1.本发明涉及一种小锅架加工设备及方法,特别涉及一种自动加工成形的装置及成形方法。
背景技术:
2.现在小锅架是由智能剪设置剪切成有多个半圆板组成的物料板,然后由人工放置在挤压成形设备中挤压成型,为了保证挤压后小锅架尺寸合格,一般都是采用人工反复对齐后在挤压成型的,其效率较低,采用机械加工因误差无法控制(小于0.2厘米),使挤压成形的小锅架变形。
技术实现要素:
3.本发明提供一种小锅架成型装置及成形方法,可以实现小锅架自动化的挤压成形,且误差小,效率高。
4.实现本发明的技术方案是,一种小锅架成型装置包括固定架、成型机构及设在所述固定架上端的送料机构;所述成型机构包括下模具和上模具,压力推送机构推动所述上模具向所述下模具靠近或推动所述下模具向所述上模具靠近或推动所述上模具和所述下模具相互靠近;所述固定架包括底盘及设在所述底盘上的固定柱,提升机构将固定在固定柱上的物料板提升至所述送料机构并由所述送料机构输送至所述成型机构的上模具与下模具之间。
5.进一步讲,所述的装置还包括检测部件;所述的检测部件包括设有物料固定突起的检测平台及设在所述检测平台上端的检测感应器。
6.进一步讲,在所述的底盘上设有多个固定柱,在所述固定柱之间设有物料板。
7.进一步讲,所述固定架由旋转驱动装置驱动旋转。
8.进一步讲,所述的送料机构包括由水平驱动部件驱动的料物固定部件。
9.进一步讲,在所述检测平台设有振动部件。
10.进一步讲,所述检测感应器设在所述料物固定部件上。
11.进一步讲,所述的顶升机构包括上顶升驱动部件及由所述上项升驱动部件动力输出部件驱动的推盘。
12.进一步讲,所述料物固定部件包括连接在水平驱动部件连接件及连接在所述连接件上的负压抓取机构。
13.一种小锅架成型方法包括持续供料板、检测定位置、挤压成型;所述的持续供料板,在固定架的底盘上设多组固定位,每个所述固定位由多个固定柱组成,每组固定位各至少放置一个物料板,在同一个固定位的物料板设在多个固定柱之间,所述的底盘可以旋转或水平移动使每个所述固定位与送料机构对应且被送料机构输
送至检测部件;所述的检测定位置,物料板中间放置在检测平台的物料固定突起上,检测感应器至少在一个侧边检测物料板边缘与设定在检测平台预设检测线是否对齐,物料板边缘局部超过检测线,则判断不合格,物料板边缘整体不超过检测线,则判断合格,判断合格则启动振动部件使检测平台振动,停止振动后再次判断是否对齐,物料板边缘局部超过检测线,则判断不合格,物料板边缘整体不超过检测线,则判断合格;所述的挤压成型,将终级合格的物料板输送至成型机构挤压成型。
14.本发明的优点是:1)利用固定柱对物料盘进行限位,即可以使物料盘被预先定位,采用多个固定柱的定位,使物料盘被固定在多个固定柱之间,即可适应于边缘多个突起的物料板预先固定,然后再利用送料机构输送至成型机构成型,因为采用了预先固定,使物料板通过送料机构输送时的误差可控,进而提高了物料板放置在成型机构上的定位精度。
15.2)在所述检测平台设有振动部件,使检测时可以产生振动,使物料板也振动,不仅可以减少因物料板放置位置不正带来的检测误差,也可以使物料板中心与检测平台检测中心重新定位,送料机构再次将物料板输送至成型机构时,可以提高放置精度。
附图说明
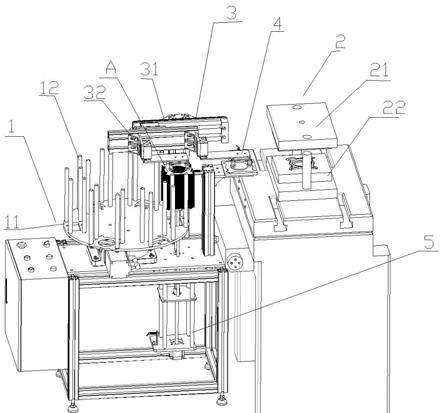
16.图1为小锅架成型装置结构示意图。
17.图2为小锅架成型装置主示图。
18.图3为小锅架成型装置俯示图。
19.图4为物料板示意图。
20.图5为小锅架示意图。
21.图6为检测部件结构示意图。
22.如图中,固定架1、成型机构2、送料机构3、检测部件4、提升机构5、底盘11、固定柱12、上模具21、下模具22、水平驱动部件31、料物固定部件32、物料固定突起41、检测平台42、检测感应器43、振动部件44、上顶升驱动部件51、推盘52、物料板a。
具体实施方式
23.如图4中,物料板a为本体为中空的圆形,在所述圆形外边缘设有四个突起,物料板在本体上施加压力及模具作用下,本体及四个突起形成小锅架如图5所示,其加工的难点在于物料板a中空中心需要对准模具的中心,偏离尺度需要小于0.2厘米。
24.如图1-3所示中,一种小锅架成型装置包括固定架1、成型机构2及设在所述固定架1上端的送料机构3,优选的,所述的装置还包括检测部件4;所述的检测部件4包括设有物料固定突起41的检测平台42及设在所述检测平台42上端的检测感应器43,所述的检测感应器43为光电感应器,当物料板a中心放置在物料固定突起41上时,如果物料板a一端与检测平台42上的标记对齐即不压住或不超过标记时,检测感应器43不启动,则为检测的物料板a合格,反之则不合格;所述成型机构2包括上模具21和下模具22,压力推送机构推动所述上模具21向所述下模具22靠近或推动所述下模具22向所述上模具21靠近或推动所述上模具21和所述下
模具22相互靠近;所述固定架1包括底盘11及设在所述底盘11上的固定柱12,提升机构5将固定在固定柱12上的物料板a提升至所述送料机构3并由所述送料机构3输送至所述成型机构2的上模具21与下模具22之间。
25.优选的,在所述的底盘11上设有四个固定柱12,在所述四个固定柱12之间设有物料板a,相当于四个固定柱12把物料板a固定在中间,使物料板a可以很好的被限位。
26.优选的,所述固定架1由旋转驱动装置驱动旋转,旋转驱动装置可以使固定架1旋转,实现旋转持续供物料板a。
27.优选的,所述的送料机构3包括由水平驱动部件31驱动的料物固定部件32,如图1所示,水平驱动部件31驱动同时驱动二个固定部件32,其中一个固定部件32将物料板a由固定架1输送至检测部件4,另一个固定部件32将物料板a由检测部件4输送至成型机构2,进一步优选的,所述检测感应器43设在所述料物固定部件32(将物料板a由检测部件4输送至成型机构2的料物固定部件32)上,由二个料物固定部件32输送,可以减少一个料物固定部件32输送的距离,同时方便设置检测部件4,所述料物固定部件32包括连接在水平驱动部件31连接件及连接在所述连接件上的负压抓取机构33,负压抓取机构33通过负压对料物板a进行抓取。
28.优选的,在所述检测平台42设有振动部件44,振动部件44能使检测平台42产生振动,使放置在检测平台42上的物料板a产生振动,可以减少因物料板a位置错放而引起的误差。
29.优选的,所述的顶升机构5包括上顶升驱动部件51及由所述上项升驱动部件动力输出部件驱动的推盘52,如图1所示,当固定架1上放置物料板a旋转至送料机构3下方时,上项升驱动部件51驱动推盘52穿过底盘11向上顶升物料板a,送料机构3使负压抓取机构33产生负压对最上面的物料板a进行抓取。
30.一种小锅架成型方法包括持续供料板、检测定位置、挤压成型;所述的持续供料板,在固定架1的底盘11上设多组固定位(固定位即放置料物板a的位置),每个所述固定位由四个固定柱12组成,每组固定位各至少放置一个物料板a,在同一个固定位的物料板a设在四个固定柱12之间,所述的底盘11可以旋转或水平移动使每个所述固定位与送料机构3对应且被送料机构3输送至检测部件4;所述的检测定位置,物料板a中间放置在检测平台42的物料固定突起41上,物料固定突起41与物料板a中空孔相似,中空孔仅比物料固定突起41大0.1厘米,侧可以控制物料板a放置在模具上的位置偏差值小于0.2厘米,检测感应器43至少在一个侧边检测物料板a边缘与设定在检测平台预42设检测线是否对齐(检测线由多个红外线发射器组成,检测感应器43为一个或多个红外线接收器组成,图中虽然只有画了一个检测感应器43,并不代表只有一个红处线接收器),物料板a边缘局部超过检测线,则会使至少一个红外线接收器发出的红外线不被检测感应器43所接收,则判断不合格,物料板a边缘整体不超过检测线,则检测线上的红外线接收器发射的红外线被检测感应器43接收,则判断合格,判断合格则启动振动部件44使检测平台42振动,停止振动后再次判断是否对齐,物料板a边缘局部超过检测线,则判断不合格,物料板a边缘整体不超过检测线,则判断合格;所述的挤压成型,将终级合格的物料板a输送至成型机构2挤压成型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。