1.本实用新型涉及汽车部件加工工装技术领域,具体是一种侧滚轮座定位钻孔工装。
背景技术:
2.现有的钻床钻孔设备原理图如图3所示:由钻床电机1通过皮带2联接带动主轴3旋转,在主轴夹头4上安装钻头5,钻床下托板6上固定安装夹具7,将工件8装夹在夹具上,旋转操作手柄9控制主轴3做上下运动,实现高速旋转的钻头5在工件8上钻孔,但是,工件孔的公差比较小且为客户重点控制尺寸,同时还要求了孔与零件底面的位置度关系,夹具的经常移动,会产生钻孔时定位不准,使工件钻孔的精度下降甚至不合格。因此,本实用新型提供了一种侧滚轮座定位钻孔工装,以解决上述背景技术中提出的问题。
技术实现要素:
3.本实用新型的目的在于提供一种侧滚轮座定位钻孔工装,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种侧滚轮座定位钻孔工装,包括程序控制装置、立铣刀、加工中心工作台面、工装,所述工装固定在加工中心工作台面上,工装上设有加工工件;
6.工装包括底板,定位块、固定块和快速压头,快速压头固定安装于底板上表面,快速压头的一端安装有橡胶头,定位块上安装有锁紧螺丝,固定块上安装有定位压头,定位压头内贯穿有调节螺丝,调节螺丝上套有弹簧。
7.作为本实用新型进一步的方案,所述程序控制装置与立铣刀电控连接。
8.作为本实用新型再进一步的方案,所述工件与定位块卡接。
9.与现有技术相比,本实用新型的有益效果是:
10.本实用新型采用加工中心立铣刀加工孔,能保证孔的精度,工装通过固定工件的多个面保证孔与零件底面的位置度关系。
附图说明
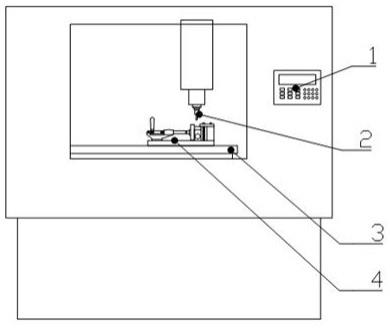
11.图1为本实用新型的结构示意图。
12.图2为本实用新型中夹持装置的结构示意图。
13.图3为本实用新型现有技术的结构示意图。
14.图中:1、程序控制装置;2、立铣刀;3、加工中心工作台面;4、工装;5、工件;6、底板;7、快速压头;8、定位块;9、固定块;10、弹簧;11、螺丝;12、定位压头;13、锁紧螺丝;14、橡胶头。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.请参阅图1~2,本实用新型实施例中,一种侧滚轮座定位钻孔工装,包括程序控制装置1、立铣刀2、加工中心工作台面3、工装4,所述工装4固定在加工中心工作台面3上,工装4上设有加工工件5,程序控制装置1与立铣刀2电控连接,立铣刀2对工装4上的工件5进行加工;
17.工装4包括底板6,定位块8、固定块9和快速压头7,快速压头7固定安装于底板6上表面,工件5与定位块8卡接,快速压头7的一端安装有橡胶头14,橡胶头14用于固定工件5,定位块8上安装有锁紧螺丝13,锁紧螺丝13可以锁紧工件5,固定块9上安装有定位压头12,定位压头12内贯穿有调节螺丝11,调节螺丝11上套有弹簧10,可以固定和调节定位压头12,定位压头12能压住工件5防止加工时工件5偏移。
18.本实用新型工作原理:将工件5卡在定位块8和定位压头12中,扳动快速压头7,使橡胶头14压紧工件5,拧紧锁紧螺丝13,将工装4放置在加工中心工作台面3上,启动程序控制装置1,程序控制装置1控制立铣刀2对工件5进行加工,加工完毕后取下工装4,松开锁紧螺丝13,扳回快速压头7,即可取下工件5,保证工件5孔的精准度,且通过工装4的固定,能有效的保证加工完毕工件孔的位置度可以达到客户的要求。
19.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种侧滚轮座定位钻孔工装,包括程序控制装置(1)、立铣刀(2)、加工中心工作台面(3)、工装(4),其特征在于,所述工装(4)固定在加工中心工作台面(3)上,工装(4)上设有加工工件(5);工装(4)包括底板(6),定位块(8)、固定块(9)和快速压头(7),快速压头(7)固定安装于底板(6)上表面,快速压头(7)的一端安装有橡胶头(14),定位块(8)上安装有锁紧螺丝(13),固定块(9)上安装有定位压头(12),定位压头(12)内贯穿有调节螺丝(11),调节螺丝(11)上套有弹簧(10)。2.根据权利要求1所述的一种侧滚轮座定位钻孔工装,其特征在于,所述程序控制装置(1)与立铣刀(2)电控连接。3.根据权利要求1所述的一种侧滚轮座定位钻孔工装,其特征在于,所述工件(5)与定位块(8)卡接。
技术总结
本实用新型公开了一种侧滚轮座定位钻孔工装,包括程序控制装置、立铣刀、加工中心工作台面、工装,所述工装固定在加工中心工作台面上,工装上设有加工工件,程序控制装置与立铣刀电控连接,工装包括底板,定位块、固定块和快速压头,快速压头固定安装于底板上表面,工件与定位块卡接,快速压头的一端安装有橡胶头,定位块上安装有锁紧螺丝,固定块上安装有定位压头,定位压头内贯穿有调节螺丝,调节螺丝上套有弹簧。本实用新型采用加工中心立铣刀加工孔,能保证孔的精度,工装通过固定工件的多个面保证孔与零件底面的位置度关系。面保证孔与零件底面的位置度关系。面保证孔与零件底面的位置度关系。
技术研发人员:杨君君
受保护的技术使用者:上海华旻机械制造有限公司
技术研发日:2022.03.24
技术公布日:2022/8/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
