一种边缘90
°
角带u型件的复合材料蜂窝夹层件成型方法
技术领域
1.本发明属于蜂窝胶接领域,具体为一种边缘90
°
角带u型件的复合材料蜂窝夹层件成型方法。
背景技术:
2.由于蜂窝为各向异性材料,法向方向压缩强度很高,但水平方向的压缩强度很低,所以蜂窝边缘一般需要进行倒角,使成型时水平方向受到的压缩力降低。如果蜂窝边缘为90
°
,为成型边缘90
°
角的复合材料蜂窝夹层件,通常成型工装设计时需要在90
°
角的外侧增加固定挡块,通过固定挡块来消除蜂窝水平方向受到的压缩力,同时为提供90
°
角处蜂窝与侧向复合材料水平方向的胶接力,在90
°
角蜂窝与侧向复合材料之间需增加发泡胶,在固化过程中通过发泡胶的发泡力使侧向复合材料压实。由于发泡胶的发泡力不是很大,如果侧向复合材料层数较多,仅靠发泡胶的发泡力很难将侧向复合材料压实,使成型后的侧向复合材料表面产生皱褶。在直升机动力舱整流罩中,为方便安装合页,大量使用了边缘90
°
角带u型件的复合材料蜂窝夹层件,即在90
°
角蜂窝外侧与复合材料之间增加了u型件,同时发泡胶的位置也调整为u型件与复合材料之间。这种结构的复合材料夹层件采用常规方案,不仅侧向复合材料表面产生皱褶,而且侧向复合材料与u型件之间胶接强度很低,严重影响后续u型件与合页的连接。
技术实现要素:
3.技术方案
4.一种边缘90
°
角带u型件的复合材料蜂窝夹层件成型方法,包括如下步骤:
5.8)工装1准备
6.在工装1上沿u型件的内侧边缘开设定位孔,定位孔处插上表面已涂脱模剂的定位销2。开设定位孔后需对工装进行真空泄露检测,避免固化过程中漏气。
7.9)铺放下蒙皮3和侧蒙皮8
8.以工装1上的铺层余量线为定位基准,铺放下蒙皮3。铺放下蒙皮3时,第1层和后续每隔3~5层抽一次真空,使下蒙皮3每一层铺层之间以及铺层与工装之间贴合紧密。在铺放下蒙皮3时,沿定位销2将下蒙皮3开孔,露出定位销2。
9.在有u型件5这一侧,将侧蒙皮8贴靠下蒙皮3铺放在工装1上,侧蒙皮8每一层铺层之间以及铺层和工装之间贴上隔离膜。
10.10)铺放蜂窝4和u型件5
11.以工装1上的蜂窝切割线为定位基准安装蜂窝4。贴靠定位销2将u型件5与蜂窝4安装在一起。制备真空袋抽真空,使u型件5、蜂窝4与下蒙皮3粘在一起。
12.11)铺放发泡胶7和侧蒙皮8
13.沿u型件5外侧铺放1层和u型件外侧等长和等宽的发泡胶7,然后将侧蒙皮8从工装1上转移到u型件外侧的发泡胶7外表面上。侧蒙皮8转移时逐层取出隔离膜。侧蒙皮8转移结
束后,抽真空压实,使侧蒙皮8与发泡胶7和发泡胶7与u型件5之间贴合紧密。
14.12)铺放上蒙皮6和均压板9
15.以工装1上的铺层余量线,铺放上蒙皮6。铺放上蒙皮6时,与蜂窝直接接触的第1层和后续每隔3~5层抽一次真空,使上蒙皮6每一层铺层之间以及铺层与蜂窝之间贴合紧密。
16.上蒙皮6铺放完成后,贴靠侧蒙皮8外侧放置活动均压板9。
17.13)制备真空袋
18.按真空袋范围超过工装1的零件余量线为基准,制备真空袋10。在活动均压板9的尖角处,要多放几层透气毡,避免抽真空过程中真空袋10被活动均压板9顶破。
19.14)固化
20.将完成真空袋制备的零件装进固化设备中,按照蜂窝夹层件成型工艺固化参数进行固化。
21.进一步的,定位销2材料金属。
22.进一步的,均压板材料金属。
23.进一步的,下蒙皮3、侧蒙皮8、上蒙皮6为复合材料构成。
24.进一步的,设备加压的压力范围0.1
‑
0.3mpa。
25.进一步的,所述定位销2穿出下蒙皮3的高度应大于u型件5单侧厚度。
26.进一步的,所述u型件5的长度和蜂窝边缘长度一致。
27.进一步的,所述发泡胶7长度和高度应与u型件5长度和高度一致。
28.进一步的,所述定位孔为若干个,沿u型件5长度方向的边缘均布。
29.进一步的,所述定位孔孔径为4
‑
5mm。
30.技术效果
31.本发明相对于现有技术将侧蒙皮8的固化压力来源由发泡胶固化时的膨胀压力更改为固化设备 真空袋的压力,使得侧蒙皮固化压力稳定、均匀,固化后侧蒙皮非常平整,没有皱褶,侧蒙皮与u型件之间胶接强度很高。
附图说明
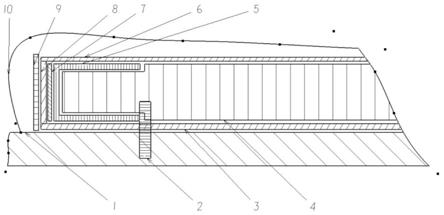
32.图1为复合材料蜂窝夹层件示意图;
33.其中1
‑
工装、2
‑
定位销、3
‑
下蒙皮、4
‑
蜂窝、5
‑
u型件、6
‑
上蒙皮、7
‑
发泡胶、8
‑
侧蒙皮、9
‑
均压板、10
‑
真空袋。
34.具体实施方式为解决侧向复合材料表面有皱褶,侧向复合材料与u型件之间胶接强度很低的问题,本发明改变了传统在蜂窝90
°
角外侧用固定挡块来减少蜂窝水平方向受力的方法,而是采用固定u型件的方案来减少蜂窝水平水平方向受力,主要采用以下措施:
35.主要采用以下措施:
36.1、工装设计
37.在工装上沿u型件的内侧边缘增加一系列定位孔及配套的定位销,原蜂窝90
°
角外侧的固定挡块更改为活动均压板。
38.2、成型工艺设计
39.a)在铺放下蒙皮前,先将工装定位孔处插上定位销;
40.b)在铺放下蒙皮时,沿定位销将蒙皮开孔;
41.c)安装蜂窝后,贴靠定位销安装u型件;
42.d)完成上蒙皮的铺放后,在侧蒙皮外侧放置活动均压板;
43.制备真空袋,固化。
44.一种边缘90
°
角带u型件的复合材料蜂窝夹层件成型方法,包括如下步骤:
45.15)工装1准备
46.在工装1上沿u型件的内侧边缘开设定位孔,定位孔处插上表面已涂脱模剂的定位销2。开设定位孔后需对工装进行真空泄露检测,避免固化过程中漏气。
47.16)铺放下蒙皮3和侧蒙皮8
48.以工装1上的铺层余量线为定位基准,铺放下蒙皮3。铺放下蒙皮3时,第1层和后续每隔3~5层抽一次真空,使下蒙皮3每一层铺层之间以及铺层与工装之间贴合紧密。在铺放下蒙皮3时,沿定位销2将下蒙皮3开孔,露出定位销2。
49.在有u型件5这一侧,将侧蒙皮8贴靠下蒙皮3铺放在工装1上,侧蒙皮8每一层铺层之间以及铺层和工装之间贴上隔离膜。
50.17)铺放蜂窝4和u型件5
51.以工装1上的蜂窝切割线为定位基准安装蜂窝4。贴靠定位销2将u型件5与蜂窝4安装在一起。制备真空袋抽真空,使u型件5、蜂窝4与下蒙皮3粘在一起。
52.18)铺放发泡胶7和侧蒙皮8
53.沿u型件5外侧铺放1层和u型件外侧等长和等宽的发泡胶7,然后将侧蒙皮8从工装1上转移到u型件外侧的发泡胶7外表面上。侧蒙皮8转移时逐层取出隔离膜。侧蒙皮8转移结束后,抽真空压实,使侧蒙皮8与发泡胶7和发泡胶7与u型件5之间贴合紧密。
54.19)铺放上蒙皮6和均压板9
55.以工装1上的铺层余量线,铺放上蒙皮6。铺放上蒙皮6时,与蜂窝直接接触的第1层和后续每隔3~5层抽一次真空,使上蒙皮6每一层铺层之间以及铺层与蜂窝之间贴合紧密。
56.上蒙皮6铺放完成后,贴靠侧蒙皮8外侧放置活动均压板9。
57.20)制备真空袋
58.按真空袋范围超过工装1的零件余量线为基准,制备真空袋10。在活动均压板9的尖角处,要多放几层透气毡,避免抽真空过程中真空袋10被活动均压板9顶破。
59.21)固化
60.将完成真空袋制备的零件装进固化设备中,按照蜂窝夹层件成型工艺固化参数进行固化。
61.定位销2材料金属,具有一定强度。
62.均压板材料金属具有一定强度。
63.下蒙皮3、侧蒙皮8、上蒙皮6为复合材料构成。
64.设备加压的压力范围0.1
‑
0.3mpa。压力小质量差,压力太大会使得u型件5变形。
65.所述定位销2穿出下蒙皮3的高度应大于u型件5单侧厚度。保证u型件5不会侧向滑动。使得蜂窝也不会产生侧向滑动受。
66.所述u型件5的长度和蜂窝边缘长度一致。保证蜂窝不会侧向滑动,避免蜂窝压缩。
67.所述发泡胶7长度和高度应与u型件5长度和高度一致。避免复合材料局部变形。使得加压后复合材料受力更均匀。
68.所述定位孔为若干个,沿u型件5长度方向的边缘均布。保证u型件5变形小。
69.所述定位孔孔径为4
‑
5mm。定位孔过大会损伤零件本体。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。