1.本发明涉及吸管生产领域,更具体的说是一种环保吸管生产工艺。
背景技术:
2.吸管是运用大气压强原理,使用时对着吸管吸走部分空气,将造成管内压强变小,而为了平衡气压,大气压强将会迫使管内液体上升。停止吸气时,管内液体下降,压强便回到平衡。吸管一般为塑料制成,但是这种塑料制成的吸管很难降解,不环保。因此需要使用环保材料来制作吸管才可以满足如今的环保要求。
技术实现要素:
3.为克服现有技术的不足,本发明提供一种环保吸管生产工艺,其有益效果为可以使用环保纸环绕出环保吸管。
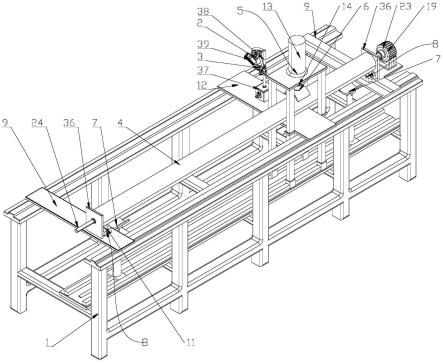
4.一种环保吸管生产工艺,包括以下步骤:
5.s1:将纸带在吸管生产装置上收卷起来,将纸带搭在两个半圆筒上;
6.s2:驱动两个半圆筒不断转动,将纸带缠绕在两个半圆筒之间;
7.s3:在纸带缠绕的过程中在纸带上进行涂胶;
8.s4:当纸带在两个半圆筒之间缠绕满后,对纸带形成的纸管进行环切。
9.所述s4完成后进行s5:使两个半圆筒之间相互靠近,将纸管取下。
10.所述纸带为环保牛皮纸。
11.所述吸管生产装置包括圆座、轨道柱、滑块和半圆筒,圆座的右侧设置有轨道柱,轨道柱上滑动连接有两个滑块,每个滑块上均固定连接有半圆筒109,两个半圆筒相对设置。
附图说明
12.下面结合附图和具体实施方法对本发明做进一步详细的说明。
13.图1为环保吸管生产工艺的流程图;
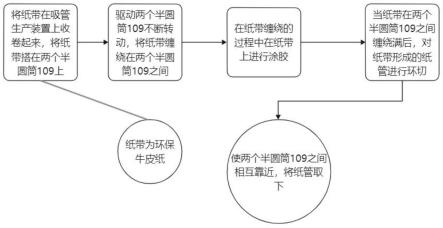
14.图2为吸管生产装置的结构示意图一;
15.图3为吸管生产装置的结构示意图二;
16.图4为吸管生产装置的结构示意图三;
17.图5为侧座的结构示意图一;
18.图6为侧座的结构示意图二;
19.图7为滑道杆的结构示意图;
20.图8为槽盒的结构示意图一;
21.图9为槽盒的结构示意图二;
22.图10为槽盒的结构示意图三;
23.图11为门形架的结构示意图。
24.图中:侧座101;短轴102;齿轮103;侧轴104;圆座105;弹性杆i106;轨道柱107;滑块108;半圆筒109;压杆110;
25.滑道杆201;卷轮架202;竖轴203;卷轮204;平移座205;支座206;
26.槽盒301;支架302;涂胶棉303;压轮架304;压轮305;弹性杆ii306;转柱307;
27.门形架401;侧柱402;弧形压片403;弧形棱404;划刀405。
具体实施方式
28.一种环保吸管生产工艺,包括以下步骤:
29.s1:将纸带在吸管生产装置上收卷起来,将纸带搭在两个半圆筒109上;
30.s2:驱动两个半圆筒109不断转动,将纸带缠绕在两个半圆筒109之间;
31.s3:在纸带缠绕的过程中在纸带上进行涂胶;
32.s4:当纸带在两个半圆筒109之间缠绕满后,对纸带形成的纸管进行环切。
33.s5:使两个半圆筒109之间相互靠近,将纸管取下。
34.所述纸带为环保牛皮纸。
35.如图2-11所示,这个例子解决了便于将两个半圆筒109之间形成的纸管取下的问题,
36.由于吸管生产装置包括圆座105、轨道柱107、滑块108和半圆筒109,轨道柱107设置在圆座105的右侧,两个滑块108都滑动连接在轨道柱107上,两个滑块108的右侧均固定连接有半圆筒109,两个半圆筒109之间相互设置,因此使得两个半圆筒109先保持相互远离的状态,然后在两个半圆筒109之间缠绕纸带,待两个半圆筒109上缠满纸带形成纸管后,将两个半圆筒109之间相互远离,进而这时即可便于将两个半圆筒109之间形成的纸管取下。
37.如图2-11所示,这个例子解决了使得两个半圆筒109可以保持相互远离的状态的问题,
38.由于吸管生产装置还包括弹性杆i106,两个滑块108之间设置有弹性杆i106,弹性杆i106给两个滑块108之间相互远离的力,进而使得两个半圆筒109可以保持相互远离的状态,这时即可向两个半圆筒109支架缠绕纸带。
39.如图2-11所示,这个例子解决了便于将纸带缠绕在两个半圆筒109之间的问题,
40.由于吸管生产装置还包括侧座101和侧轴104,侧轴104固定连接在圆座105的左侧,侧座101的上部转动连接侧轴104,侧轴104可以通过伺服电机驱动转动,进而驱动圆座105、两个滑块108和两个半圆筒109转动,使得两个半圆筒109不断转动,便于将纸带缠绕在两个半圆筒109之间。
41.如图2-11所示,这个例子解决了便于将两个半圆筒109之间的吸管取下的问题,
42.由于吸管生产装置还包括短轴102、齿轮103和压杆110,侧座101上转动连接有两个短轴102,两个短轴102的端部均固定连接有齿轮103,两个齿轮103之间啮合传动,两个压杆110分别固定在两个短轴102的右端,两个滑块108都位于两个压杆110之间,其中一个短轴102通过伺服电机驱动,进而可以驱动两个齿轮103相对转动,进而驱动两个短轴102和两个压杆110相互靠近转动,使得两个压杆110分别压向两个滑块108,进而带动两个半圆筒109之间相互靠近,这时即可便于将两个半圆筒109之间的吸管取下。
43.如图2-11所示,这个例子解决了调整两个半圆筒109上的纸管的左右位置的问题,
44.由于吸管生产装置还包括滑道杆201和支座206,两个相互平行的滑道杆201均设置在两个支座206之间,侧座101滑动连接在后侧的滑道杆201上,两个支座206对两个滑道杆201进行支撑,侧座101可以在对应的滑道杆201上左右滑动,进而调整两个半圆筒109上的纸管的左右位置。
45.如图2-11所示,这个例子解决了使得纸带缠绕在两个半圆筒109上的不同位置的问题,
46.由于吸管生产装置还包括卷轮架202、竖轴203、卷轮204和平移座205,平移座205滑动连接在前侧的滑道杆201上,平移座205上转动连接有竖轴203,竖轴203通过伺服电机驱动转动,卷轮架202设置在竖轴203上,卷轮架202上转动连接有卷轮204,卷轮204上用来将纸带收卷起来,然后将纸带放出,先使得纸带通过平移座205,然后使得纸带缠绕在两个半圆筒109之间,使得竖轴203在平移座205上转动调整卷轮204和槽盒301的方向,进而调整纸带的放出方向,进而使得纸带倾斜放出,使得纸带倾斜缠绕在两个半圆筒109之间,平移座205可以在对应的滑道杆201上左右滑动,不断左右移动卷轮204的左右位置,使得纸带缠绕在两个半圆筒109上的不同位置。
47.如图2-11所示,这个例子解决了使得槽盒301以合适的位置进入两个半圆筒109处的问题,
48.所述吸管生产装置还包括槽盒301,槽盒301固定连接在竖轴203的上端,卷轮204上的纸带在缠绕在两个半圆筒109之间之前需要先通过槽盒301,使得槽盒301以合适的位置进入两个半圆筒109处。
49.所述吸管生产装置还包括支架302、压轮架304、压轮305和弹性杆ii306,槽盒301上固定连接有支架302,压轮架304竖向滑动连接在支架302上,压轮305转动连接在压轮架304的下端,压轮305压在槽盒301的上侧,弹性杆ii306的一端连接在支架302上,弹性杆ii306的另一端连接在压轮架304上。
50.如图2-11所示,这个例子解决了使得纸带平整地进入两个半圆筒109之间的问题,
51.弹性杆ii306给压轮架304和压轮305向下的力,使得压轮305压在槽盒301上的纸带上,使得纸带平整地进入两个半圆筒109之间。
52.所述吸管生产装置还包括涂胶棉303和转柱307,转柱307的一端固定连接有涂胶棉303,转柱307的另一端转动连接在槽盒301上,转柱307通过伺服电机驱动转动。
53.如图2-11所示,这个例子解决了使得纸带缠绕好后不易分散的问题,
54.转柱307可以转动带动涂胶棉303抬起或者落下,涂胶棉303上可以放置胶水,进而将胶水粘在纸带上,使得纸带缠绕好后不易分散。
55.所述吸管生产装置还包括门形架401、侧柱402、弧形压片403、弧形棱404和划刀405,门形架401滑动连接在位于后侧的滑道杆201上,弧形压片403设置有两个,两个弧形压片403前后设置,两个弧形压片403的外侧均固定连接有侧柱402,两个侧柱402滑动连接在门形架401的上端,两个侧柱402均通过液压缸驱动滑动,两个弧形压片403的相对面上均从左至右设置有多个弧形棱404,两个弧形压片403的左端均固定连接有划刀405。
56.如图2-11所示,这个例子解决了使得吸管离开两个半圆筒109之间将吸管取下的问题,
57.两个侧柱402均可以在门形架401上滑动,进而带动两个弧形压片403之间靠近或
者远离,当两个半圆筒109之间缠绕好吸管后,使得门形架401向左移动带动两个弧形压片403,两个弧形压片403相互靠近向左移动,使得两个划刀405与吸管相接触,然后驱动两个半圆筒109转动带动吸管转动后,对吸管进行环切,将吸管切断,然后使得两个半圆筒109之间靠近,便于将吸管取下,然后使得两个弧形压片403上的多个弧形棱404与吸管的表面接触,然后使得两个弧形压片403向右移动带动吸管向右移动,使得吸管离开两个半圆筒109之间。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。