1.本实用新型涉及注塑机技术领域,尤其涉及一种注塑机。
背景技术:
2.注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。注塑机能加热塑料,对熔融塑料施加高压,使其射出而充满模具型腔。
3.注塑机在使用过程中会容易发生进料管堵塞等问题,严重影响了塑料产品的生产制作,现有的一些企业,为了避免这一问题,通常在下料口附近增加水冷装置,但是冷却效果不好,导致料管堵塞,影响后续加工生产,影响产品质量,增加工厂生产成本。
技术实现要素:
4.为了解决上述问题,本实用新型提出一种注塑机。
5.本实用新型通过以下技术方案实现的:
6.本实用新型提出一种注塑机,包括下料机构和冷却套,所述冷却套设于所述下料机构上,所述下料机构包括料管,所述料管设有通孔和与所述通孔相连通的入料孔,所述冷却套设有固定孔、下料孔以及通道,所述下料孔与所述固定孔相连通,所述料管伸入所述固定孔内时,所述下料孔与所述入料孔相连通,所述通道设于所述冷却套的内部,且围设于所述冷却套在所述固定孔的内壁处,冷流体可填满所述通道。
7.进一步的,所述冷却套设有至少两个孔口,每一个所述孔口均与所述通道相连通,冷流体可经一所述孔口流入所述通道内,并从所述通道内经至少一所述孔口流出。
8.进一步的,所述通道设有多个连接孔,多个所述连接孔相互连通并围设于所述冷却套位于所述固定孔的内壁处。
9.进一步的,多个所述连接孔均为直线状。
10.进一步的,每一个所述连接孔均有一个孔口。
11.进一步的,所述注塑机还包括多个橡胶塞,每一个所述橡胶塞可伸入一个所述孔口内,并与所述冷却套位于孔口的内壁处紧密贴合。
12.进一步的,所述料管的一端设有固定柱,所述料管伸入所述固定孔内时,所述冷却套抵接于所述固定柱的端部。
13.进一步的,所述下料机构还包括加热套和射嘴装置,所述加热套套设于所述固定柱上,所述射嘴装置设于所述固定柱远离所述冷却套的端部。
14.进一步的,所述下料机构还包括驱动杆,所述驱动杆伸入所述通孔内,所述驱动杆可相对所述料管转动。
15.进一步的,所述驱动杆的一端设有加热螺杆,所述加热螺杆抵接于所述射嘴装置,所述驱动杆转动时,所述加热螺杆驱使所述料管内的颗粒塑料沿所述射嘴装置移动。
16.本实用新型的有益效果:料管伸入固定孔内时,料管的下料孔与冷却套的入料孔
相连通,颗粒状塑料可依次经下料孔、入料孔进入料管的通孔内。冷流体可填满通道,使冷却套位于固定孔的内壁处均匀降温,冷却套位于固定孔的内壁处与料管位于入料孔位置处相接触,通过热传导的方式使料管位于入料孔位置处于较低的温度,冷却套便可防止料管的入料孔位置通过热传导而温度升高,避免入料孔处的颗粒状塑料因高温熔化阻塞入料孔的情况发生。
附图说明
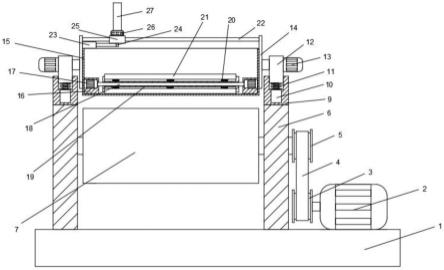
17.图1为本实用新型的注塑机整体示意图;
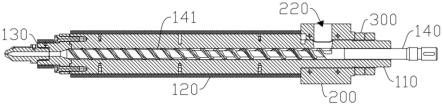
18.图2为下料机构整体示意图;
19.图3为图1的剖视图;
20.图4为图1的分解图;
21.图5为冷却套的整体示意图;
22.图6为图5沿a-a方向剖视图;
23.图7为图5沿b-b方向剖视图;
24.图8为冷却套的整体示意图;
25.图9为图8沿c-c方向剖视图;
26.图10为图8沿d-d方向剖视图;
27.图11为图8沿e-e方向剖视图。
28.图中各附图标记说明如下:
29.100、下料机构;110、料管;111、通孔;112、入料孔;113、固定柱;120、加热套;130、射嘴装置;140、驱动杆;141、加热螺杆;200、冷却套;210、固定孔;220、下料孔;231、连接孔;232、孔口;300、螺母。
具体实施方式
30.为了更加清楚、完整的说明本实用新型的技术方案,下面结合附图对本实用新型作进一步说明。
31.请参考图1至图11,本实用新型提出一种注塑机,包括下料机构100和冷却套200,冷却套200套设于下料机构100上,下料机构100包括料管110,料管110设有通孔111和与通孔111相连通的入料孔112,冷却套200设有固定孔210、下料孔220以及通道(未标记),下料孔220与固定孔210相连通,料管110伸入固定孔210内时,下料孔220与入料孔112相连通,通道设于冷却套200的内部,且围设于冷却套200位于固定孔210的内壁处,冷流体可填满通道。
32.在本实施例中,下料机构100用于将多个颗粒状塑料融合并挤出,冷却套200通过固定孔210套设于料管110上,用于为料管110的入料孔112位置进行冷却,入料孔112用于为颗粒状塑料提供一个能够进入料管110内的空间,下料孔220与入料孔112相连通,用于为颗粒状塑料提供一个能够经下料孔220进入入料孔112的空间,通孔111沿料管110的长度方向设置,使得颗粒状塑料经入料孔112落入通孔111内,通道用于将冷却套200在固定孔210的内壁处进行冷却。具体的,料管110伸入固定孔210内时,下料孔220与入料孔112相连通,颗粒状塑料可依次经下料孔220、入料孔112进入料管110内。料管110伸入冷却套200的固定孔
210内,冷流体可填满通道,使冷却套200位于固定孔210的内壁处进行降温,如此,当料管110受热时,冷却套200便可防止料管110的入料孔112位置通过热传导而温度升高,避免入料孔112处的颗粒状塑料因高温熔化阻塞入料孔112的情况发生。
33.在本实施例中,冷流体为冷水。
34.在其它实施例中,冷流体为冷气。
35.进一步的,冷却套200设有至少两个孔口232,每一个孔口232与通道相连通,冷流体可经一孔口232流入通道内,并从通道内经至少一孔口232流出。
36.在本实施例中,孔口232与通道相连通,用于为冷却套200内的通道提供一个输送冷流体入口或出口。具体的,冷流体从一个孔口232流入通道内并填满通道,再从另一个孔口232流出来。
37.进一步的,通道设有多个连接孔231,多个连接孔231相互连通并围设于冷却套200位于固定孔210的内壁处。
38.在本实施例中,多个连接孔231首尾相连通形成通道,从而围设于冷却套200位于固定孔210的内壁处。
39.进一步的,请参考图5至图11,多个连接孔231均为直线状。每一个连接孔231均有一个孔口232。
40.在本实施例中,连接孔231均呈直线状,且每一个连接孔231均有一个孔口232,以便于将连接孔231内的水完全倒出,同时在清洗冷却套200时,直线状的连接孔231更容易进行清洗。
41.在其它实施例中,连接孔231均呈弯曲形状。
42.进一步的,注塑机还包括多个橡胶塞(未标记),每一个橡胶塞可伸入一个孔口232内,并与冷却套200位于孔口232的内壁处紧密贴合。
43.在本实施例中,每一个橡胶塞用于伸入一个孔口232内,使冷却套200内的通道的冷流体不会从该孔口232处流出。
44.在本实施例中,橡胶塞为橡胶材料制作而成,橡胶塞伸入孔口232内时,将与冷却套200位于孔口232的内壁处产生过盈配合,从而防止冷流体流出。
45.进一步的,料管110的一端设有固定柱113,料管110伸入固定孔210内时,冷却套200抵接于固定柱113的端部。
46.在本实施例中,冷却套200通过固定孔210套设于料管110上时,固定柱113的端部为冷却套200提供一个套设的位置。用螺母300与料管110远离固定柱113的一端螺纹连接,将冷却套200固定在料管110的入料孔112位置处。
47.进一步的,下料机构100还包括加热套120和射嘴装置130,加热套120套设于固定柱113上,射嘴装置130设于固定柱113远离冷却套200的端部。
48.在本实施例中,加热套120套设于固定柱113上,加热套120可进行加热,用于为料管110的固定柱113处进行加热,使得料管110在通孔111内壁处温度升高,从而使通孔111内的颗粒状塑胶熔化,射嘴装置130用于将通孔111内熔化的塑胶从射嘴装置130挤出。
49.进一步的,下料机构100还包括驱动杆140,驱动杆140伸入通孔111内,驱动杆140可相对料管110转动。驱动杆140的一端设有加热螺杆141,加热螺杆141抵接于射嘴装置130,驱动杆140转动时,加热螺杆141驱使料管110内的颗粒塑料沿射嘴装置130移动。
50.在本实施例中,加热螺杆141伸入通孔111内,且加热螺杆141的一端抵接于射嘴装置130,另一端位于通孔111与入料孔112相连通的位置处。驱动杆140转动使得加热螺杆141转动,从而使得料管110内的颗粒塑料沿射嘴装置130移动,同时加热螺杆141进行加热,使得通孔111内的颗粒塑料熔化。
51.本实用新型的具体实施过程,将冷却套200安装于下料机构100,冷却套200通过固定孔210套设于料管110上,并且将冷却套200抵接于固定柱113的端部,调整冷却套200的下料孔220使其与入料孔112相连通,再用螺母300锁紧。将冷却套200位于固定孔210的内壁处进行降温,请参考图5和图6,冷却套200有多个连接孔231并首尾相连通,但沿a-a方向的连接孔231无法直接相连通,请参考图5和图11,多个连接孔231围设冷却套200位于固定孔210的内壁处,请参考图6和图10,用户可将进水管(未标记)和排水管(未标记)分别接入两个无法直接相连通的连接孔231的孔口232处,其余的孔口232全部用橡胶塞塞住,进水管从一个孔口232处输送冷水进通道,即冷流体,将通道填满后再从另一个孔口232连接的排水管处输出。重复循环,冷却套200位于固定孔210的内壁处的温度将会均匀降低并保持在较低的温度,冷却套200位于固定孔210的内壁与料管110位于入料孔112位置处相接触,通过热传导的方式使料管110位于入料孔112位置处长期处于较低的温度,如此,当用户在下料孔220处导入颗粒状塑胶时,粒状塑胶不会在入料孔112位置处因高温而熔化,避免粒状塑胶阻塞入料孔112的情况发生。
52.当然,本实用新型还可有其它多种实施方式,基于本实施方式,本领域的普通技术人员在没有做出任何创造性劳动的前提下所获得其他实施方式,都属于本实用新型所保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。