1.本发明涉及汽车配件生产技术领域,具体地说,涉及一种电瓶夹装配装置。
背景技术:
2.电瓶夹属于汽车配件,是一种电极夹子,用于在启动电源为汽车电瓶充电时,作为启动电源和汽车电瓶的连接线。
3.电瓶夹由上夹与下夹组装在一起,并且需要将弹簧挤压在夹片的凸起部之间。目前电瓶夹在生产的过程中,通过人工组装在一起,切换产品很麻烦,时常浪费材料且容易伤手,人身安全系数低且劳动强度强,非常耗时费力,生产效率低。
技术实现要素:
4.有鉴于此,本发明提供一种电瓶夹装配装置,利于提高电瓶夹的生产效率。
5.根据本发明的一个方面,提供一种电瓶夹装配装置,所述电瓶夹包括一弹性件、以及相互铰接的第一夹片和第二夹片,所述装置包括:
6.第一驱动模块;
7.旋转台,与所述第一驱动模块连接;
8.第一安装模块,与所述旋转台连接,用于对所述第一夹片和所述弹性件进行限位,所述旋转台用于将所述第一安装模块由第一状态旋转至第二状态,当所述第一安装模块处于所述第二状态时,所述第二夹片与所述第一夹片相对;
9.以及第二安装模块,用于对所述第二夹片进行限位,且所述第二安装模块与所述第一安装模块相对设置;所述第一驱动模块用于驱动所述第一安装模块沿朝向或者背离所述第二安装模块的方向移动。
10.可选地,所述第一安装模块包括相连接的第一限位单元和夹持单元,所述第一限位单元用于对所述第一夹片进行限位,所述夹持单元用于对所述弹性件进行夹持。
11.可选地,所述第一状态与所述第二状态呈180
°
对称。
12.可选地,所述夹持单元包括相对设置的第一夹持部和第二夹持部,所述第一夹持部和第二夹持部均为l型结构,所述第一夹持部和第二夹持部均包含有相互垂直且连接的平直部和水平部,所述水平部对所述弹性件进行夹持。
13.可选地,所述第一安装模块包括第一平板件、第一定位单元和第二定位单元,所述第一平板件与所述旋转台固定连接,所述第一定位单元和所述第二定位单元分别与所述第一平板件固定连接,第一定位单元和第二定位单元共同形成对所述第一夹片进行限位的限位结构。
14.可选地,所述装置还包括机台,所述第一驱动模块和所述第二安装模块分别与所述机台连接。
15.可选地,所述装置还包括滑动模块,所述滑动模块包括滑槽和导轨,所述导轨在所述滑槽上滑动,所述滑槽和所述机台固定连接,所述导轨和所述第一驱动模块连接。
16.可选地,所述装置还包括plc控制器和传感器模块,所述plc控制器和所述传感器模块电连接,所述plc控制器用于在所述传感器模块检测到所述第一夹片放置于所述第一安装模块后,控制所述第一安装模块由第一状态旋转至第二状态。
17.可选地,所述第一夹片具有两个第一凸起部,所述第二夹片具有两个第二凸起部,所述弹性件设于所述第一凸起部之间,在所述第一夹片移向所述第二夹片时,所述第一凸起部与所述第二凸起部相对;以使得装配完成时,所述第一凸起部位于所述第二凸起部之间。
18.可选地,所述第一驱动模块为气缸。
19.本发明与现有技术相比的有益效果在于:
20.本发明提供的电瓶夹装配装置通过利用第一安装模块对第一夹片和与第一夹片连接的弹性件进行定位,利用第二安装模块对第二夹片进行限位,旋转台在第一夹片放入之后对其旋转,并基于第一驱动模块将第一夹片移向第二夹片,实现电瓶夹的装配,并且可同时装配多个电瓶夹,实现了自动化装配电瓶夹,利于提高电瓶夹的生产效率。
附图说明
21.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
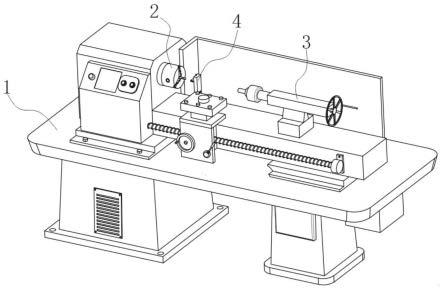
22.图1为本发明一实施例公开的一种电瓶夹装配装置的结构示意图;
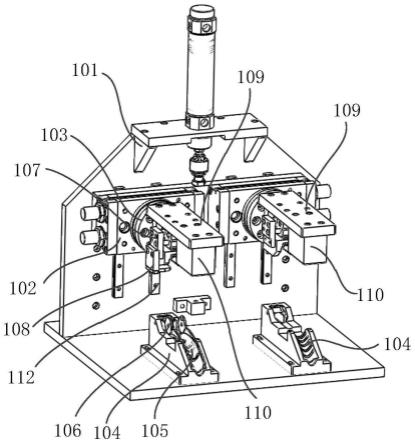
23.图2为本发明一实施例公开的电瓶夹装配装置的另一局部结构示意图。
24.附图标记
25.机台-101,第一驱动模块-102,旋转台-103,第二安装模块-104,第二夹片-105,第二凸起部-106,夹持单元-107,第一夹持部-108,第一平板件-109,第一定位单元-110,第二定位单元-111,滑槽-112。
具体实施方式
26.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的实施方式。相反,提供这些实施方式使得本发明将全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施方式中。在下面的描述中,提供许多具体细节从而给出对本公开的实施方式的充分理解。然而,本领域技术人员将意识到,可以实践本公开的技术方案而没有所述特定细节中的一个或更多,或者可以采用其它的方法、材料、装置等。在其它情况下,不详细示出或描述公知技术方案以避免模糊本公开的各方面。图中相同的附图标记表示相同或类似的结构,因而将省略它们的详细描述。
27.用语“一个”、“一”、“该”、“所述”和“至少一个”用以表示存在一个或多个要素/组成部分/等;用语“包括”、“具有”以及“设有”用以表示开放式的包括在内的意思并且是指除了列出的要素/组成部分/等之外还可存在另外的要素/组成部分/等。
28.如图1和图2所示,本发明一实施例公开了一种电瓶夹装配装置。上述电瓶夹包括
一弹性件、以及相互铰接的第一夹片和第二夹片105。弹性件位于第一夹片内凹形成的凹槽中且与第一夹片连接。具体实施时,上述弹性件可以为弹簧,本技术不以此为限。
29.本实施例中,上述电瓶夹装配装置包括机台101、第一驱动模块102、旋转台103、第一安装模块和第二安装模块104。上述第一驱动模块102和上述第二安装模块104分别与上述机台101连接。第一安装模块和第二安装模块104相对设置,以便于第一夹片和第二夹片105在装配过程中相向移动,直至安装在一起。
30.第一驱动模块102和第一安装模块分别与上述旋转台103连接。具体而言,旋转台103与第一驱动模块102的局部结构固定连接,并且旋转台103可以带动第一安装模块旋转。第一安装模块用于对上述第一夹片和上述弹性件进行限位即定位。第二安装模块104用于对上述第二夹片105进行限位即定位。第一驱动模块102用于驱动第一安装模块沿朝向或者背离第二安装模块的方向移动。具体实施时,该旋转台103为气动旋转台。本技术不以此为限。
31.装配开始时,弹性件位于第一夹片内凹形成的凹槽中,且与第一夹片连接。第一安装模块内的凹槽开口朝上,将连接有弹性件的第一夹片放入该装置的第一安装模块之后,旋转台103带动第一安装模块旋转。旋转之后,第一安装模块中的凹槽开口朝下,使得第一夹片和第二夹片105对准。此时,第一夹片内凹形成的凹槽和第二夹片105内凹形成的凹槽相对。第一驱动模块102带动第一安装模块朝向第二安装模块104移动,直至移动至第二安装模块104上,然后该装置将第一夹片和第二夹片105安装连接在一起,即实现弹性件、第一夹片和第二夹片105三者的装配。示例性地,比如第一夹片和第二夹片105可以采用卡接的连接方式,也可以采用铆钉铆接的连接方式,实现弹性件、第一夹片和第二夹片105三者的装配,本技术对于三者的连接方式不作限制。
32.本实施例中,第一驱动模块102包括固定部和移动部,固定部和机台101固定连接,移动部和旋转台103连接。并且移动部上可以设有多个旋转台103,这样可以实现利用该电瓶夹装配装置同时对多个电瓶夹进行装配,利于提高电瓶夹的生产效率。一个电瓶夹装配装置上可以同时具有多个第一安装模块和多个第二安装模块104,并且第一安装模块和第二安装模块104一一对应。每一对第一安装模块和第二安装模块104在单位时间内配合完成装配一个电瓶夹。也即,能够同时实现多个电瓶夹的装配过程。具体实施时,上述第一驱动模块102可以为一气缸,但本技术不以此为限。
33.需要说明的是,图1示出了第一驱动模块102带动两个第一安装模块上下移动,即能同时实现两个电瓶夹的装配。但本技术对该电瓶夹装配装置上的第一安装模块的数量不作限制。并且,图1仅示出了第二夹片105,并未示出第一夹片。
34.本实施例中,上述旋转台103用于将上述第一安装模块由第一状态旋转至第二状态,当上述第一安装模块处于上述第二状态时,上述第二夹片105与上述第一夹片相对,也即第一夹片内凹形成的凹槽和第二夹片105内凹形成的凹槽相对。第一安装模块在第一状态时,第一夹片由第一安装模块表面的凹槽开口放入凹槽。具体实施时,该过程可由机器自动化将第一夹片放置于第一安装模块表面的凹槽,或者也可以由人工将第一夹片放置于第一安装模块表面的凹槽。
35.放入第一安装模块表面的凹槽之后,第一安装模块对第一夹片进行定位,防止其发生位移。然后旋转台103将上述第一安装模块由第一状态旋转180
°
至第二状态,可以逆时
针旋转180
°
,也可以顺时针旋转180
°
。因此上述第一状态与上述第二状态呈180
°
对称。在第一安装模块旋转之后,第一夹片也发生了旋转。因此,上述第二状态下的第一夹片也与第一状态下的第一夹片呈180
°
对称。
36.示例性地,以图1视角作为参考,可以在第一安装模块的凹槽开口朝上时,将第一夹片放入第一安装模块内。然后旋转台103旋转180
°
,将第一夹片朝下对准下方的第二夹片105。第一驱动模块102带动第一安装模块向下移动,使得第一夹片朝向第二夹片105移动,然后与第二夹片105装配在一起,完成电瓶夹的装配。然后第一驱动模块102的移动部向上移动复位,并且旋转台103再次旋转180
°
复位,以进行下一个电瓶夹的装配。
37.本实施例中,上述第一安装模块包括相连接的第一限位单元和夹持单元107。上述第一限位单元用于对上述第一夹片进行限位即定位。上述夹持单元107用于对第一夹片进行夹持,由于弹性件被夹设于第一夹片,因此实现了夹持单元107对弹性件的夹持定位。上述夹持单元107包括相对设置的第一夹持部108和第二夹持部。具体实施时,上述夹持单元107可以为一气缸。该气缸控制第一夹持部108和第二夹持部的移动。以图1视角为例,即该气缸带动第一夹持部108和第二夹持部左右移动,从而实现对弹性件的夹紧和松开。当第一夹持部108和第二夹持部相向移动时,实现夹紧第一夹片中的弹性件。
38.如图2所示,本实施例中,上述第一安装模块的第一限位单元包括第一平板件109、第一定位单元110和第二定位单元111。上述第一平板件109和上述旋转台103固定连接。上述第一定位单元110和第二定位单元111分别与上述第一平板件109固定连接。上述第一定位单元110和第二定位单元111共同形成对上述第一夹片进行限位的限位结构。
39.本实施例中,上述第一定位单元110和第二定位单元111均为内凹件,该内凹件由表面向内凹陷,并且该内凹件向内凹陷形成的形状和第一夹片的外表面形状相匹配。其中,第一夹片的外表面形状和第二夹片的外表面形状相同。装配过程中,第一夹片放入第一限位单元后,上述第二定位单元111对第一夹片的第一端部进行定位,第一定位单元110对第一夹片的第二端部进行定位,再结合上述夹持单元107对第一夹片的夹持,从而实现第一安装模块对第一夹片的限位。
40.其中,上述第一定位单元110、第二定位单元111和第一平板件109三者可以通过一体成型的方式实现连接。
41.本实施例中,上述第一夹片具有两个第一凸起部。上述第二夹片105具有两个第二凸起部106。装配过程中,上述弹性件设于上述第一凸起部之间,第一安装模块的夹持单元107对该第一凸起部进行夹持。在第一驱动模块102带动第一夹片向第二夹片105移动时,上述第一凸起部与上述第二凸起部106相对,且第一凸起部落入第二凸起部106之间。以使得装配完成时,上述第一凸起部位于上述第二凸起部106之间。
42.可选地,在一实施例中,上述电瓶夹装配装置还包括滑动模块,上述滑动模块包括滑槽112和导轨。上述导轨在上述滑槽112上滑动。上述滑槽112和上述机台101固定连接。上述导轨和上述第一驱动模块102的移动部连接。
43.可选地,在本技术的另一实施例中,公开了另一电瓶夹装配装置。该装置在上述实施例的基础上,还包括plc控制器和传感器模块。上述plc控制器和上述传感器模块电连接。上述plc控制器用于在上述传感器模块检测到第一夹片放置于上述第一安装模块后,控制上述第一安装模块由第一状态旋转至第二状态。
44.示例性地,参考图1,在一实施例中,上述第一夹持部108和第二夹持部均为l型结构,且结构相同。上述第一夹持部108和第二夹持部均包含有相互垂直且连接的平直部和水平部。上述水平部对第一夹片的第一凸起部进行夹持,从而实现对弹性件的夹持。
45.综上,本发明提供的电瓶夹装配装置至少具有如下优势:
46.本实施例公开的电瓶夹装配装置通过利用第一安装模块对第一夹片和与第一夹片连接的弹性件进行定位,利用第二安装模块对第二夹片进行限位,旋转台在第一夹片放入之后对其旋转,并基于第一驱动模块将第一夹片移向第二夹片,实现电瓶夹的装配,并且可同时装配多个电瓶夹,实现了自动化装配电瓶夹,利于提高电瓶夹的生产效率。
47.在本发明的描述中,需要理解的是,术语“底部”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“竖直”、“水平”等指示的方位或者位置关系为基于附图所示的方位或者位置关系,仅是为了便于描述本发明和简化描述,而不是指示或者暗示所指的结构或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上,“若干个”的含义是一个或一个以上。
48.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”等的描述是指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或者示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或者示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或者多个实施例或者示例中以合适的方式结合。
49.以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。