1.本实用新型涉及加工设备技术领域,特别涉及一种片状工件加工生产线。
背景技术:
2.盖板,作为手机、平板电脑等移动终端的组成部件,一般装配于产品壳体的正面或背面,以作显示或保护之用。
3.在以盖板为代表的片状工件的生产过程中,因生产需求,通常需将盖板批量送入加工生产线中进行加工。在现有的加工生产线中,多台加工设备沿输送轨道布置,当加工设备上工件加工完后,输送轨道上的机械手从加工设备处抓取已加工工件移动至输送轨道的一端下料,并再移动至输送轨道的另一端从供料装置上抓取待加工工件上料,工件上下料过程耗费时间,生产效率低。
技术实现要素:
4.本实用新型的主要目的是提出一种片状工件加工生产线,旨在解决目前的片状工件加工生产线生产效率低的技术问题。
5.为实现上述目的,本实用新型提出一种片状工件加工生产线,该片状工件加工生产线包括:
6.输送轨道,所述输送轨道上设有机械手,所述机械手可沿所述输送轨道往复移动,所述机械手的输出执行端设有固定架、安装于所述固定架上的转动杆、多个设于所述转动杆上的吸附模块组和用于驱动所述转动杆转动的驱动机构;多个所述吸附模块组围绕所述转动杆布置,所述吸附模块组包括多个沿所述转动杆的杆体方向依次布置的吸附模块;
7.若干加工设备,设于所述输送轨道的旁侧且沿所述输送轨道的轨道方向依次布置;
8.供料进料一体机,设于所述输送轨道的一端,用于提供待加工工件和接收已加工工件;
9.其中,所述机械手从所述供料进料一体机上抓取待加工工件上料至所述加工设备上,以及从所述加工设备上抓取已加工工件下料至所述供料进料一体机上。
10.优选地,所述供料进料一体机包括机座和设于所述机座上的供料输送装置、第一取料机械手、进料输送装置以及第二取料机械手;
11.所述供料输送装置的旁侧设有用于放置待加工工件的第一放置区,所述第一取料机械手用于将所述第一放置区的待加工工件取放至所述供料输送装置上;
12.所述进料输送装置的旁侧设有用于放置已加工工件的第二放置区,所述第二取料机械手用于将所述进料输送装置上的已加工工件取放至所述第二放置区。
13.优选地,所述供料输送装置位于所述进料输送装置的上方或下方。
14.优选地,所述供料进料一体机还包括设于所述机座上的清洗装置,所述清洗装置位于所述进料输送装置上且用于清洗所述进料输送装置上输送的已加工工件。
15.优选地,所述进料输送装置包括第一输送段和第二输送段,所述清洗装置包括滚筒组和喷水组件,所述滚筒组位于所述第一输送段与所述第二输送段之间且与二者分别对接,所述喷水组件位于所述滚筒组上方。
16.所述滚筒组包括上下设置的两排滚筒,两排所述滚筒之间形成已加工工件的清洗通道。
17.优选地,所述机座上对应所述第一放置区和/或第二放置区处设有容置口和位于所述容置口中、用于装载工件的料盒。
18.优选地,所述输送轨道包括安装架和驱动模组;
19.所述机械手设置在所述安装架上,所述驱动模组驱动所述安装架往复移动。
20.优选地,所述吸附模块包括支架和吸杆,所述支架包括以一中心点向外延伸的若干延伸部,所述延伸部上设有沿其延伸方向设置的条形孔,每一所述条形孔中穿设有至少一个所述吸杆。
21.优选地,所述供料进料一体机和若干所述加工设备位于所述输送轨道的同一侧且依次设置。
22.本实用新型技术方案的有益效果在于:
23.在本片状工件加工生产线中,加工设备位于输送轨道的旁侧,供料进料一体机位于输送轨道的一端,机械手在输送轨道上往复移动以从加工设备上抓取已加工工件下料至供料进料一体机上和从供料进料一体机上抓取待加工工件上料至加工设备上,与目前的片状工件加工生产线相比,本片状工件加工生产线中机械手在输送轨道的一端将已加工工件下料至供料进料一体机上后,可马上从供料进料一体机上抓取待加工工件上料,而无需再移动至输送轨道的另一端进行待加工工件的抓取上料,节省了工件上下料时间,且提高了生产效率;并且,机械手上的多个吸附模块组分别吸附待加工工件和已加工工件,机械手通过多个吸附模块组中的若干个吸附模块组于供料进料一体机上吸附待加工工件,而后移动至加工设备处通过另外若干个吸附模块组吸附加工设备上的已加工工件,驱动机构驱动转动杆转动以调整吸附模块组位置,吸附模块组将所吸附的待加工工件放置至加工设备上,即机械手从加工设备上抓取已加工工件后,便可马上将待加工工件放置至加工设备上,以供加工设备进行加工,从而无需等待机械手完成已加工工件的下料之后再去抓取待加工工件进行上料,如此,进一步节省了工件上下料时间,提高了生产效率。
附图说明
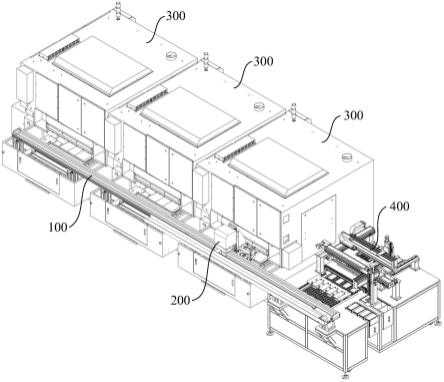
24.图1为本实用新型一实施例中片状工件加工生产线的结构示意图;
25.图2为图1中片状工件加工生产线的机械手的结构示意图;
26.图3为图1中片状工件加工生产线的供料进料一体机的结构示意图;
27.图4为图3中供料进料一体机另一视角下的结构示意图;
28.图5为图3中供料进料一体机的进料输送装置和清洗装置的结构示意图;
29.图6为图1中片状工件加工生产线的供料进料一体机的输送轨道及清洗装置的结构示意图;
30.图7为图2中机械手上吸附模块的结构示意图。
具体实施方式
31.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的方案进行清楚完整的描述,显然,所描述的实施例仅是本实用新型中的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
32.本实用新型提出一种片状工件加工生产线,参照图1和图2,该片状工件加工生产线包括:
33.输送轨道100,输送轨道上设有机械手200,机械手200可沿输送轨道100往复移动,机械手200的输出执行端设有固定架210、安装于固定架210上的转动杆220、多个设于转动杆220上的吸附模块组和用于驱动转动杆220转动的驱动机构230;多个吸附模块组围绕转动杆220布置,吸附模块组包括多个沿转动杆220的杆体方向依次布置的吸附模块240;
34.若干加工设备300,设于输送轨道100的旁侧且沿输送轨道100的轨道方向依次布置;
35.供料进料一体机400,设于输送轨道100的一端,用于提供待加工工件和接收已加工工件;
36.其中,机械手200从供料进料一体机400上抓取待加工工件上料至加工设备300上,以及从加工设备300上抓取已加工工件下料至供料进料一体机400上。
37.参照图1和图2,本实用新型提出的片状工件加工生产线用于片状工件的加工,其包含多种设备,并涉及片状工件的自动上料、加工、自动下料等多道工序。其中的片状工件,可以是电子产品(如手机、平板电脑)的盖板、背板、后壳等,且包括亚克力板、pc(聚碳酸酯)板等各种材质,包括但不仅限于此。
38.具体地,本片状工件加工生产线由输送轨道100、输送轨道100上的机械手200、若干加工设备300和供料进料一体机400组成,并且若干加工设备300位于输送轨道100的旁侧,若干加工设备300沿输送轨道100的输送方向依次布置,其中,若干加工设备300可设于输送轨道100的相同一侧或相对两侧,而供料进料一体机400位于输送轨道100的一端;在本片状工件加工生产线中,机械手200在输送轨道100上往复移动,以从加工设备300上抓取已加工工件下料至供料进料一体机400上和从供料进料一体机400上抓取待加工工件上料至加工设备300上。其中,使机械手200沿输送轨道100移动的实现方式具有多种,具体实现方式在后续实施例中详细说明。
39.参照图2,在机械手200上,吸附模块240用于吸附片状工件,吸附模块组中的若干个吸附模块240则可对应吸附若干个片状工件。机械手200在执行动作时,安装架210可于工作空间中移动,以使吸附模块组中的若干个吸附模块240离开或到达片状工件的取放位置。并且,通过驱动机构230对转动杆220的驱动,转动杆220转动以带动吸附模块组转动,进而调整吸附模块组的位置。
40.在供料进料一体机400或加工设备300处进行片状工件的取放操作时,转动杆220上的若干吸附模块组可用于分别吸附待加工和已加工的片状工件。在实际设置时,吸附模块组为两个,且两个吸附模块组的吸附模块240互呈90
°
设置。容易理解的是,在加工设备300处取放片状工件时,转动杆220上的其中一个吸附模块组从加工设备300上吸取已加工的片状工件,随即在驱动机构230的驱动下,转动杆220转动90
°
,转动杆220上的另一个吸附
模块组到达原吸附模块组的位置,进而可将其所吸取的待加工的片状工件放置至加工设备300上;对应的,在供料进料一体机400处取放片状工件时,转动杆220上的其中一个吸附模块组将其所吸取的已加工的片状工件放置至供料进料一体机400上,随即在驱动机构230的驱动下,转动杆220转动90
°
,转动杆220上的另一个吸附模块到达原吸附模块组的位置,进而可从供料进料一体机400上吸取待加工的片状工件。其中,作为优设,驱动机构230采用电机和带传动机构的结构设置,包括但不仅限于此。至于所涉及的加工设备300,可以是精雕机,对其设备类型,在此不作限制。
41.所涉及的供料进料一体机400用于进行待加工工件的供料和已加工工件的进料,具体地,供料进料一体机400提供待加工工件以供机械手200抓取上料,以及接收机械手200下料的已加工工件。供料进料一体机400的结构形式可设置为多种,比如采用供料输送线和进料输送线,机械手200可对应移动至供料输送线或进料输送线处。供料进料一体机400可以包括机架和设于机架上的上料机械手以及下料机械手,上料机械手和下料机械手下方分别放有料盘,以通过上料机械手将其下方料盘中所装载的待加工工件抓取至供料输送线上,并且通过下料机械手将进料输送线上的已加工工件抓取下料至料盘上。当然,上述供料进料一体机400的结构形式仅为示例性的,并非限制性的,还可为其它,至于其它的供料进料一体机400的结构形式将在后续实施例中进一步说明。
42.在本片状工件加工生产线中,加工设备300位于输送轨道100的旁侧,供料进料一体机400位于输送轨道100的一端,机械手200在输送轨道100上往复移动以从加工设备300上抓取已加工工件下料至供料进料一体机400上和从供料进料一体机400上抓取待加工工件上料至加工设备300上,与目前的片状工件加工生产线相比,本片状工件加工生产线中机械手200在输送轨道100的一端将已加工工件下料至供料进料一体机400上后,可马上从供料进料一体机400上抓取待加工工件上料,而无需再移动至输送轨道100的另一端进行待加工工件的抓取上料,节省了工件上下料时间,且提高了生产效率。
43.并且,机械手200上的多个吸附模块组分别吸附待加工工件和已加工工件,机械手200通过多个吸附模块组中的若干个吸附模块组于供料进料一体机400上吸附待加工工件,而后移动至加工设备300处通过另外若干个吸附模块组吸附加工设备300上的已加工工件,驱动机构230驱动转动杆220转动以调整吸附模块组位置,吸附模块组将所吸附的待加工工件放置至加工设备300上,即机械手200从加工设备300上抓取已加工工件后,便可马上将待加工工件放置至加工设备300上,以供加工设备300进行加工,从而无需等待机械手200完成已加工工件的下料之后再去抓取待加工工件进行上料,如此,进一步节省了工件上下料时间,提高了生产效率。
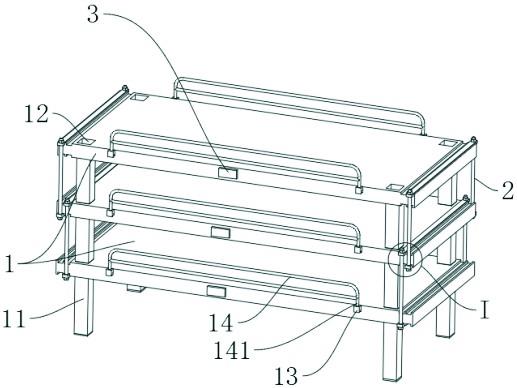
44.参照图3和图4,供料进料一体机400包括机座410和设于机座410上的供料输送装置420、第一取料机械手430、进料输送装置440以及第二取料机械手450;
45.供料输送装置420的旁侧设有用于放置待加工工件的第一放置区1,第一取料机械手430用于将第一放置区1的待加工工件取放至供料输送装置420上;
46.进料输送装置440的旁侧设有用于放置已加工工件的第二放置区2,第二取料机械手450用于将进料输送装置440上的已加工工件取放至第二放置区2。
47.本实施例中,供料进料一体机400由机座410、供料输送装置420、第一取料机械手430、进料输送装置440和第二取料机械手450组成,其中,机座410作为本供料进料一体机
400的基础结构,其作用在于安装其他组成结构,供料输送装置420、第一取料机械手430、进料输送装置440和第二取料机械手450等均设置在机座410上。该机座410的外形构造可以根据实际情况设置,在此不作细述。
48.参照图3和图4,第一放置区1、第一取料机械手430和供料输送装置420配合工作以提供片状工件进行上料。第一放置区1用于放置待加工的片状工件,具体通过第一取料机械手430将第一放置区1的待加工的片状工件取放至供料输送装置420上,然后通过供料输送装置420输送待加工的片状工件以供机械手200抓取上料。进料输送装置440、第二取料机械手450和第二放置区2配合工作以接收片状工件进行下料。第二放置区2用于放置已加工的片状工件,具体通过进料输送装置440接收机械手200放置的已加工的片状工件并进行输送,然后通过第二取料机械手450将进料输送装置440上的已加工工件取放至第二放置区2。
49.在此,需要说明的是,以上所涉及的第一放置区1、第二放置区2可为机座410上的一块限定区域,或为设置在机座410上的搭载机构,或为其它,所采用的设置形式具有多种,在此不作限制。以上所涉及的第一取料机械手430、第二取料机械手450可以采用多轴机械手或多轴驱动模组的结构形式,在本实施例中,作为优设,采用xyz三轴驱动模组,并选用龙门架型的安装结构,设置较为稳固。而机械手的末端则可以设置吸附组件以用于吸附片状工件实现抓取,其中的吸附组件的数量可以根据实际情况设置一组或多组,以分别吸附一块片状工件或同时吸附多块片状工件。以上所涉及的供料输送装置420和进料输送装置440可以采用滚筒线、皮带线等多种常见的输送结构,在本实施例中,供料输送装置420选用移动载台,进料输送装置440选用滚筒线。为提高生产效率,供料输送装置420和进料输送装置440可在同一输送位置并排设置多个工件放置位,从而可以同步输送多个片状工件。
50.参照图3和图4,在一较佳实施例中,供料输送装置420位于进料输送装置440的上方或下方。具体地,供料输送装置420和进料输送装置440在机座410上采用上下设置的布局形式,可使结构紧凑,减小占用机座410的设置面积,从而减小设备体积。作为优设,参照图3,供料输送装置420位于进料输送装置440的上方。并且,供料输送装置420处于进料输送装置440的传入端,以对接于机械手200的工作空间,方便片状工件的上料和下料。
51.参照图3和图5,在一较佳实施例中,供料进料一体机400还包括设于机座410上的清洗装置460,清洗装置460位于进料输送装置440上且用于清洗进料输送装置440上的已加工工件。具体地,本供料进料一体机400还具备清洗功能,其通过清洗装置460对进料输送装置440上已加工的片状工件进行下料前的清洗,可以去除片状工件上的毛刺等,从而提高产品质量。该清洗装置460可包括喷水管,以通过喷水管喷射水流冲洗片状工件,当然,并不仅限于此。
52.参照图5,在一较佳实施例中,进料输送装置440包括第一输送段441和第二输送段442,清洗装置460包括滚筒组461和喷水组件,滚筒组461位于第一输送段441与第二输送段442之间且与二者分别对接,喷水组件位于滚筒组461上方。
53.滚筒组461包括上下设置的两排滚筒,两排滚筒之间形成已加工工件的清洗通道。
54.本实施例中,进料输送装置440由第一输送段441和第二输送段442组成,清洗装置460的滚筒组461位于第一输送段441与第二输送段442之间,喷水组件位于滚筒组261的上方。已加工的片状工件沿第一输送段441、滚筒组461、第二输送段442的方向移动,其中,进料输送装置440的第一输送段441传入已加工的片状工件至滚筒组461的两排滚筒之间,两
排滚筒相对滚动以移动片状工件,喷水组件配合以对移动的片状工件进行清洗,片状工件在清洗完成后从两排滚筒之间自动传出到达第二输送段442上。其中,喷水组件优选水管,水管沿滚筒的长度方向设置,水管上对应设有多个朝下设置的喷水孔。
55.进一步的,参照图5,作为优设,滚筒组461的上方和下方分别设有风刀462和水槽463。其中,通过所设风刀462吹干清洗完成的片状工件,方便片状工件的下料。通过所设水槽463收集片状工件的冲洗水,以避免水泄漏而对设备其它部件造成损坏,并且水槽463所收集的冲洗水还可以循环利用。
56.参照图3和图4,在一较佳实施例中,机座410上对应第一放置区1和/或第二放置区2处设有容置口和位于容置口中、用于装载工件的料盒10。具体地,料盒10中具有若干个依次设置的料仓,每一个料仓中可放置多个片状工件。供料进料一体机400采用料盒10批量装载片状工件,并且料盒10隐藏设置于机座410的容置口中,可减小占用空间。其中,片状工件在料盒10内可为上下水平叠放或左右竖直堆放的放置形式,料盒10的外形构造根据实际情况设置。
57.参照图6,在一较佳实施例中,输送轨道100包括安装架110和驱动模组120;
58.机械手200设置在安装架110上,驱动模组120驱动安装架110往复移动。
59.本实施例中,输送轨道100通过驱动模组120驱动安装架110移动,以使安装架110上的机械手200在供料进料一体机400与若干加工设备300之间往复移动,从而实现待加工工件的上料和已加工工件的下料。其中的驱动装置130可采用直线模组或如图6所示的直线电机,根据实际情况选择设置。
60.参照图7,在一较佳实施例中,吸附模块240包括支架241和吸杆242,支架241包括以一中心点向外延伸的若干延伸部241a,延伸部241a上设有沿其延伸方向设置的条形孔241b,每一条形孔241b中穿设有至少一个吸杆242。
61.本实施例中,吸附模块240通过支架241上的多个吸杆242共同吸附片状工件,多个吸杆242分别穿设于支架241上若干延伸部241a的条形孔241b中,并且吸杆242可沿条形孔241b移动以改变其在条形孔241b中的固定位置,从而调节与其它吸杆242之间的间距,从而适应不同尺寸大小的片状工件。其中,吸杆242可通过螺母夹紧锁定在支架241上。作为优设,支架241呈十字型,对应地,延伸部241a为四个。
62.参照图1,在一较佳实施例中,供料进料一体机400和若干加工设备300位于输送轨道100的同一侧且依次设置。其中,采用此设备布局形式,可方便供料进料一体机400对接其它的生产设备,并且,当布置在厂房中时,还可方便两条片状工件加工生产线进行对称布置。当然,除上述设备布局形式以外,还可以为供料进料一体机400和若干加工设备300位于输送轨道100的同一侧,且若干加工设备300沿输送轨道100的布置方向于供料进料一体机400的两侧前后布置。
63.以上所述的仅为本实用新型的部分或优选实施例,无论是文字还是附图都不能因此限制本实用新型保护的范围,凡是在与本实用新型一个整体的构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。