1.本发明涉及1,4-丁二醇生产技术领域,尤其涉及一种1,4-丁二醇的分离纯化工艺与系统。
背景技术:
2.1,4-丁二醇是一种重要的基本有机化工原料,用于生产四氢呋喃、聚对苯二甲酸二丁酯、γ-丁内酯和聚氨酯等。近年来,随着可降解材料的快速发展,以1,4-丁二醇为原料的pbs(英文全称:poly(butylene succinate);中文全称:聚丁二酸丁二醇酯)、pbat(英文全称:poly(butyleneadipate-co-terephthalate);中文全称:聚己二酸/对苯二甲酸丁二醇酯)等可降解材料的产能越来越大,使得上游原料1,4-丁二醇需求量也快速增长,世界上各大1,4-丁二醇生产商都纷纷扩能增产。
3.目前,1,4-丁二醇合成路线约有数十种,其中一种是以马来酸酐或丁二酸为原料,经低碳醇酯化、加氢得到1,4-丁二醇并回收低碳醇。该方法中,1,4-丁二醇会发生副反应,即脱氢生成羟基丁醛,羟基丁醛继续与1,4-丁二醇反应生成环状缩醛类物质即2-(4-羟基丁氧基)四氢呋喃。尤其是在加氢催化剂运行后期,2-(4-羟基丁氧基)四氢呋喃生成产率会显著增高。
4.虽然,在加氢反应过程中2-(4-羟基丁氧基)四氢呋喃生成量很少,且该物质的正常沸点达到246℃,与1,4-丁二醇的沸点差约有20℃左右,但是由于2-(4-羟基丁氧基)四氢呋喃与产品1,4-丁二醇形成最低恒沸物,该最低恒沸物的恒沸点与1,4-丁二醇十分接近,无法通过常规精馏分离去除该副产品。另外,2-(4-羟基丁氧基)四氢呋喃是一种显色物质,极少量也会对以1,4-丁二醇为原料的下游应用产生不利影响。
5.近年来,以1,4-丁二醇为原料合成pbs、pbat过程中,2-(4-羟基丁氧基)四氢呋喃的存在对产品质量影响显著,因此对1,4-丁二醇产品纯度越来越高。目前在工业生产过程中,只有通过损失1,4-丁二醇收率并提高精馏操作条件来保证1,4-丁二醇产品纯度满足下游要求,从而造成了1,4-丁二醇产品的浪费,降低了产能,从经济性角度考虑是极不合理的。
6.为解决2-(4-羟基丁氧基)四氢呋喃对1,4-丁二醇产品纯度的影响,已经有各种文献进行了报道,如申请号为us4383895、jp61/197534、cn1216973、cn103044197b、cn103044198b等的专利,它们或者限制2-(4-羟基丁氧基)四氢呋喃的生成,或者采用非常规精馏,或者将粗1,4-丁二醇物流通过继续反应降低2-(4-羟基丁氧基)四氢呋喃含量。但是,无法获得纯度99.9%以上的1,4-丁二醇产品。另外,生产过程中还需要采用加氢工艺,存在工艺流程复杂、操作条件苛刻、投资和能耗较大、经济性差等问题。
技术实现要素:
7.本发明提供一种1,4-丁二醇的分离纯化工艺与系统,以解决现有1,4-丁二醇生产过程中纯度较低的问题。
8.本发明提供一种1,4-丁二醇的分离纯化工艺,该工艺包括:
9.s01:粗1,4-丁二醇在脱重塔中分离,侧线采出含1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃的混合物a。
10.粗1,4-丁二醇在脱重塔中分离。在本发明中,该粗1,4-丁二醇为顺酐经酯化、加氢、脱除轻组分后的含1,4-丁二醇的产物。其中,1,4-丁二醇的含量为该产物总含量的85-90%。脱重塔的塔顶采出γ-丁内酯以及未反应的丁二酸二甲酯等轻组分;侧线采出含1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃的混合物a;塔底采出2-(4-羟基丁氧基)四氢呋喃以及其他重组分。
11.粗1,4-丁二醇在脱重塔分离的过程中,脱重塔采用填料塔,且填料高度为10-50块理论塔板,操作压力为5-25kpa,回流比为5-10,塔顶温度160-200℃,塔底温度180-220℃,塔底重组分中1,4-丁二醇浓度低于20wt%。
12.s02:所述混合物a进入汽提塔分离,侧线采出1,4-丁二醇,塔底采出含2-(4-羟基丁氧基)四氢呋喃的1,4-丁二醇塔底产物。
13.脱重塔侧线采出的混合物a直接进入汽提塔进行分离。其中,塔顶采出含有γ-丁内酯等轻组分的1,4-丁二醇,侧线采出高纯度的1,4-丁二醇,塔底采出含2-(4-羟基丁氧基)四氢呋喃的1,4-丁二醇塔底产物。塔顶采出的含有γ-丁内酯等轻组分的1,4-丁二醇重新进入脱重塔进行分离。侧线采出的1,4-丁二醇的纯度大于99.9%。塔底采出的1,4-丁二醇塔底产物中,2-(4-羟基丁氧基)四氢呋喃的浓度为0.5wt%~5wt%。
14.混合物a在汽提塔分离的过程中,汽提塔采用填料塔,且填料高度为20-50块理论塔板,操作压力为5-30kpa,回流比为5-10,塔顶温度140-180℃,塔底温度180-200℃,侧线采出的1,4-丁二醇纯度大于99.9wt%。
15.s03:所述1,4-丁二醇塔底产物冷却后进入萃取塔的下部,与从所述萃取塔上部进入的萃取剂逆流接触;塔顶采出萃取剂和1,4-丁二醇的混合物b,塔底采出部分萃取剂、部分1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃的混合物c。
16.汽提塔塔底采出的1,4-丁二醇塔底产物经过水冷却器冷却后进入萃取塔的下部,萃取塔上部进入萃取剂,由此,1,4-丁二醇塔底产物与萃取剂在萃取塔内逆流接触。在萃取剂的作用下,塔顶采出萃取剂和1,4-丁二醇的混合物b,塔底采出部分萃取剂、部分1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃的混合物c。其中,该部分萃取剂、部分1,4-丁二醇为萃取塔塔顶采出的萃取剂和1,4-丁二醇剩余后的。
17.1,4-丁二醇塔底产物在萃取塔萃取的过程中,萃取塔采用填料塔,且填料高度为10-50块理论塔板,操作压力为200-800kpa,溶剂比为3-10,萃取剂进塔温度为50-100℃。
18.在本发明中,萃取剂为高沸点的复合萃取剂,该萃取剂包括烷基咪唑类离子液体、含有硝基的芳香醚类化合物和含有苯环取代基的呋喃类化合物。烷基咪唑类离子液体属于强极性溶剂,对分子极性较强的1,4-丁二醇具有良好的选择性;苯环取代基的呋喃类化合物对含有呋喃环的2-(4-羟基丁氧基)四氢呋喃具有良好的选择性;含有硝基的芳香醚类化合物具有较低的粘度,且对苯环取代基的呋喃类化合物具有良好的溶解性能,可保证复配物系在常温下成液相状态。由此,通过多种化合物之间的复配和组分间的协同作用,使得复配后的溶剂具有适宜的粘度、选择性以及较高的沸点,以使得复合萃取剂与1,4-丁二醇溶液接触的过程发生分相,进而实现1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃的选择性分
离。分离后的1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃通过精馏过程即可得到99.99wt%以上的1,4-丁二醇和浓度提升后的1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃混合物,其中,2-(4-羟基丁氧基)四氢呋喃浓度在10wt%以上。
19.另外,由于复合萃取剂的各组分沸点均显著高于2-(4-羟基丁氧基)四氢呋喃的沸点,使得复合萃取剂再生过程只需要通过简单的负压蒸馏即可实现,同时萃取剂来源广泛、性能稳定,可以循环使用。
20.具体的,烷基咪唑类离子液体的占比为10wt%-60wt%,含有硝基的芳香醚类化合物的占比为10wt%-40wt%,含有苯环取代基的呋喃类化合物的占比为10wt%-60wt%。较为优选地,烷基咪唑类离子液体的占比为20wt%-50wt%,含有硝基的芳香醚类化合物的占比为20wt%-30wt%,含有苯环取代基的呋喃类化合物的占比为20wt%-40wt%。
21.更为具体的,烷基咪唑类离子液体包括氯化1-丁基-3-甲基咪唑盐和/或1-丁基-3-甲基咪唑氟硼酸盐。含有硝基的芳香醚类化合物包括邻硝基苯甲醚和/或邻硝基苯乙醚。含有苯环取代基的呋喃类化合物包括2-(3-苯丙基)四氢呋喃和/或2-(4-甲氧基苯基)-四氢呋喃。
22.s04:所述混合物b进入1,4-丁二醇回收塔分离,塔顶采出1,4-丁二醇,塔底采出再生萃取剂a。
23.萃取塔塔顶采出的混合物b进入1,4-丁二醇回收塔进行分离。塔顶采出超高纯度的1,4-丁二醇,塔底采出再生萃取剂a。其中,1,4-丁二醇的纯度大于99.99wt%,再生萃取剂a的纯度大于99.9wt%。
24.混合物b在1,4-丁二醇回收塔分离过程中,1,4-丁二醇回收塔采用填料塔,且填料高度为10-50块理论塔板,操作压力为1-10kpa,回流比为1-5,塔顶温度120-180℃,塔底温度200-240℃。
25.s05:所述混合物c进入溶剂回收塔分离,塔顶采出2-(4-羟基丁氧基)四氢呋喃和1,4-丁二醇的混合物d,塔底采出再生萃取剂b。
26.萃取塔塔底采出的混合物c进入溶剂回收塔进行分离。塔顶采出2-(4-羟基丁氧基)四氢呋喃和1,4-丁二醇的混合物d,塔底采出再生萃取剂b。其中,混合物d中的2-(4-羟基丁氧基)四氢呋喃的浓度大于10wt%;塔底产物中再生萃取剂b的纯度大于99.9wt%。塔顶采出2-(4-羟基丁氧基)四氢呋喃和1,4-丁二醇的混合物d返回脱重塔进行分离。
27.混合物c在溶剂回收塔分离过程中,溶剂回收塔采用填料塔,且填料高度为20-50块理论塔板,操作压力为1-10kpa,回流比为1-10,塔顶温度120-180℃,塔底温度200-240℃。
28.s06:所述再生萃取剂a和所述再生萃取剂b经混合、冷却后进入所述萃取塔。
29.再生萃取剂a和再生萃取剂b混合后,经过冷却器冷却后进入萃取塔循环使用。
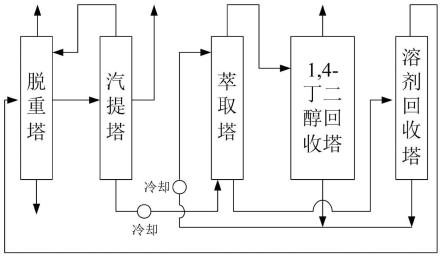
30.本发明提供一种1,4-丁二醇的分离纯化系统,包括脱重塔、汽提塔、萃取塔、1,4-丁二醇回收塔和溶剂回收塔,其中,所述脱重塔的侧线连接所述汽提塔,所述汽提塔的塔底连接所述萃取塔,所述萃取塔的塔顶、塔底分别连接所述1,4-丁二醇回收塔和所述溶剂回收塔,所述1,4-丁二醇回收塔和所述溶剂回收塔的塔底均连接所述萃取塔的塔顶,所述溶剂回收塔的塔顶连接所述脱重塔。
31.本发明的实施例提供的技术方案可以包括以下有益效果:
32.本发明提供一种1,4-丁二醇的分离纯化工艺与系统,该工艺中的萃取剂为高沸点的复合萃取剂,通过多种化合物之间的复配和组分间的协同作用,使得复配后的溶剂具有适宜的粘度、选择性以及较高的沸点,以使得复合萃取剂与1,4-丁二醇溶液接触的过程发生分相,进而实现1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃的选择性分离。分离后的1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃通过精馏过程即可得到99.99wt%以上的1,4-丁二醇和浓度提升后的1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃混合物,其中,2-(4-羟基丁氧基)四氢呋喃浓度在10wt%以上。另外,通过合理的设置工艺流程,不仅能够同时获得高纯度和超高纯度的1,4-丁二醇,还能够根据需要灵活调节两种产物比例,显著提高1,4-丁二醇的回收率,最大限度减少了1,4-丁二醇损失率,提高了经济效益。本发明提供的系统设备简单、投资低、分离效率高、产品纯度高、产品纯度灵活可调、1,4-丁二醇回收率高。
33.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本发明。
附图说明
34.为了更清楚地说明本发明的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
35.图1为本发明实施例提供的1,4-丁二醇的分离纯化系统的结构示意图。
具体实施方式
36.本发明提供一种1,4-丁二醇的分离纯化系统,如附图1所示。该系统包括脱重塔、汽提塔、萃取塔、1,4-丁二醇回收塔和溶剂回收塔。具体的,脱重塔为顺酐经酯化、加氢、脱除轻组分后的含1,4-丁二醇的粗1,4-丁二醇进行分离的塔。脱重塔分别与汽提塔、溶剂回收塔相连接。粗1,4-丁二醇在脱重塔进行分离后,塔顶采出γ-丁内酯以及未反应的丁二酸二甲酯等轻组分;侧线采出含1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃的混合物a;塔底采出2-(4-羟基丁氧基)四氢呋喃以及其他重组分。侧线采出的混合物a直接进入汽提塔进行分离。
37.汽提塔为脱重塔侧线采出的混合物a进行分离的塔,该汽提塔的塔底连接萃取塔。混合物a在汽提塔分离的过程中,塔顶采出含有γ-丁内酯等轻组分的1,4-丁二醇,侧线采出高纯度的1,4-丁二醇,塔底采出含2-(4-羟基丁氧基)四氢呋喃的1,4-丁二醇塔底产物。
38.萃取塔为汽提塔塔底采出的1,4-丁二醇塔底产物进行分离的塔,该萃取塔的塔顶、塔底分别连接1,4-丁二醇回收塔和溶剂回收塔。1,4-丁二醇塔底产物在萃取塔分离的过程中,塔顶采出萃取剂和1,4-丁二醇的混合物b,塔底采出部分萃取剂、部分1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃的混合物c。
39.1,4-丁二醇回收塔为萃取塔塔顶采出的混合物b进行分离的塔,该1,4-丁二醇回收塔的塔底连接萃取塔的塔顶。混合物b在1,4-丁二醇回收塔分离的过程中,塔顶采出超高纯度的1,4-丁二醇,塔底采出再生萃取剂a。
40.溶剂回收塔为萃取塔塔底采出的混合物c进行分离的塔,该溶剂回收塔的塔底连接萃取塔的塔顶、塔顶连接脱重塔。混合物c在溶剂回收塔分离的过程中,塔顶采出2-(4-羟
基丁氧基)四氢呋喃和1,4-丁二醇的混合物d,塔底采出再生萃取剂b。再生萃取剂a和再生萃取剂b返回萃取塔循环利用,混合物d进入脱重塔进行分离。
41.本发明还提供一种1,4-丁二醇的分离纯化工艺,下述以具体实施例的方式进行具体描述。
42.实施例1
43.本发明实施例提供一种1,4-丁二醇的分离纯化工艺,该工艺包括:
44.s101:粗1,4-丁二醇在脱重塔中分离。其中,1,4-丁二醇的含量为80.1wt%,2-(4-羟基丁氧基)四氢呋喃的含量为0.6wt%,轻组分的含量为17.1wt%,其余重组分的含量为2.2wt%。脱重塔的塔顶采出γ-丁内酯以及未反应的丁二酸二甲酯等轻组分;侧线采出含1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃的混合物a;塔底采出2-(4-羟基丁氧基)四氢呋喃以及其他重组分。脱重塔的填料高度为50块理论塔板,操作压力为10kpa,回流比为8,塔顶温度180℃,塔底温度200℃,塔底重组分中1,4-丁二醇浓度低于20wt%。
45.s102:脱重塔侧线采出的混合物a直接进入汽提塔进行分离。其中,塔顶采出含有γ-丁内酯等轻组分的1,4-丁二醇,侧线采出高纯度的1,4-丁二醇,塔底采出含2-(4-羟基丁氧基)四氢呋喃的1,4-丁二醇塔底产物。塔顶采出的含有γ-丁内酯等轻组分的1,4-丁二醇重新进入脱重塔进行分离。侧线采出的1,4-丁二醇的纯度大于99.9%。塔底采出的1,4-丁二醇塔底产物中,2-(4-羟基丁氧基)四氢呋喃的浓度为0.5wt%~5wt%。汽提塔的填料高度为40块理论塔板,操作压力为10kpa,回流比为10,塔顶温度160℃,塔底温度190℃。
46.s103:汽提塔塔底采出的1,4-丁二醇塔底产物经过水冷却器冷却后进入萃取塔的下部,萃取塔上部进入萃取剂,由此,1,4-丁二醇塔底产物与萃取剂在萃取塔内逆流接触。在萃取剂的作用下,塔顶采出萃取剂和1,4-丁二醇的混合物b,塔底采出部分萃取剂、部分1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃的混合物c。萃取塔的填料高度为30块理论塔板,操作压力为600kpa,溶剂比为6,萃取剂进塔温度为80℃,1,4-丁二醇塔底产物冷后进萃取塔的温度为80℃。萃取塔中的萃取剂包括氯化1-丁基-3-甲基咪唑、邻硝基苯甲醚、2-(4-甲氧基苯基)-四氢呋喃,其中,氯化1-丁基-3-甲基咪唑的占比为40wt%、邻硝基苯甲醚的占比为20wt%、2-(4-甲氧基苯基)-四氢呋喃的占比为40wt%。
47.s104:萃取塔塔顶采出的混合物b进入1,4-丁二醇回收塔进行分离。塔顶采出超高纯度的1,4-丁二醇,塔底采出再生萃取剂a。其中,1,4-丁二醇的纯度大于99.99wt%,再生萃取剂a的纯度大于99.9wt%。1,4-丁二醇回收塔的填料高度为30块理论塔板,操作压力为5kpa,回流比为3,塔顶温度160℃,塔底温度220℃。
48.s105:萃取塔塔底采出的混合物c进入溶剂回收塔进行分离。塔顶采出2-(4-羟基丁氧基)四氢呋喃和1,4-丁二醇的混合物d,塔底采出再生萃取剂b。其中,混合物d中的2-(4-羟基丁氧基)四氢呋喃的浓度大于10wt%;塔底产物中再生萃取剂b的纯度大于99.9wt%。溶剂回收塔的料高度为30块理论塔板,操作压力为5kpa,回流比为3,塔顶温度160℃,塔底温度220℃。
49.s106:再生萃取剂a和再生萃取剂b混合后,经过冷却器冷却后进入萃取塔循环使用。
50.实施例2
51.本发明实施例提供一种1,4-丁二醇的分离纯化工艺,该工艺包括:
52.s201:粗1,4-丁二醇在脱重塔中分离。其中,1,4-丁二醇的含量为80.1wt%,2-(4-羟基丁氧基)四氢呋喃的含量为0.6wt%,轻组分的含量为17.1wt%,其余重组分的含量为2.2wt%。脱重塔的塔顶采出γ-丁内酯以及未反应的丁二酸二甲酯等轻组分;侧线采出含1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃的混合物a;塔底采出2-(4-羟基丁氧基)四氢呋喃以及其他重组分。脱重塔的填料高度为10块理论塔板,操作压力为5kpa,回流比为5,塔顶温度160℃,塔底温度180℃,塔底重组分中1,4-丁二醇浓度低于20wt%。
53.s202:脱重塔侧线采出的混合物a直接进入汽提塔进行分离。其中,塔顶采出含有γ-丁内酯等轻组分的1,4-丁二醇,侧线采出高纯度的1,4-丁二醇,塔底采出含2-(4-羟基丁氧基)四氢呋喃的1,4-丁二醇塔底产物。塔顶采出的含有γ-丁内酯等轻组分的1,4-丁二醇重新进入脱重塔进行分离。侧线采出的1,4-丁二醇的纯度大于99.9%。塔底采出的1,4-丁二醇塔底产物中,2-(4-羟基丁氧基)四氢呋喃的浓度为0.5wt%。汽提塔的填料高度为20块理论塔板,操作压力为5kpa,回流比为5,塔顶温度140℃,塔底温度180℃。
54.s203:汽提塔塔底采出的1,4-丁二醇塔底产物经过水冷却器冷却后进入萃取塔的下部,萃取塔上部进入萃取剂,由此,1,4-丁二醇塔底产物与萃取剂在萃取塔内逆流接触。在萃取剂的作用下,塔顶采出萃取剂和1,4-丁二醇的混合物b,塔底采出部分萃取剂、部分1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃的混合物c。萃取塔的填料高度为10块理论塔板,操作压力为200kpa,溶剂比为3,萃取剂进塔温度为50℃。萃取塔中的萃取剂包括氯化1-丁基-3-甲基咪唑、邻硝基苯甲醚、2-(4-甲氧基苯基)-四氢呋喃,其中,氯化1-丁基-3-甲基咪唑的占比为40wt%、邻硝基苯甲醚的占比为30wt%、2-(4-甲氧基苯基)-四氢呋喃的占比为30wt%。
55.s204:萃取塔塔顶采出的混合物b进入1,4-丁二醇回收塔进行分离。塔顶采出超高纯度的1,4-丁二醇,塔底采出再生萃取剂a。其中,1,4-丁二醇的纯度大于99.99wt%,再生萃取剂a的纯度大于99.9wt%。1,4-丁二醇回收塔的填料高度为10块理论塔板,操作压力为1kpa,回流比为1,塔顶温度120℃,塔底温度200℃。
56.s205:萃取塔塔底采出的混合物c进入溶剂回收塔进行分离。塔顶采出2-(4-羟基丁氧基)四氢呋喃和1,4-丁二醇的混合物d,塔底采出再生萃取剂b。其中,混合物d中的2-(4-羟基丁氧基)四氢呋喃的浓度大于10wt%;塔底产物中再生萃取剂b的纯度大于99.9wt%。溶剂回收塔的料高度为20块理论塔板,操作压力为1kpa,回流比为1,塔顶温度120℃,塔底温度200℃。
57.s206:再生萃取剂a和再生萃取剂b混合后,经过冷却器冷却后进入萃取塔循环使用。
58.实施例3
59.本发明实施例提供一种1,4-丁二醇的分离纯化工艺,该工艺包括:
60.s301:粗1,4-丁二醇在脱重塔中分离。其中,1,4-丁二醇的含量为80.1wt%,2-(4-羟基丁氧基)四氢呋喃的含量为0.6wt%,轻组分的含量为17.1wt%,其余重组分的含量为2.2wt%。脱重塔的塔顶采出γ-丁内酯以及未反应的丁二酸二甲酯等轻组分;侧线采出含1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃的混合物a;塔底采出2-(4-羟基丁氧基)四氢呋喃以及其他重组分。脱重塔的填料高度为50块理论塔板,操作压力为25kpa,回流比为10,塔顶温度200℃,塔底温度220℃,塔底重组分中1,4-丁二醇浓度低于20wt%。
61.s302:脱重塔侧线采出的混合物a直接进入汽提塔进行分离。其中,塔顶采出含有γ-丁内酯等轻组分的1,4-丁二醇,侧线采出高纯度的1,4-丁二醇,塔底采出含2-(4-羟基丁氧基)四氢呋喃的1,4-丁二醇塔底产物。塔顶采出的含有γ-丁内酯等轻组分的1,4-丁二醇重新进入脱重塔进行分离。侧线采出的1,4-丁二醇的纯度大于99.9%。塔底采出的1,4-丁二醇塔底产物中,2-(4-羟基丁氧基)四氢呋喃的浓度为5wt%。汽提塔的填料高度为50块理论塔板,操作压力为30kpa,回流比为10,塔顶温度180℃,塔底温度200℃。
62.s303:汽提塔塔底采出的1,4-丁二醇塔底产物经过水冷却器冷却后进入萃取塔的下部,萃取塔上部进入萃取剂,由此,1,4-丁二醇塔底产物与萃取剂在萃取塔内逆流接触。在萃取剂的作用下,塔顶采出萃取剂和1,4-丁二醇的混合物b,塔底采出部分萃取剂、部分1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃的混合物c。萃取塔的填料高度为50块理论塔板,操作压力为800kpa,溶剂比为10,萃取剂进塔温度为100℃。萃取塔中的萃取剂包括氯化1-丁基-3-甲基咪唑、邻硝基苯甲醚、2-(4-甲氧基苯基)-四氢呋喃,其中,氯化1-丁基-3-甲基咪唑的占比为10wt%、邻硝基苯甲醚的占比为50wt%、2-(4-甲氧基苯基)-四氢呋喃的占比为40wt%。
63.s304:萃取塔塔顶采出的混合物b进入1,4-丁二醇回收塔进行分离。塔顶采出超高纯度的1,4-丁二醇,塔底采出再生萃取剂a。其中,1,4-丁二醇的纯度大于99.99wt%,再生萃取剂a的纯度大于99.9wt%。1,4-丁二醇回收塔的填料高度为50块理论塔板,操作压力为10kpa,回流比为5,塔顶温度180℃,塔底温度240℃。
64.s305:萃取塔塔底采出的混合物c进入溶剂回收塔进行分离。塔顶采出2-(4-羟基丁氧基)四氢呋喃和1,4-丁二醇的混合物d,塔底采出再生萃取剂b。其中,混合物d中的2-(4-羟基丁氧基)四氢呋喃的浓度大于10wt%;塔底产物中再生萃取剂b的纯度大于99.9wt%。溶剂回收塔的料高度为50块理论塔板,操作压力为10kpa,回流比为10,塔顶温度180℃,塔底温度240℃。
65.s306:再生萃取剂a和再生萃取剂b混合后,经过冷却器冷却后进入萃取塔循环使用。
66.实施例4
67.本发明实施例提供一种1,4-丁二醇的分离纯化工艺,该工艺的具体流程同实施例1,仅是氯化1-丁基-3-甲基咪唑、邻硝基苯甲醚、2-(4-甲氧基苯基)-四氢呋喃的占比不同,具体为5:5:0。
68.实施例5
69.本发明实施例提供一种1,4-丁二醇的分离纯化工艺,该工艺的具体流程同实施例1,仅是氯化1-丁基-3-甲基咪唑、邻硝基苯甲醚、2-(4-甲氧基苯基)-四氢呋喃的占比不同,具体为5:1:4。
70.实施例6
71.本发明实施例提供一种1,4-丁二醇的分离纯化工艺,该工艺的具体流程同实施例1,仅是氯化1-丁基-3-甲基咪唑、邻硝基苯甲醚、2-(4-甲氧基苯基)-四氢呋喃的占比不同,具体为4:5:1。
72.上述实施例1-6示出的工艺运行稳定后,测试每个实施例中步骤s02、s03采出的1,4-丁二醇的纯度以及回收率,具体结果参见表1。
73.表1:1,4-丁二醇的纯度、回收率
74.实施例1,4-丁二醇回收率高纯1,4-丁二醇纯度超纯1,4-丁二醇纯度199.2%99.9%99.99%299.0%99.9%99.96%399.0%99.9%99.61%499.1%99.9%99.40%599.0%99.9%99.75%699.1%99.9%99.66%
75.由表1可见,实施例1-6示出的工艺运行稳定后,步骤s02采出的1,4-丁二醇的纯度达到99.9%以上,步骤s03采出的1,4-丁二醇的纯度能够达到99.99%。另外,1,4-丁二醇的回收率能够达到99%以上。由此能够说明,本发明提供的1,4-丁二醇的分离纯化工艺能够有效分离纯化1,4-丁二醇和2-(4-羟基丁氧基)四氢呋喃,得到超高纯度的1,4-丁二醇。
76.本领域技术人员在考虑说明书及实践这里发明的公开后,将容易想到本发明的其它实施方案。本发明旨在涵盖本发明的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本发明的一般性原理并包括本发明未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本发明的真正范围和精神由下面的权利要求指出。
77.应当理解的是,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。本发明并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本发明的范围仅由所附的权利要求来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。