1.本发明涉及汽车减震材料技术领域,尤其涉及一种空腔膨胀减震材料。
背景技术:
2.随着现代社会的不断发展和进步,震动和噪音已成为各个领域的严重问题;特别是,对于汽车而言,撞击所产生的强烈震动将会严重危害司机和乘客的生命安全。为了减震降噪,目前应用最广泛、最有效的方法,是使用各种减震材料,尤其是橡胶减震材料,它能有效地隔离震动和激发源,还可以吸收震动体的震动,因此被广泛应用于各种机动车辆、飞机、船舰中。
3.然而,现有的空腔填充膨胀减震材料,不能直接将减震材料附着在钢板、铝材、镀锌板等基材之上,需要加上粘接层才能与钢板、铝材、镀锌板等基材良好附着,操作工艺复杂。
技术实现要素:
4.为了解决现有减震材料不能直接附着在钢板、铝材、镀锌板等基材之上,需要加上粘接层,操作工艺复杂的技术问题,本发明提出一种空腔膨胀减震材料。本发明的空腔膨胀减震材料可直接附着在钢板、铝材、镀锌板等基材之上,且具有优良的力学性能以及减震降噪性能。
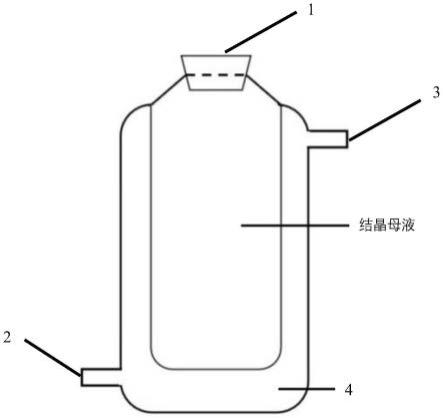
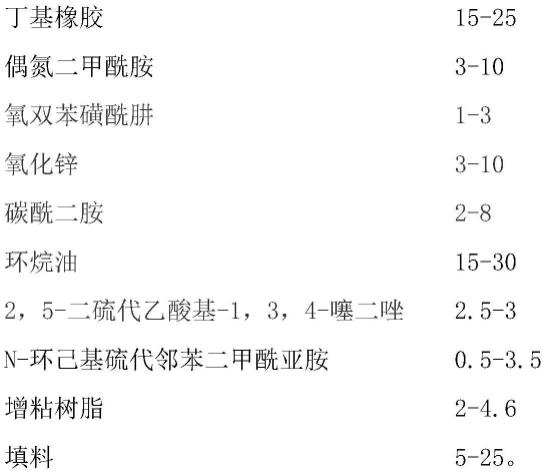
5.本发明一种空腔膨胀减震材料,所述减震材料由以下质量份的各物质组成:
6.进一步的,所述减震材料由以下质量份的各物质组成:
[0007][0008]
进一步的,所述减震材料由以下质量份的各物质组成:
[0009][0010]
进一步的,所述增粘树脂为c5加氢石油树脂、乙炔树脂、萜烯树脂中的一种或多种。
[0011]
本发明采用丁基橡胶为橡胶主体,橡胶环保无气味。丁基橡胶本身具有很优异的气密性,所以在发泡过程中能够最大限度的锁住气体,不让气体外溢,所以发泡体积能够达到10倍左右。
[0012]
本发明采用橡胶体系中加入增粘树脂,增粘树脂能够有效的和基材产生浸润和附着,保证了施工过程的初粘性,在无需粘接层的情况下能够粘接在基材上。2,5-二硫代乙酸基-1,3,4-噻二唑作为硫化剂,能够将橡胶进行交联,同时具有达到硫化温度后才能分解出活性硫的特性,所以不会产生焦烧现象,以及产品在储存过程中不会产生喷霜现象,同时2,5-二硫代乙酸基-1,3,4-噻二唑上含有2个羧基,能够和钢板、铝材和镀锌板等基材表面的羟基产生键合,保证了该减震材料烘烤后和基材具有优异的附着力。在增粘树脂的作用下,保证了没有粘接层的情况下,能够直接粘接在钢板、铝材和镀锌板等基材之上,施工更加简
单方便。在n-环己基硫代邻苯二甲酰亚胺和2,5-二硫代乙酸基-1,3,4-噻二唑的协同作用下,保证了完成高温烘烤后,膨胀的空腔膨胀减震材料能直接附着在钢板、铝材、镀锌板等基材之上,不会产生脱落。
[0013]
本发明充分发挥氧双苯磺酰肼发泡剂、偶氮二甲酰胺发泡剂和碳酰二胺、以氧化锌发泡助剂的协同作用,使得产品可适用的发泡温度更宽广,从160℃-210℃均满足发泡要求;同时利用丁基橡胶优异的气密性,且通过大量实验将发泡剂的发泡速度与硫化速度进行匹配,保证产品刚膨胀起来时,2,5-二硫代乙酸基-1,3,4-噻二唑正好完成硫化,保证了膨胀率大,且膨胀后不会塌陷的特性,可发泡范围为600%-1000%。高发泡率可有效降低使用成本。
附图说明
[0014]
图1为附着力测试实验示意图;
[0015]
图2为初始粘接力测试示意图;
[0016]
图3为剥离力曲线图。
具体实施方式
[0017]
实施例1
[0018]
一种空腔膨胀减震材料,所述减震材料由以下质量份的各物质组成:
[0019][0020][0021]
实施例2
[0022]
一种空腔膨胀减震材料,所述减震材料由以下质量份的各物质组成:
[0023][0024]
实施例3
[0025]
一种空腔膨胀减震材料,所述减震材料由以下质量份的各物质组成:
[0026][0027]
实施例4
[0028]
一种空腔膨胀减震材料,所述减震材料由以下质量份的各物质组成:
[0029]
[0030][0031]
实施例5
[0032]
一种空腔膨胀减震材料,所述减震材料由以下质量份的各物质组成:
[0033][0034]
对比实施例1
[0035]
一种空腔膨胀减震材料,所述减震材料由以下质量份的各物质组成:
[0036]
[0037][0038]
对比实施例2
[0039]
一种空腔膨胀减震材料,所述减震材料由以下质量份的各物质组成:
[0040][0041]
对比实施例3
[0042]
一种空腔膨胀减震材料,所述减震材料由以下质量份的各物质组成:
[0043][0044]
对比实施例4
[0045]
一种空腔膨胀减震材料,所述减震材料由以下质量份的各物质组成:
[0046]
[0047][0048]
对比实施例5
[0049]
一种空腔膨胀减震材料,所述减震材料由以下质量份的各物质组成:
[0050]
对比实施例6
[0051]
一种空腔膨胀减震材料,所述减震材料由以下质量份的各物质组成:
[0052]
对比实施例1-6均为实施例5的对比例。在实施例5的基础上,对比实施例1少了乙炔树脂;对比实施例2少了2,5-二硫代乙酸基-1,3,4-噻二唑;对比实施例3少了氧双苯磺酰肼和碳酰二胺;对比实施例4少了偶氮二甲酰胺和碳酰二胺;对比实施例5少了偶氮二甲酰胺和氧双苯磺酰肼;对比实施例6少了氧化锌。
[0053]
将实施例1-5与对比实施例1-6的空腔膨胀减震材料一起进行膨胀率、垂直加热流动性和密度三项检测,检测方法如下:
[0054]
膨胀率测试方法:
[0055]
用电子天平预先测出铝盘在空气中的质量(w1)及(20
±
1)℃蒸馏水中的质量(w2)。在上述测定质量后的铝盘中央放置待测试样约2g,注意试料内避免混进空气,称其质量(w3)和在(20
±
1)℃蒸馏水中的质量(w4)。然后在4.2.2规定烘烤条件下烘烤后取出固化试样,在试验环境温度下放置1h,再测定其在空气中的质量(w5)和(20
±
1)℃蒸馏水中的质量(w6)(w6因为膨胀后吸水的缘故要求在5s之内读数)。按下式计算体积变化率v,以%为表示单位记录体积变化率,注明收缩或膨胀。
[0056]
v=((w
4-w2)-(w
3-w1) (w
5-w1)-(w
6-w2))/((w
3-w1)-(w
4-w2))
×
100%
[0057]
式中:w1-铝盘在空气中的质量,g;
[0058]
w2-铝盘在水中的表观质量,g;
[0059]
w3-铝盘和试料在空气中的质量,g;
[0060]
w4-铝盘和试料在水中的表观质量,g;
[0061]
w5-铝盘和试料在加热后的空气中的质量,g;
[0062]
w6-铝盘和试料在加热后的水中的表观质量,g。
[0063]
以3个试验结果的算术平均值作为测定结果。
[0064]
垂直加热流动性测试方法:
[0065]
取长度为100mm的试样,粘贴在油面钢板(150mm
×
100mm
×
0.8mm)上,保证试样与钢板完全贴合,做好原始标记;将粘贴好的试样放于(试片垂直于地面,胶长度方向平行于地面)烘烤箱中160℃烘烤20min后,取出冷却至室温;观察是否从钢板上脱落或位移,用钢板尺测量并记录与原始标记的距离。
[0066]
密度测试方法:
[0067]
在试验环境下,用电子天平预先测出铝盘在空气中的质量(w1)及(20
±
1)℃蒸馏水的质量(w2)。在上述测定的质量后的铝盘上粘贴试样约2g,注意试料内避免混进空气,称其在空气中的质量(w3)和在(20
±
1)℃蒸馏水的质量(w4)。按下式计算密度ρ:
[0068]
ρ=(w
3-w1)/((w
3-w1)-(w
4-w2))
[0069]
式中:
[0070]
ρ—密度,g/cm3;
[0071]
w1—铝盘在空气中的质量,g;
[0072]
w2—铝盘在水中的表观质量,g;
[0073]
w3—铝盘和试料在空气中的质量,g;
[0074]
m4—铝盘和试料在水中的表观质量,g。
[0075]
以三个试验结果的算术平均值作为测定结果。
[0076]
通过实验检测,实施例1-5与对比实施例1-6的膨胀率、垂直加热流动性和密度三项检测结果如下:
[0077][0078]
膨胀率反应在空腔中的填充效果,膨胀率越大,同样用量情况下,可以填充的面积越大。
[0079]
垂直加热流动性反应产品在烘烤过程中的定向发泡能力,产品垂直放置时,向下的流动距离越大,产品的定性能力越差,越不能起到封堵效果。
[0080]
密度反应产品重量,密度越小,约有利于产品的轻量化。
[0081]
本发明的发泡剂为偶氮二甲酰胺,氧双苯磺酰肼两种材料在高温下分解放出氮气和水蒸气,氧化锌和碳酰二胺作为发泡助剂,降低发泡剂分解所需要的活化能,提升了反应速度,四个材料的配合,保证了产品的发气量。对比实施案例5只添加了发泡助剂,没有发泡剂,所以膨胀率为0。要想产品有优于的膨胀率,需要发泡剂的发泡速度与产品的硫化速度相匹配,但对比实施例2少了2,5-二硫代乙酸基-1,3,4-噻二唑硫化剂,导致在烘烤过程中,虽然发泡的过程中有大量气体放出,但没有硫化剂产生交联,导致部分气体跑出,所以不能形成较大的膨胀率。
[0082]
从以上结果可知:本发明的空腔膨胀减震材料有更优良的膨胀率,减震效果更好;同时在烘烤过程中产品的流淌性更低,产品的定向膨胀性更优良。
[0083]
附着力测试实验:
[0084]
将实施例1-5与对比实施例1-5的空腔膨胀减震材料与不同基材:钢板、铝材、镀锌板,进行附着力测试实验,检测方法如下:
[0085]
实验设备如下:
[0086]
a)油面钢板/镀锌板/铝板:250mm*100mm*0.8mm,数量各3件
[0087]
b)恒温烘炉:温度波动范围
±
1℃
[0088]
c)单面刀片
[0089]
d)雕刻刀
[0090]
测试步骤如下:
[0091]
在油面钢板/镀锌板/铝板中央均匀地涂布胶粘剂样品,胶体涂布形状尺寸为100mm*60mm*6mm
[0092]
把涂有胶粘剂的试片放入恒温炉内,按170℃烘烤20min
[0093]
取出试片,待其在标准状态下保持24h后用单面刀片在试板中央划开一条宽为10mm的胶带或用雕刻刀撬开涂层,其深度应到试板基面,如图1所示,以45
°
的方向向上慢慢剥离划开的胶带,观察胶体的破坏形式。胶体应能良好的附着在试板上,胶层应为内聚破坏。
[0094]
通过实验检测,实施例1-5与对比实施例1-6与基材的附着力测试结果如下:
[0095][0096]
本发明采用的2,5-二硫代乙酸基-1,3,4-噻二唑上含有2个羧基,能够和钢板、铝材、镀锌板等基材表面的羟基产生键合,同时羧基的强极性能够使产品与基材之间产生吸附,从而形成粘接,所以保证了该减震材料烘烤后和基材具有优异的附着力。但对比实施例2去掉了2,5-二硫代乙酸基-1,3,4-噻二唑,使基材与产品之间的附着力大大降低,低于了该减震材料的内聚力,在几种基材上都是界面破坏。
[0097]
初始粘接力测试:
[0098]
试验环境
[0099]
试验环境温度为23℃
±
2℃,相对湿度为50%
±
5%
[0100]
仪器及辅助用具
[0101]
a)拉力试验机,选择使用的拉力机应使试样的破坏载荷在满标负荷的10%-80%之间
[0102]
b)钢板试片
[0103]
c)辊轮
[0104]
d)低温冷冻箱
[0105]
基材试片制备
[0106]
用冷连轧薄钢板(dc04)、热成型镀锌板(dc56d z)、铝板(6061)制作(制作,尺寸为:200mm
×
25mm
×
0.8mm
[0107]
基材试片在使用前应对其表面涂防锈油,方法是将平整的无锈蚀钢板除去毛刺后,用无尘布蘸乙醇单方向清洗干净,并将基材试片垂直放入防锈油(防锈油型号根据制造公司使用情况确定)中5s~10s,取出后在23℃
±
2℃的温度下垂直倒立放置24h。
[0108]
试样制备
[0109]
a)常温试样:将300mm
×
25mm空腔膨胀减震材料铺贴在油面刚性试片上,铺贴时,从一端开始铺贴,铺贴过程中抚平铺贴面,保证粘贴面没有气泡,试片与空腔膨胀减震材料粘接面积为150mm
×
25mm,然后用5kg辊筒/砝码置于空腔膨胀减震材料上来回赶压两次,单次滚压时间不少于10s,然后室温放置30min,供测试使用。
[0110]
试验步骤
[0111]
a)将被粘试片的末胶接的一端弯曲180
°
,将刚性被粘试片夹紧在固定的夹头上,而将试片夹紧在另一个夹头上。注意使夹头间试样准确定位,以保证所施加的拉力均匀的分布在试样的宽度上(如图2)
[0112]
b)开动拉力试验机,使上下夹头以100mm/min的速率分离。
[0113]
c)试样剥离长度至少要有125mm,记录装置同时绘出剥离负荷曲线。并注意破坏的形式,即粘附破坏、内聚破坏或被粘物破坏。
[0114]
试验结果
[0115]
对于每个试样,从剥离力和剥离长度的关系曲线上测定平均剥离力,以n为单位。计算剥离力的剥离长度至少要100mm。但不包括最初的25mm,可以用划一条估计的等高线(见图3),或用侧面积法来得到平均剥离力。如果需要更准确的结果,还可以使用其他恰当的方法。
[0116]
每种基材测试3组试板,计算平均值,取2位有效数字。
[0117]
[0118][0119]
从以上结果可知:本发明的空腔膨胀减震材料,在不添加粘接层的情况下,能够完全附着在不同基材上面,施工性更好,更利于客户的使用。增粘剂通过减小产品与基材的接触角,增粘树脂更容易被粘附浸润,从而在基材上有很优异的初粘性。
[0120]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。