一种高效tig氩弧焊焊接设备
技术领域
1.本实用新型涉及焊接设备领域,尤其涉及一种高效tig氩弧焊焊接设备。
背景技术:
2.tig氩弧焊焊枪是常用的焊接设备,但是现有技术的焊枪往往只有1台热丝电源,1台送丝机,存在焊接效率低的问题。而且,现有技术的焊枪喷嘴往往未设置冷却循环结构,喷嘴损耗率高,影响焊接效率,也增加了焊接成本。
技术实现要素:
3.实用新型目的:针对现有技术的不足与缺陷,本实用新型提供一种高效tig氩弧焊焊接设备;采用2台热丝电源,2台送丝机,同时使用具有良好冷却效果的高效tig氩弧焊焊枪,在焊接过程中一根钨针起弧,同时送两根焊丝,即提高焊接效率,又能保证堆焊过程中的质量。
4.技术方案:本实用新型的高效tig氩弧焊焊接设备,包括机械部分与焊接部分,机械部分包括双轴变位机、焊枪夹持块、磁吸防撞器、弧焊机器人与机器人控制柜,焊接部分包括tig氩弧焊焊枪、制冷水箱、焊接电源、送丝机、送丝盘与热丝电源,其特征在于:所述tig氩弧焊焊枪通过枪缆与焊接电源连接,tig氩弧焊焊枪的喷嘴设有喷嘴冷却装置、冷却装置进水管与冷却装置出水管;所述枪缆内设有进水管、出水管、水电缆与保护气管,进水管与出水管分别设有一分二快插头,从一分二快插头处引出冷却装置进水管与冷却装置出水管,冷却装置进水管、冷却装置出水管均与喷嘴冷却装置连通。
5.其中,所述的tig氩弧焊焊枪设有右送丝管与左送丝管,右送丝管、左送丝管分别通过电源导通电缆与第一热丝电源、第二热丝电源连接;所述右送丝管、左送丝管分别通过第一导丝管、第二导丝管与第一送丝机、第二送丝机连接。
6.其中,所述的第一送丝机、第二送丝机分别通过控制线与焊接电源连接,第一送丝机、第二送丝机分别设有第一送丝盘、第二送丝盘。
7.其中,所述的焊枪夹持块上设有4个上紧螺纹孔,上紧螺纹孔为m4内螺纹结构,焊枪夹持块与磁吸防撞器通过螺杆进行连接,螺杆为m6
×
15螺杆。
8.其中,所述的磁吸防撞器端面内嵌有一圈磁铁,磁吸防撞器端面与弧焊机器人的第六轴端面通过磁铁进行磁吸连接。
9.其中,所述的弧焊机器人为m-10ia型的弧焊机器人,弧焊机器人通过电缆与机器人控制柜连接,弧焊机器人通过十芯控制线与焊接电源连接。
10.有益效果:与现有技术相比,本实用新型具有以下显著优点:本实用新型采用第一热丝电源、第二热丝电源的2台热丝电源,第一送丝机、第二送丝机的2台送丝机,同时使用具有良好冷却效果的高效tig氩弧焊焊枪,在焊接过程中一根钨针起弧,同时送两根焊丝,即提高焊接效率,又能保证堆焊过程中的质量。
附图说明
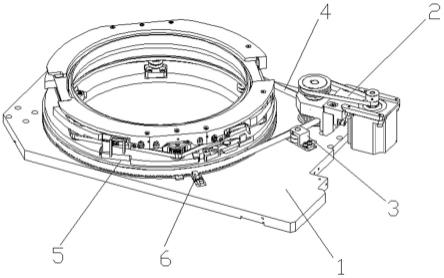
11.图1为本实用新型的主视结构示意图;
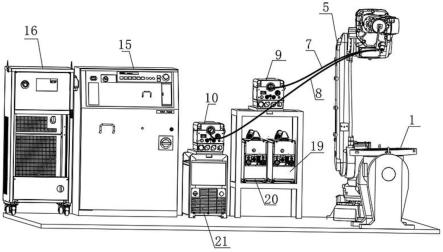
12.图2为本实用新型的俯视结构示意图;
13.图3为本实用新型的后视结构示意图;
14.图4为本实用新型的侧视结构示意图;
15.图中1为双轴变位机、2为tig氩弧焊焊枪、3为焊枪夹持块、4为磁吸防撞器、5为弧焊机器人、6为枪缆、7为第一导丝管、8为第二导丝管、9为第一送丝机、10为第二送丝机、11为第一送丝盘、12为第二送丝盘、13为进水管、14为出水管、15为机器人控制柜、16为制冷水箱、17为电缆、18为十芯控制线、19为第一热丝电源、20为第二热丝电源、21为焊接电源、22为喷嘴冷却装置、23为冷却装置进水管、24为冷却装置出水管。
具体实施方式
16.下面结合附图及具体实施方式对本实用新型的技术方案做进一步的描述。
17.本实用新型的高效tig氩弧焊焊接设备,包括机械部分与焊接部分,机械部分包括双轴变位机1、焊枪夹持块3、磁吸防撞器4、弧焊机器人5与机器人控制柜15,焊接部分包括tig氩弧焊焊枪2、制冷水箱16、焊接电源21、送丝机、送丝盘与热丝电源;tig氩弧焊焊枪2通过枪缆6与焊接电源21连接,tig氩弧焊焊枪2的喷嘴设有喷嘴冷却装置22、冷却装置进水管23与冷却装置出水管24;枪缆6内设有进水管13、出水管14、水电缆与保护气管,进水管13与出水管14分别设有一分二快插头,从一分二快插头处引出冷却装置进水管23与冷却装置出水管24,冷却装置进水管23、冷却装置出水管24均与喷嘴冷却装置22连通。其中,tig氩弧焊焊枪2设有右送丝管与左送丝管,右送丝管、左送丝管分别通过电源导通电缆与第一热丝电源19、第二热丝电源20连接;右送丝管、左送丝管分别通过第一导丝管7、第二导丝管8与第一送丝机9、第二送丝机10连接。第一送丝机9、第二送丝机10分别通过控制线与焊接电源21连接,第一送丝机9、第二送丝机10分别设有第一送丝盘11、第二送丝盘12。焊枪夹持块3上设有4个上紧螺纹孔,上紧螺纹孔为m4内螺纹结构,焊枪夹持块3与磁吸防撞器4通过螺杆进行连接,螺杆为m6
×
15螺杆。磁吸防撞器4端面内嵌有一圈磁铁,磁吸防撞器4端面与弧焊机器人5的第六轴端面通过磁铁进行磁吸连接。弧焊机器人5为m-10ia型的弧焊机器人,弧焊机器人5通过电缆17与机器人控制柜15连接,弧焊机器人5通过十芯控制线18与焊接电源21连接。
18.进一步的,双轴变位机1在作业过程中可以圆周方向旋转加翻转两个轴向运动。磁吸防撞器4的额定承载重量为15kg。进水管13与出水管14分别设有一分二快插头,从一分二快插头处引出冷却装置进水管23与冷却装置出水管24,冷却装置进水管23、冷却装置出水管24均与喷嘴冷却装置22连通,形成冷却循环。弧焊机器人5通过十芯控制线18与焊接电源21连接,实现弧焊机器人5的焊接模块。
19.使用时:第一步:弧焊机器人5与双轴变位机1通过电源线进行连接,器人控制柜15通过电缆17与弧焊机器人5接通。第二步:磁吸防撞器4将带强性磁铁面与机器人第六轴端面进行磁吸接触,直接吸附即可。第三步:焊枪夹持块3通过螺杆与磁吸防撞器4进行连接固定,tig氩弧焊焊枪2穿过焊枪夹持块3,通过焊枪夹持块3上设有四个上紧螺纹孔对tig氩弧焊焊枪2固定。第四步:枪缆6与tig氩弧焊焊枪2连接,枪缆6的另一侧与焊接电源21负极端
连接,枪缆6端头的进水管13插入制冷水箱16上设有的出水口,出水管14插入制冷水箱16上设有的回水口。第五步:tig氩弧焊焊枪2的喷嘴冷却装置22的进水端头与出水端头分别与冷却装置进水管23、冷却装置出水管24接通。第六步:第一导丝管7、第二导丝管8用卡箍分别固定在tig氩弧焊焊枪2上的右送丝管、左送丝管,两根导丝管的另一侧插入第一送丝机9、第二送丝机10中。第七步:第一热丝电源19、第二热丝电源20分别与tig氩弧焊焊枪2的右送丝管、左送丝管接通。
20.使用本实用新型的高效tig氩弧焊焊接设备,枪缆6连接tig氩弧焊焊枪2与焊接电源21,枪缆6内设有进水管13、出水管14、水电缆与保护气管,进水管13与出水管14分别设有一分二快插头,从一分二快插头处引出冷却装置进水管23与冷却装置出水管24,冷却装置进水管23、冷却装置出水管24均与喷嘴冷却装置22连通,形成冷却循环。这样的结构设计,可以用于喷嘴的快速冷却,延长喷嘴的使用寿命,降低喷嘴的损耗,提高了焊接效率,降低了焊接成本。
21.同时,使用本实用新型的高效tig氩弧焊焊接设备,在常规焊枪的基础上,增加了一路送丝,在提高焊接效率同时又不改变焊枪整体的大小,堆焊小孔径的工件依然可以使用此设备。焊接电源21只需要一台,第一送丝机9、第二送丝机10分别通过控制线与焊接电源21连接,焊接过程中只需要一根钨针起弧,提高了焊接效率,同时不改变焊枪的整体大小,堆焊小孔径的工件依然可以使用此设备。
22.本实用新型采用第一热丝电源19、第二热丝电源20的2台热丝电源,第一送丝机9、第二送丝机10的2台送丝机,同时使用具有良好冷却效果的高效tig氩弧焊焊枪2,在焊接过程中一根钨针起弧,同时送两根焊丝,即提高焊接效率,又能保证堆焊过程中的质量。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。