1.本发明涉及帽标制作设备技术领域,具体涉及一种桶装水帽标自动制作设备。
背景技术:
2.市场上原有桶装水瓶盖处标签为收缩型材料标签,是圆筒式,上下开口,收缩后,标签顶部收缩在瓶盖上方约3-5mm,主要作用是防旋开,然原有的标签无法防护桶装水瓶的出水孔,由此,在原有标签的基础上,设计出一种收缩型 非收缩型材料结合的桶装水帽标标签,为顶部封口,底部开口式。顶部封口为非收缩材料(称为标盖),底部圆筒式为收缩材料(称为标身),通过涂胶热压方式结合。收缩后对瓶盖顶部和瓶口周身进行全包裹,可以起到保护作用,防旋开,防污染。同时在标盖中间有打圆孔,便于收缩透气,在标盖边缘有模切小耳朵,便于将标盖与标身分离在标身底部有打点断撕拉线,便于消费者购买后移除标签,然而,在现有市场中没有制作新型帽标的自动化设备,人工制作质量得不到保证,效率低下,由此,如何高效的制作新型帽标成为急需解决的技术问题。
技术实现要素:
3.本发明的目的在于提供一种桶装水帽标自动制作设备,解决现有技术中无法高效制作新型帽标的问题。
4.本发明的目的可以通过以下技术方案实现:
5.一种桶装水帽标自动制作设备,包括转盘以及设置在所述转盘上的若干沿环状间隔排布的模具,所述模具行进路线上方依次设置有将所述帽标的标身套在所述模具上的标身套标装置;对所述标身底部进行预加热的标身底部收缩装置;对标身顶部进行加热使标身在所述模具顶面上形成封边的标身顶部收缩装置;对所述标身整体进行加热的标身收缩装置;在所述封边上涂胶的涂胶装置;裁切出帽标的标盖并将其粘贴在所述封边上的标盖裁切装置以及使所述标盖与所述标身紧密连接的热压装置。
6.作为本发明进一步的方案:所述模具包括定位台阶以及设置在所述定位台阶上的圆台体,所述定位台阶的四周凸出所述圆台体的底面;所述标身套标装置与所述标身底部收缩装置之间设置有用于将标身底端按压得与所述定位台阶顶面接触的标身校准装置。
7.作为本发明进一步的方案:所述标身套标装置与所述标身校准装置之间设置有检测所述圆台体上是否套有标身的标身感应器。
8.作为本发明进一步的方案:所述标身底部收缩装置具有为标身底部加热的热风管道,所述热风管道包括对称设置的c型左热风支管和c型右热风支管,所述左热风支管和所述右热风支管之间形成让模具通过的加热通道,当所述模具在所述加热通道内停留时,所述左热风支管和所述右热风支管的出风口正对着所述圆台体的底部。
9.作为本发明进一步的方案:所述标身收缩装置包括用于对所述标身整体进行加热的加热罩以及带动所述加热罩上下运动的第一升降机构。
10.作为本发明进一步的方案:所述涂胶装置包括环状的涂胶头以及带动所述涂胶头
上下移动的第二升降机构。
11.作为本发明进一步的方案:所述标盖裁切装置包括用于牵引薄膜从所述模具上方经过的牵引机构、用于在所述薄膜上裁切出标盖并将标盖粘贴在所述封边上的模切刀以及带动所述模切刀上下移动的第三升降机构。
12.作为本发明进一步的方案:所述模切刀包括环状主体设置在所述环状主体中心的切孔刀以及与所述环状主体一体成型形成闭环且凸出设置在所述环状主体外侧的切口,所述切口设置方向与所述薄膜的移动方向倾斜设置。
13.作为本发明进一步的方案:所述热压装置包括加热压板以及驱动所述加热压板上下移动的第四升降机构。
14.作为本发明进一步的方案:还包括用于将制作好的帽标依次收集的整理收集装置,所述整理收集装置包括设置在所述模具停留位置一侧的收集管道,所述收集管道设置为拱形,所述收集管道的进料口位于所述模具停留位置的上方,所述模具停留位置一侧且位于所述进料口下方设置有用于将所述模具上的帽标沿所述进料口吹入所述收集管道的第一气嘴;所述收集管道上的出料口处设置有挡板、带动所述挡板上下抖动的抖动机构以及带动所述挡板水平移动的平移机构。
15.本发明的有益效果:
16.1、通过转盘、模具、标身套标装置、标身底部收缩装置、标身收缩装置、涂胶装置、标盖裁切装置以及热压装置的一体化互配设置,实现新型帽标的自动化制作。
17.2、通过先对标签底部进行热收缩处理再对标签顶部进行热收缩处理最后对整体进行热收缩处理,使制作成的标身底端位于同一水平面的同时保证不同批次的标身高度尺寸统一。
18.3、本技术通过采用第一气嘴与收集管道配合收集帽标,大大提高帽标的收集效率,节约生产成本。
附图说明
19.下面结合附图对本发明作进一步的说明。
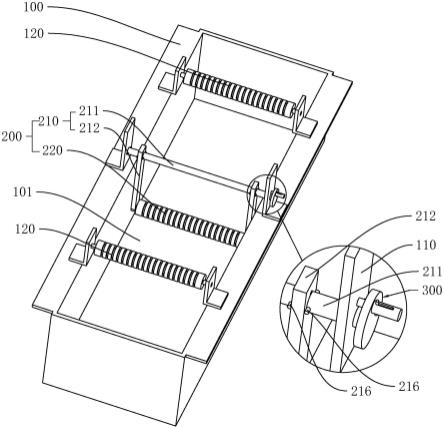
20.图1是本发明整体结构示意图;
21.图2是本发明中帽标的结构示意图
22.图3是本发明标身校准装置的结构示意图;
23.图4是本发明标身底部收缩装置的结构示意图;
24.图5是本发明标身顶部收缩装置的结构示意图;
25.图6是本发明标身收缩装置的结构示意图;
26.图7是本发明涂胶装置的结构示意图;
27.图8是本发明标盖裁切装置的结构示意图;
28.图9是本发明标盖裁切装置局部的结构示意图;
29.图10是本发明热压装置的结构示意图;
30.图11是本发明整理收集装置的俯视图;
31.图12是本发明整理收集装置的正视图。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
33.请参阅图1-2所示,本发明为一种桶装水帽标自动制作设备,包括转盘1以及设置在转盘1顶面沿转盘1边缘环状间隔排布的若干模具11,模具11行进路线上方依次设置有将帽标10的标身101套在模具11上的标身套标装置2;对标身101底部进行预加热的标身101底部收缩装置3;对标身101顶部进行加热,使标身101在模具11顶面上形成封边1011的标身顶部收缩装置32;对标身101整体进行加热标身收缩装置4;在封边1011上涂胶的涂胶装置5;裁切出帽标10的标盖102并将其粘贴在封边1011上的标盖裁切装置6、使标盖102与标身101紧密连接的热压装置7以及将制作好的帽标收集起来的整理收集装置0,当标身套标装置2将标身101依次套在模具11上后,在电机的驱动下,转盘1会带动目标模具11间歇转动进而使目标模具11带动标身101逐一停留在标身底部收缩装置31、标身顶部收缩装置32、标身收缩装置4、涂胶装置5、标盖裁切装置6以及热压装置7的工位上进行加工,完成帽标10的制作。帽标制作好的后,转盘1继续转动将目标模具11转动到整理收集装置0的工位上停留,整理收集装置0将标模具11上的帽标10收集起来。收集完毕后,转盘1继续转动,将目标模具11重新转动到标身套标装置2的工位上,使此目标模具11被循环利用。本实施例中,通过将生产收集帽标所需的各装置围绕转盘1的周向设置,使各装置之间更加紧凑,节省帽标自动制作设备所占空间。
34.具体的,请参阅图1-3所示,模具11包括圆盘状的定位台阶111以及设置在定位台阶111上的圆台体112,定位台阶111的四周凸出圆台体112的底面设置,使标身101套设到圆台体112上后底端位于同一水平面上。沿高度方向上,圆台体112的直径从上到下逐渐变大,以便后期将制作好的帽标10从圆台体112上取下。标身的高度大于圆台体112的高度,使标身101的顶部形成封边1011与标盖102粘接形成完整的帽标10。优选的,标身101的高度比圆台体112高度高3-5mm。
35.帽标自动制作设备还包括检测圆台体112上是否套有标身101的标身感应器8,标身套标装置2将标身101套在圆台体112上后,圆台体112在转盘1的带动下经过标身感应器8的感应区域,当标身感应器8感应到目标圆台体112上套有标身101时,后续的加工装置才会根据目标圆台体112的位置进行加工;当标身感应器8未在目标圆台体112上感应到标身101时,后续的加工装置自动跳过此圆台体112,避免后续的装置对着空载的圆台体112加工。
36.请参阅图3所示,帽标自动制作设备还包括将标身101套在圆台体112上的位置进行校准的标身校准装置9,标身101经过标身感应器8后进入标身校准装置9的工位,标身校准装置9包括第二压板91以及带动第二压板91升降的第五升降机构92,第五升降机构92采用气缸。当套有标身101的圆台体112到达第二压板91下方时,第五升降机构92带动第二压板91下降到预定的高度,第二压板91压迫标身101向下滑动,使标身101的底端边缘与定位台阶111的顶面的接触,实现标身101位置的校准工作,保证前后批次标身101在圆台体112上的安装位置统一,避免由于设备或环境的影响导致不同的标身101套在圆台体112上的位置不同,进而导致制作的帽标10高度不一致、底部边缘不平整,不致产生废标。
37.请参阅图4所示,经过标身校准装置9对标身101位置进行校准后,标身101进入标身底部收缩装置31的工位进行底部收缩,其中,标身底部收缩装置31包括用于为标身101底部加热的热风管道,热风管道包括热风主管以及对称连接在热风主管下端的c型左热风支管311和c型右热风支管312,左热风支管311和右热风支管312之间形成让模具11通过的加热通道,并且左热风支管311和右热风支管312的出风口正对着圆台体112的底部为标身101的底部提供热风加热,使标身101的底部预热收缩后紧紧包裹住圆台体112,实现标身101在圆台体112上的定位,避免后续对标身101加热收缩过程中,标身101底端向上滑动,造成不同批次的帽标10高度不一致。
38.请参见图5所示,经过预收缩后,标身101会进入标身顶部收缩装置32的工位,标身顶部收缩装置32包括用于为标身101顶部提供热风的加热斜管321,加热斜管321倾斜设置在模具停留位置的侧上方,使加热斜管321吹出的热风能吹向标身凸出圆台体112顶面的凸出部内,使凸出部热收缩后贴在圆台体112顶面上形成环状的封边1011。
39.封边1011形成后,标身101会进入标身收缩装置4的工位,请参阅图6所示,标身收缩装置4包括用于罩住标身的加热罩41以及带动加热罩41上下运动的第一升降机构42,加热罩41包括罩壳以及设置在罩壳内的加热线圈,当标身101位于标身收缩装置4的工位停留时,第一升降机构42带动加热罩41下降使加热罩41将标身101整体罩住,使标身101整体完全收缩的包裹住圆台体112。
40.请参阅图7所示,标身101完全收缩好后,涂胶装置5的工位,其中,涂胶装置5包括环状的涂胶头51以及带动涂胶头51上下移动的第二升降机构52,通过第二升降机构52带动涂胶头51下降,使涂胶头51在封边1011上涂抹胶水,以便后续标盖102粘接在标身101上。
41.请参阅图2、图8以及图9所示,涂胶完毕后,标身101进入标盖裁切装置6的工位,标盖裁切装置6包括用于牵引薄膜61从模具11上方经过的牵引机构(未图示)、用于在薄膜61上裁切出标盖102的模切刀62以及带动模切刀62上下运动的进而实现在薄膜61上裁切出标盖102的第三升降机构63。其中,牵引机构由位于模具11外侧的放卷辊和位于模具11内侧的收卷辊构成,收卷辊由电机驱动转动。模切刀62包括环状主体621、设置在环状主体621中心的切孔刀622以及与环状主体521一体成型形成闭环且凸出设置在环状主体621外侧的切口623,通过一体设置的环状主体621和切口623,可形成一个圆状且具有凸出的小耳朵1022的标盖102。其中,切口623位于环状主体621上的方向与薄膜61的移动方向倾斜45度设置,使裁切出小耳朵1022的区域位于薄膜61上裁切出两个相邻标盖102后的残留区域,以便缩短薄膜61上相邻标盖102的间距,节省薄膜61的使用。切孔刀622用于在标盖102中心制作出圆孔1021,避免帽标10安装在桶装水瓶上后,帽标10热收缩包裹在瓶身上后,帽标10内产生气泡。
42.请参阅图10所示,标盖102与标身101粘接形成帽标10后,为保证标盖102与标身101之间的连接强度,帽标10在转盘1的带动下进入热压装置7的工位,热压装置7包括位于帽标10上方的加热压板71以及驱动加热压板71上下移动的第四升降机构72,通过第四升降机构72带动加热压板71下降,使加热压板71压将标盖102与标身101紧压在一起,保证两者之间胶水粘接强度的同时使标盖102与标身101之间热熔相连,至此,一个帽标10就制作完成了。
43.请参阅图11和图12所示,帽标10制作好之后,转盘1继续转动将目标模具11转动到
整理收集装置0的工位上停留,整理收集装置0将模具11上的帽标10收集起来。整理收集装置0包括设置在模具一侧的收集管道01,收集管道01设置为拱形,收集管道01的进料口011位于目标模具11的上方,目标模具11一侧且位于进料口011下方设置有用于将目标模具11上的帽标10沿进料口011吹入收集管道01内的第一气嘴02。
44.具体的,当目标模具11位于整理收集装置的工位上时,进料口011位于圆台体112的正上方,且进料口011与圆台体112顶面之间的间距小于帽标的高度,使帽标在未彻底脱离圆台体112时,帽标的顶端已经沿着进料口011进入收集管道01,保证帽标均能够顺利进入收集管道01。
45.进一步的,收集管道01分为两段,分别为位于第一气嘴02上方的上升段以及与上升段圆滑过渡的下降段,上升段采用第一塑料管012,下降段采用与第一塑料管012圆滑过渡的第二塑料管013以及连接在第二塑料管013下方的杆笼管014,第一塑料管012与第二塑料管013一体设置,第二塑料管013与杆笼管014之间通过对接环03固定连接。通过第一塑料管012的设置,保证第一气嘴02吹出的气流能沿着第一塑料管012内的流道运动,使帽标在脱离圆台体112后被气流推动,沿着收集管道01运动。杆笼管014由若干光滑的杆件沿周向围设而成,且相邻杆件之间具有间隙。通过杆笼管014的设置,降低帽标与管壁之间的摩擦阻力,同时,保证帽标之间能够整齐的叠放在一起。在本实施例中,该杆笼管014采用6根圆钢杆间隔合围而成,既能够减小与帽标的摩擦,还能对帽标具有导向作用,保证帽标的下落整齐。
46.为进一步保证帽标在杆笼管014内叠放整齐,出料口015下方设置有挡板041,挡板041远离出料口015的一侧面固定连接有带动挡板041朝着出料口015往复抖动的抖动机构042,具体的,抖动机构042可设置为升降气缸,通过抖动机构042带动挡板041往复抖动,进而使位于杆笼管014内的帽标不停的抖动,实现对杆笼管014内帽标的整列工作,保证后序的帽标能整齐的叠放在前序帽标中并压实,进而使若干帽标被整齐堆放。进一步的,杆笼管014靠近第一塑料管012的一端外侧设置有朝向出料口015吹气的第二气嘴05,优选的,第二气嘴05可固定在对接环03上。该第二气嘴05能进一步驱动帽标沿杆笼管014下滑,使帽标能够在杆笼管014内更好地叠置。
47.整理收集装置还包括固定在杆笼管014靠近第一塑料管012的端部用于对收集的帽标进行计数的计数感应器06以及带动挡板041水平移动的平移机构07。
48.当计数感应器06计算到杆笼管014内收集的的帽标数量达到预定时,本实施例中收集装置的控制器会控制平移机构07移动挡板041使杆笼管014的出料口015被打开。具体的,平移机构07包括水平设置的滑轨071、与滑轨071滑动连接且固定设置在升降气缸下方的滑座072以及驱动滑座072在滑轨071上滑动的伸缩气缸073,升降气缸固定在滑座072上。
49.当杆笼管014内堆放的帽标达到预定数量时,伸缩气缸073通过驱动滑座072在滑轨071上水平滑动,进而驱动升降气缸和挡板041水平移动,使出料口015打开,杆笼管014内的帽标从出料口015滑出至位于出料口015下方的传送机构08上,传送机构08将滑出的帽标传送至工作人员手中,工作人员直接进行装箱处理,避免了在帽标装箱时,需要工作人员数着确定帽标的装箱个数,大大提高了工作效率。
50.以上对本发明的一个实施例进行了详细说明,但内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,
均应仍归属于本发明的专利涵盖范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。