动力。
6.所述包刺机构包括导料组件、初压组件、转向组件和封口组件。
7.所述导料组件设置在入料管内壁用于引导刀片刺带和金属丝的传输方向。
8.所述初压组件设置在机体内且位于导料组件出料的一侧,用于对刀片刺带和金属丝进行初步压制使两者形成初步连接。
9.所述封口组件设置在机体内且位于初压组件出料的一侧,用于压制刀片刺带使之包裹金属丝以完成包刺。
10.所述转向组件设置在机体内且位于初压组件和封口组件之间同于转换物料传送方向适配加工需要。
11.所述卷制机构包括连接基板、传输组件、导向组件和塑形组件。
12.所述连接基板固定连接在机体内的后壁上并与出料孔相对。
13.所述传输组件设置在连接基板的正面为刺带网的传送提供动力。
14.所述导向组件也设置在连接基板的正面为刺带网的卷制提供导向以维持其形态方便出料。
15.所述塑形组件设置在机体内与导向组件配合为刺带网打金属圈使其形成蛇腹形
态。
16.优选的,所述导料组件包括导料板、导料槽、压料槽、导料辊和限位槽,所述导料板固定连接在入料管的内顶壁,所述导料槽开设在导料板的下表面,所述压料槽开设在导料槽的中部,所述导料辊通过轴承一活动安装在入料管内靠近入料端的位置,所述导料辊通过机体背面上的驱动组件驱动,所述导料辊的表面开设有限位槽用以限定金属丝入料方向。
17.优选的,所述初压组件包括初压辊、弧形压块和弧形限位缺口,所述初压辊通过轴承二活动安装在机体内并通过驱动组件驱动,弧形压块固定连接在初压辊的外壁上,所述弧形限位缺口开设在弧形压块远离初压辊的一侧,弧形限位缺口的截面呈半圆且其半径与对应的金属丝半径相同,初压辊位于压料槽正下方且初压辊的顶端处于导料槽内,弧形压块与压料槽对应。
18.优选的,所述弧形压块的数量不少于两个并以初压辊轴心为参考呈环形排列,相邻弧形压块间的距离与对应刀片刺带上相邻刀片间的距离相同。
19.优选的,所述转向组件包括转向辊一和转向辊二,转向辊一和转向辊二均通过轴承三分别活动连接在机体内,转向辊一位于转向辊二左上侧,转向辊一和转向辊二通过皮带一传动连接,转动辊一通过机体后侧驱动组件驱动。
20.优选的,所述封口组件包括弧形板、封口槽、封口辊、皮带二、安装槽、封口板一、封口板二、导向杆、凹槽和定位凸块,所述弧形板固定连接在机体内顶壁且处于转向辊二的右侧,弧形板的下表面开设有左右两端开放的封口槽,封口辊通过轴承四活动连接在机体内并通过皮带二与初压辊传动连接,封口辊的外侧开设有安装槽,安装槽的内壁上固定连接有两个导向杆,且导向杆与封口辊轴心平行,封口板一通过其上开设的穿孔活动连接在两个导向杆上,封口板二固定连接在封口辊外侧且处于安装槽的后侧,封口板一延伸出安装槽的部分和封口板二的形态匹配,封口板一靠近封口板二的一侧开设有凹槽,封口板二上的对应位置固定连接有定位凸块,且定位凸块与凹槽的尺寸匹配且定位凸块插接在凹槽内时封口板一和封口板二接触。
21.优选的,所述传输组件包括导向板、传输辊和皮带三,所述导向板固定连接在机体内前后壁之间,传输辊活动连接在连接基板上,连接基板的数量不少于两个且以连接基板的轴心为参照呈环形排列,相邻传输辊之间通过皮带三传动连接,且传输辊通过机体后侧的驱动组件驱动,导向板的一端与机体内顶壁固定连接且处于弧形板的右侧。
22.优选的,所述导向组件包括中心筒、维持筒、安装孔、通孔和入料缺口,中心筒和维持筒均固定连接在连接基板的正面,且中心筒处于维持筒内侧,维持筒侧壁上对应传输辊的位置开设有入料缺口,中心筒的底部开设有安装孔,维持筒底部对应安装孔的位置开设有通孔。
23.优选的,所述塑形组件包括形架、气缸、夹持盒、销轴、塑形钳头、复位弹簧、传输盒、传输口、转辊一、转辊二、传送带、传输电机、皮带四、分隔板、垫块和压圈槽,所述形架固定连接在机体内,且连接基板处于形架内侧,气缸固定安装在形架中部对应通孔的位置,气缸的输出端固定连接有夹持盒,夹持盒内左右壁之间固定连接有销轴,销轴上活动连接有两个交错的塑形钳头,两个塑形钳头相背的一侧均通过复位弹簧与夹持盒内壁活动连接。
24.传输盒固定连接在安装孔内,传输口开设在传输盒的底壁,传输盒内左右壁之间
固定连接有转辊一和转辊二,转辊一位于转辊二前侧且两者通过传送带传动连接,传输电机固定安装在传输盒的上表面,且传输电机通过皮带四与转辊二传动连接,传送带上固定连接有三个等距离排列的分隔板,传送带上还固定连接有三个垫块,且三个垫块与三个分隔板交错排布,垫块远离传送带的一侧开设有压圈槽。
25.优选的,所述塑形钳头呈逗号状,所述压圈槽的截面呈半圆状,所述封口槽呈喇叭状,且封口槽的宽度从左至右依次减小,所述夹持盒的侧壁上固定安装有摄像头用于检测传送带工作情况,封口板二靠近封口板一的一侧与安装槽内壁之间固定连接有簧片用于维持封口板二远离封口板一的趋势。
26.通过采用前述技术方案,本发明的有益效果是:
27.1、该蛇腹形刺带网加工用卷制包刺一体机,整体设计能够实现自动化的刺带网包刺加工,区别与现有设备,本设备加工后的刺带网刀片形态舒展,并且能够进行打金属圈的加工,减少人力投入,设备更加智能,解决了背景技术中提出的问题。
28.2、该蛇腹形刺带网加工用卷制包刺一体机,利用包刺机构的设计,伴随金属丝和刀片刺带的传送能够对两者进行压制使的刀片刺带包裹在金属丝外侧,区别与现有设备,本技术利用封口组件的设计,适配刀片刺带的等距刀片设计,能够对弯折的刀片进行压平,产品形态美观,解决了背景技术中提出的问题。
29.3、该蛇腹形刺带网加工用卷制包刺一体机,利用卷制机构的设计,能够对完成包刺的刺带网进行卷制收纳,利用传输组件和导向组件的设计能够快速卷制刺带网得到螺旋收纳的刺带网,利用塑形组件的设计,基于传送带有节奏的转动能够将卷制的刺带网分隔为两个一组进行金属圈的固定,使刺带网形成蛇腹形态,取代现有生产中的人工打圈作业,效率更高,解决了背景技术中提出的问题。
附图说明
30.图1为本发明正视图;
31.图2为本发明后视图;
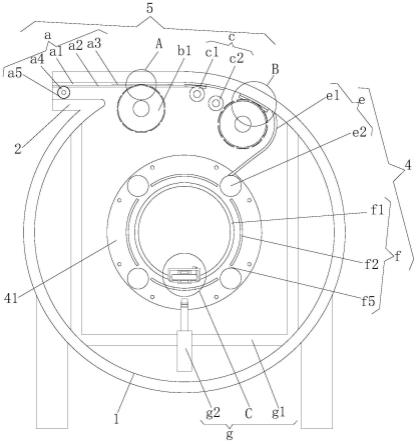
32.图3为本发明正剖图;
33.图4为本发明图3中a处的放大图;
34.图5为本发明图3中b处的放大图;
35.图6为本发明图3中c处的放大图;
36.图7为本发明导料辊的结构示意图;
37.图8为本发明夹持盒和垫块的侧剖图;
38.图9为本发明封口辊的剖视图;
39.图10为本发明弧形板的结构示意图。
40.图中:1机体、2入料管、3出料孔、
41.4卷制机构、41连接基板、
42.e传输组件、e1导向板、e2传输辊、e3皮带三、
43.f导向组件、f1中心筒、f2维持筒、f3安装孔、f4通孔、f5入料缺口、
44.g塑形组件、g1 u形架、g2气缸、g3夹持盒、g4销轴、g5塑形钳头、g6复位弹簧、g7传输盒、g8传输口、g9转辊一、g10转辊二、g11传送带、g12传输电机、g13皮带四、g14分隔板、
g15垫块、g16压圈槽、
45.5包刺机构、
46.a导料组件、a1导料板、a2导料槽、a3压料槽、a4导料辊、a5限位槽、
47.b初压组件、b1初压辊、b2弧形压块、b3弧形限位缺口、
48.c转向组件、c1转向辊一、c2转向辊二、c3皮带一、
49.d封口组件、d1弧形板、d2封口槽、d3封口辊、d4皮带二、d5安装槽、d6封口板一、d7封口板二、d8导向杆、d9凹槽、d10定位凸块、
50.6驱动组件、7摄像头、8簧片。
具体实施方式
51.本实施例提供一种技术方案:请参阅图1-5,一种蛇腹形刺带网加工用卷制包刺一体机,包括呈圆筒状的机体1,机体1的顶部设置有入料管2用于通入物料,入料管2水平设置且与机体1一体化设计,机体1的正面开设有出料孔3用于成品排出,机体1内的中部设置有卷制机构4,机体1内且处于卷制机构4的外侧设置有包刺机构5,机体1的侧壁上设置有若干驱动组件6为卷制机构4和包刺机构5提供运行动力,驱动组件6为电机,电机数量不少于一个,下文提到的驱动组件6均为单独的电机。
52.本实施例中,包刺机构5包括导料组件a、初压组件b、转向组件c和封口组件d。
53.导料组件a设置在入料管2内壁用于引导刀片刺带和金属丝的传输方向。
54.初压组件b设置在机体1内且位于导料组件a出料的一侧,用于对刀片刺带和金属丝进行初步压制使两者形成初步连接。
55.封口组件d设置在机体1内且位于初压组件b出料的一侧,用于压制刀片刺带使之包裹金属丝以完成包刺。
56.转向组件c设置在机体1内且位于初压组件b和封口组件d之间同于转换物料传送方向适配加工需要。
57.利用包刺机构5的设计,伴随金属丝和刀片刺带的传送能够对两者进行压制使的刀片刺带包裹在金属丝外侧,区别与现有设备,本技术利用封口组件d的设计,适配刀片刺带的等距刀片设计,能够对弯折的刀片进行压平,产品形态美观,解决了背景技术中提出的问题。
58.本实施例中,卷制机构4包括连接基板41、传输组件e、导向组件f和塑形组件g。
59.连接基板41固定连接在机体1内的后壁上并与出料孔3相对。
60.传输组件e设置在连接基板41的正面为刺带网的传送提供动力。
61.导向组件f也设置在连接基板41的正面为刺带网的卷制提供导向以维持其形态方便出料。
62.塑形组件g设置在机体1内与导向组件f配合为刺带网打金属圈使其形成蛇腹形态。
63.利用卷制机构4的设计,能够对完成包刺的刺带网进行卷制收纳,利用传输组件e和导向组件f的设计能够快速卷制刺带网得到螺旋收纳的刺带网,利用塑形组件g的设计,基于传送带g11有节奏的转动能够将卷制的刺带网分隔为两个一组进行金属圈的固定,使刺带网形成蛇腹形态,取代现有生产中的人工打圈作业,解决了背景技术中提出的问题。
64.本发明进一步较佳的实施例中,请参阅图2、7,导料组件a包括导料板a1、导料槽a2、压料槽a3、导料辊a4和限位槽a5,导料板a1固定连接在入料管2的内顶壁,导料槽a2开设在导料板a1的下表面,压料槽a3开设在导料槽a2的中部,导料辊a4通过轴承一活动安装在入料管2内靠近入料端的位置,导料辊a4通过机体1背面上的驱动组件6驱动,导料辊a4的表面开设有限位槽a5用以限定金属丝入料方向。
65.本实施例中,导料槽a2适配刀片刺带的最大宽度,能够起到导向的作用。
66.本发明进一步较佳的实施例中,请参阅图4,初压组件b包括初压辊b1、弧形压块b2和弧形限位缺口b3,初压辊b1通过轴承二活动安装在机体1内并通过驱动组件6驱动,弧形压块b2固定连接在初压辊b1的外壁上,弧形限位缺口b3开设在弧形压块b2远离初压辊b1的一侧,弧形限位缺口b3的截面呈半圆且其半径与对应的金属丝半径相同,初压辊b1位于压料槽a3正下方且初压辊b1的顶端处于导料槽a2内,弧形压块b2与压料槽a3对应。
67.本实施例中,弧形压块b2会将金属丝和刀片刺带一起压入弧形限位缺口b3内使刀片刺带部分包裹金属丝。
68.本发明进一步较佳的实施例中,请参阅图3-4,弧形压块b2的数量不少于两个并以初压辊b1轴心为参考呈环形排列,相邻弧形压块b2间的距离与对应刀片刺带上相邻刀片间的距离相同。
69.本发明进一步较佳的实施例中,请参阅图2-3,转向组件c包括转向辊一c1和转向辊二c2,转向辊一c1和转向辊二c2均通过轴承三分别活动连接在机体1内,转向辊一c1位于转向辊二c2左上侧,转向辊一c1和转向辊二c2通过皮带一c3传动连接,转动辊一通过机体1后侧驱动组件6驱动。
70.本发明进一步较佳的实施例中,请参阅图3、5、9、10,封口组件d包括弧形板d1、封口槽d2、封口辊d3、皮带二d4、安装槽d5、封口板一d6、封口板二d7、导向杆d8、凹槽d9和定位凸块d10,弧形板d1固定连接在机体1内顶壁且处于转向辊二c2的右侧,弧形板d1的下表面开设有左右两端开放的封口槽d2,封口辊d3通过轴承四活动连接在机体1内并通过皮带二d4与初压辊b1传动连接,封口辊d3的外侧开设有安装槽d5,安装槽d5的内壁上固定连接有两个导向杆d8,且导向杆d8与封口辊d3轴心平行,封口板一d6通过其上开设的穿孔活动连接在两个导向杆d8上,封口板二d7固定连接在封口辊d3外侧且处于安装槽d5的后侧,封口板一d6延伸出安装槽d5的部分和封口板二d7的形态匹配,封口板一d6靠近封口板二d7的一侧开设有凹槽d9,封口板二d7上的对应位置固定连接有定位凸块d10,且定位凸块d10与凹槽d9的尺寸匹配且定位凸块d10插接在凹槽d9内时封口板一d6和封口板二d7接触。
71.本实施例中,定位凸块d10部分插入凹槽d9内以确保封口板一d6和封口板二d7的位置关系,导向杆d8直径略小于穿孔之间,这样封口板一d6和封口板二d7进入封口槽d2内时能够跟随封口槽d2渐变的宽度逐渐闭合,对刀片刺带进行封口使其完全包裹金属丝,通过利用封口辊d3和弧形板d1将刀片压平舒展。
72.本发明进一步较佳的实施例中,请参阅图2-3,传输组件e包括导向板e1、传输辊e2和皮带三e3,导向板e1固定连接在机体1内前后壁之间,传输辊e2活动连接在连接基板41上,连接基板41的数量不少于两个且以连接基板41的轴心为参照呈环形排列,相邻传输辊e2之间通过皮带三e3传动连接,且传输辊e2通过机体1后侧的驱动组件6驱动,导向板e1的一端与机体1内顶壁固定连接且处于弧形板d1的右侧。
73.本发明进一步较佳的实施例中,请参阅图3,导向组件f包括中心筒f1、维持筒f2、安装孔f3、通孔f4和入料缺口f5,中心筒f1和维持筒f2均固定连接在连接基板41的正面,且中心筒f1处于维持筒f2内侧,维持筒f2侧壁上对应传输辊e2的位置开设有入料缺口f5,中心筒f1的底部开设有安装孔f3,维持筒f2底部对应安装孔f3的位置开设有通孔f4。
74.本发明进一步较佳的实施例中,请参阅图1-10,塑形组件g包括u形架g1、气缸g2、夹持盒g3、销轴g4、塑形钳头g5、复位弹簧g6、传输盒g7、传输口g8、转辊一g9、转辊二g10、传送带g11、传输电机g12、皮带四g13、分隔板g14、垫块g15和压圈槽g16,u形架g1固定连接在机体1内,且连接基板41处于u形架g1内侧,气缸g2固定安装在u形架g1中部对应通孔f4的位置,气缸g2的输出端固定连接有夹持盒g3,夹持盒g3内左右壁之间固定连接有销轴g4,销轴g4上活动连接有两个交错的塑形钳头g5,两个塑形钳头g5相背的一侧均通过复位弹簧g6与夹持盒g3内壁活动连接。
75.传输盒g7固定连接在安装孔f3内,传输口g8开设在传输盒g7的底壁,传输盒g7内左右壁之间固定连接有转辊一g9和转辊二g10,转辊一g9位于转辊二g10前侧且两者通过传送带g11传动连接,传输电机g12固定安装在传输盒g7的上表面,且传输电机g12通过皮带四g13与转辊二g10传动连接,传送带g11上固定连接有三个等距离排列的分隔板g14,传送带g11上还固定连接有三个垫块g15,且三个垫块g15与三个分隔板g14交错排布,垫块g15远离传送带g11的一侧开设有压圈槽g16。
76.本发明进一步较佳的实施例中,塑形钳头g5呈逗号状,压圈槽g16的截面呈半圆状,两个塑形钳头g5进入压圈槽g16内时受压圈槽g16形态导向会闭合,将金属卡扣固定在两条刺带网上,封口槽d2呈喇叭状,且封口槽d2的宽度从左至右依次减小,夹持盒g3的侧壁上固定安装有摄像头7用于检测传送带g11工作情况,封口板二d7靠近封口板一d6的一侧与安装槽d5内壁之间固定连接有簧片8用于维持封口板二d7远离封口板一d6的趋势。
77.该蛇腹形刺带网加工用卷制包刺一体机工作时,将金属丝和冲压处的刀片刺带通过入料管2放入机体1,导料辊a4对两者进行传送,同时拉动刀片刺带和金属丝使两者被压入初压辊b1与导料槽a2之间,使刀片刺带上的刀片与弧形压块b2错开,在将两者绕在转向辊一和转向辊二上,处于转向辊一上侧,转向辊二下侧,随后拉入封口辊与弧形板之间,确保刀片刺带上的刀片处于相邻封口板一之间,在将两者通过传输辊e2导入中心筒f1和维持筒f2之间使之在中心筒f1上形成螺旋环绕,再通过出料孔3拉出;
78.完成物料安装后,启动各驱动组件6,金属丝和刀片刺带被带动传送,两者经过初压组件b时,受弧形压块b2配合压料槽a3的压制,刀片刺带对金属丝形成包裹,刀片刺带此时呈u形弯折,随后经过初步压制的刺带网被转向组件c传输进入封口组件d内,刀片刺带的弯折开口处抵在定位凸块d10上,刀片刺带上的刀片处于相邻封口板一d6之间,刺带网跟随封口辊d3运动,封口板一d6和封口板二d7进入封口槽d2内时,两者间距逐渐贴近,将刀片刺带的开口压实,使刀片刺带上除刀片的位置完全包裹在金属丝外,而刀片刺带上的刀片则被封口辊d3配合弧形板d1压平,舒展开来;
79.随后完成包刺的刺带网通过传输组件e进入维持筒f2内并缠绕在中心筒f1上,随着刺带网的缠绕,传送带g11上的分隔板g14会对刺带网形成阻挡,摄像头7检测到阻挡了两条时,传送带g11转动使下一个分隔板g14对刺带网进行阻挡,将金属卡扣放在两个塑形钳头g5之间,气缸g2推动使塑形钳头g5带动两条刺带网进入压圈槽g16内完成金属环的安装,
随后刺带网由出料孔3出料,得到蛇腹形刺带网。
80.对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现,因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。