1.本技术涉及冷藏车生产技术领域,特别是一种冷藏车厢板生产线。
背景技术:
2.冷藏车是一种对工艺要求比较严格的产品,要确保运输过程中货物不变质,因此在车辆研发上对隔热、气密等性能有着很高的要求。冷藏车厢板的生产工艺也是厢体保温性能的决定因素之一。目前冷藏车的生产工艺主要有粘接工艺和闭式发泡工艺。
3.粘接工艺,又称“三明治式粘接工艺”,该工艺先通过模具成型大块泡沫板,然后利用切割机按照需求尺寸切割成小块泡沫板,然后放置在开式限位工装中,分别与内外玻璃钢蒙皮通过刷粘接胶粘接,最后在层压机中热压成型厢板总成。该工艺的工艺路线是:制作大块泡沫板
→
切割成小块泡沫板
→
制作预埋件
→
底面玻璃钢蒙皮刷胶
→
在开式限位工装中铺泡沫板、玻璃粘、预埋件
→
泡沫板表面刷胶、铺玻璃钢板
→
层压机压制。
4.闭式发泡工艺直接在闭式发泡工装中放置厢板骨架及内外蒙皮,使用胶带封边后开进层压机,将层压机合模后,通过注射口往闭式发泡工装中注入发泡料并在层压机中完成厢板总成发泡成型。该工艺的工艺路线是:在闭式发泡工装中放置厢板骨架及内外蒙皮
→
封边
→
层压机合模
→
发泡机注射发泡料。
5.目前,冷藏车厢板生产线主要采用粘接工艺,当产品内部结构简单时可采用粘接工艺,当产品内部结构复杂时使用粘接工艺较难实现,产品内部结构复杂时采用闭式发泡工艺更有利。
6.因此,仅设置粘接工艺生产线,不能满足不同结构的冷藏车厢板的生产需求。若同时设置一条粘接工艺生产线和一条闭式发泡工艺生产线,能满足不同结构的冷藏车厢板的生产需求,但是对场地需求较大,建设成本高,实现较为困难,且对产量较小的冷藏车车型存在很大程度的产能浪费。
7.有鉴于此,如何在有限的场地空间内满足不同结构的冷藏车厢板的生产需求,是本领域技术人员需要解决的技术问题。
技术实现要素:
8.本技术提供一种冷藏车厢板生产线,所述冷藏车厢板生产线包括用于预制泡沫板的发泡机、用于容置发泡料的闭式发泡工装、注射管路和注射头,所述闭式发泡工装设有注射口,所述发泡机通过所述注射管路与所述注射头连通,所述注射头与所述注射口连通,以向所述闭式发泡工装内注射发泡料。
9.冷藏车厢板生产线的一种实施方式,所述冷藏车厢板生产线还包括层压机、用于预拼泡沫板的开式限位工装,所述开式限位工装固定安装于所述层压机的下模板。
10.冷藏车厢板生产线的一种实施方式,所述闭式发泡工装和所述开式限位工装固定安装于同一所述层压机的下模板。
11.冷藏车厢板生产线的一种实施方式,所述发泡机和所述层压机相邻布置。
12.冷藏车厢板生产线的一种实施方式,所述发泡机和所述闭式发泡工装的注射口分别位于所述层压机的相邻两侧。
13.冷藏车厢板生产线的一种实施方式,所述冷藏车厢板生产线还包括用于成型泡沫板的模具以及用于切割泡沫板的切割机。
14.冷藏车厢板生产线的一种实施方式,所述冷藏车厢板生产线包括滑轨,所述滑轨布置在所述闭式发泡工装的注射口所在的一侧,所述注射头安装于所述滑轨并能够沿所述滑轨滑动。
15.冷藏车厢板生产线的一种实施方式,所述注射管路支撑在所述滑轨上。
16.本技术提供的冷藏车厢板生产线利用同一台发泡机和同一台层压机实现了粘接工艺和闭式发泡工艺,生产时,可以根据厢板产品的特点灵活选择生产工艺,利用一条生产线满足了不同厢板产品的生产需求。该冷藏车厢板生产线让粘接工艺和闭式发泡工艺共用一台发泡机和一台层压机,因此所需的场地空间小、建设成本和实现难度低。
附图说明
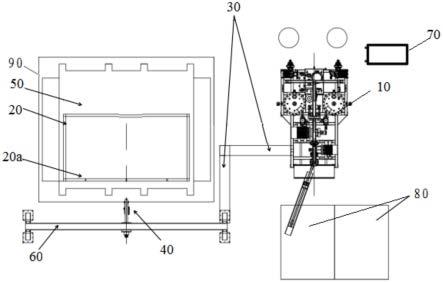
17.图1为本技术提供的冷藏车厢板生产线一种实施例的部分结构俯视图;
18.附图标记说明如下:
19.10发泡机,20闭式发泡工装,20a注射口,30注射管路,40注射头,50层压机,60滑轨,70冷水机,80模具,90地坑。
具体实施方式
20.为了使本技术领域的技术人员更好地理解本技术的技术方案,下面结合附图和具体实施方式对本技术的技术方案作进一步的详细说明。
21.如图1,该冷藏车厢板生产线包括发泡机10、闭式发泡工装20、注射管路30、注射头40、层压机50、冷水机70、模具80、切割机(图中未示出)、开式限位工装(图中未示出)。其中,冷水机70用于给发泡机10提供循环冷水。层压机50的底部可以布置在生产场地的地坑90中。
22.该冷藏车厢板生产线可实现粘接工艺。具体是:发泡机10与模具80(模具80大致为1500*900*400mm的框架结构)连通,从而能向模具80中供给发泡料,在模具80内部成型泡沫板,以此完成大块泡沫板的预制。预制好的大块泡沫板通过切割机切割成预定尺寸的小块泡沫板。层压机50的下模板上固定有开式限位工装。将切割下来的小块泡沫板以及预制的预埋件放置在开式限位工装中,并使小块泡沫板与内外玻璃钢蒙皮通过粘接胶粘接。之后,操作层压机50合模,实现厢板总成的热压成型。
23.该冷藏车厢板生产线还可实现闭式发泡工艺。具体是:发泡机10还通过注射管路30与注射头40连通,注射头40与闭式发泡工装20的注射口20a连通。在闭式发泡工装20中放置厢板骨架及内外蒙皮。联动操作层压机50合模和操作发泡机10向闭式发泡工装20内部注射发泡料,在层压机50上下模板的压力下实现厢板总成的成型。
24.图示实施例中,闭式发泡工装20和开式限位工装可以固定在同一层压机50的下模板上,这样,粘接工艺和闭式发泡工艺共用一台层压机50,当然,如果场地允许,两者也可固定在不同层压机50的下模板上。
25.图示实施例中的冷藏车厢板生产线利用同一台发泡机10和同一台层压机50实现了粘接工艺和闭式发泡工艺,生产时,可以根据厢板产品的特点灵活选择生产工艺,利用一条生产线满足了不同厢板产品的生产需求。该冷藏车厢板生产线让粘接工艺和闭式发泡工艺共用一台发泡机10和一台层压机50,因此所需的场地空间小、建设成本和实现难度低。
26.具体的,如图1,该冷藏车厢板生产线的发泡机10和层压机50相邻布置,两者之间的间距可控制在2000mm左右。以往的冷藏车厢板生产线将发泡机和层压机分别布置在生产线的头部和尾部,使两者间隔很远,导致不方便联动操作发泡机和层压机。相比而言,让发泡机10和层压机50相邻布置,更便于联动操作发泡机10和层压机50,由于闭式发泡工艺需要联动操作发泡机10和层压机50,所以这样设计更容易实现闭式发泡工艺。
27.具体的,如图1,该冷藏车厢板生产线还包括滑轨60,滑轨60布置在所述闭式发泡工装20的注射口20a所在的一侧,注射头40安装于滑轨60并能够沿滑轨60滑动。这样注射头40能在注射口20a所在的一侧灵活滑动,以实现发泡料的均匀注射,从而保障闭式发泡工艺的生产质量。
28.具体的,如图1,连通注射头40和发泡机10的注射管路30可以支撑搭载在滑轨60上,使滑轨60还起到支撑作用,一物多用,从而更利于节约场地空间。
29.具体的,如图1,发泡机10和闭式发泡工装20的注射口20a分别位于层压机50的相邻两侧,这样,方便注射管路30的布置和安装。
30.以上应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。