1.本技术涉及热洁炉的技术领域,尤其是涉及一种热洁炉的控制方法及系统。
背景技术:
2.热洁炉是一种用于洗涤金属工件上附着的化学物质的设备。热洁炉利用高分子聚合物高于300度隔绝空气可裂解碳化,高于400度在有少量空气可完全氧化的性质,对金属工件表面的油漆、涂层等进行清理。
3.在相关技术中,工作人员将残留有化学物质的金属工件放置于热洁炉内;经热洁炉处理后,工作人员打开炉门,将金属工件从热洁炉内取出,然后进行下一批金属工件的处理。
4.针对上述相关技术,发明人发现:由于每次打开炉门,炉内的大部分热量散发,导致在处理下一批金属工件时炉内的温度较低;由于将炉内的温度再次提升到预设温度需要花一定的时间,从而使得热洁炉的工作效率较低。
技术实现要素:
5.为了提高热洁炉的工作效率,本技术提供了一种热洁炉的控制方法及系统。
6.第一方面,本技术提供一种一种热洁炉的控制方法,采用如下的技术方案:一种热洁炉的控制方法,应用于设置有进料室、热解室和出料室的热洁炉,所述热解室用于容纳n台料车,n为大于1的自然数;所述热解室内设置有用于供料车滑移的导轨,所述导轨的一端穿过热解室的进料口且延伸至进料室内,另一端穿过热解室的出料口且延伸至出料室内,所述热洁炉还设置有推料组件和勾料组件;所述控制方法包括:在所述热解室内的温度达到预设温度后,按照预设时间间隔生成送料控制指令,根据所述送料控制指令控制所述推料组件将位于进料室内的待热解料车推入至热解室内,且根据所述送料控制指令控制所述勾料组件将所述热解室内距离出料室最近的料车勾出至出料室内;其中,所述待热解料车用于盛装待热解的金属工件。
7.通过采用上述技术方案,当热解室内的温度达到预设温度后,按照预设时间间隔生成送料控制指令,推料组件接收到送料控制指令后,则将位于进料室内的待热解料车推入热解室中,勾料组件接收到送料控制指令后,则将热解室内距离出料室最近的料车勾出至出料室。热解室能够容纳n台料车,使得热洁炉能够同时对n台料车内的待热解金属工件进行热解清洁,每一台待热解料车在热解室内的时间相同,即热洁炉对每一台料车中的金属工件表面附着的化学物质的处理时间相同;在进出料的过程中,热洁炉内的一部分热量散发到进料室和出料室中,相对于热解室内的热量直接散发到空气中,减小了热解室内热量的散发,提高了工作效率,降低了热解过程中的能耗,同时通过连续的进出料,进一步提高了热洁炉的工作效率;且相对于人工将待热解的金属工件移动至热洁炉内和将金属工件从热洁炉内取出,提高了安全性。
8.可选的,当所述热解室内的n台料车均为空料车时,所述控制方法还包括:
在所述热解室内的温度达到预设温度后,按照预设时间间隔发送n次所述送料控制指令至推料组件和勾料组件,所述推料组件响应于所述送料控制指令将进料室内的待热解料车推入至热解室内,且所述勾料组件响应于所述送料控制指令将热解室内距离出料室最近的空料车勾出至出料室。
9.通过采用上述技术方案,启炉前,热解室内有n台空料车,该n台空料车为上次闭炉后留在热解室内的空料车;启炉后,即在热解室的温度达到预设温度之后,按照预设时间间隔发送送料控制指令至推料组件和勾料组件,推料组件在接收到送料控制指令后,则将热解室内的待热解料车推入热解室,勾料组件在接受到送料控制指令后,则将热解室内距离出料室最近的空料车勾出至出料室,直到将热解室内的n台空料车依次从热解室推出。
10.可选的,所述热洁炉还包括第一换气组件,所述第一换气组件用于对进料室和出料室进行氮气置换;在所述按照预设时间间隔生成送料控制指令的步骤之前,还包括:发送第一换气指令至第一换气组件,所述第一换气组件响应于第一换气指令对进料室和出料室进行氮气置换;获取所述进料室和所述出料室内的氧气含量,判断所述进料室和所述出料室内的氧气含量是否均小于预设氧气含量,如果是,则发送换气完成指令控制第一换气组件关闭。
11.通过采用上述技术方案,在按照预设时间间隔生成送料控制指令前,发送第一换气指令至第一换气组件,第一换气组件在接收到第一换气指令后,第一换气组件则对进料室和出料室进行氮气置换,即将氮气充入进料室和出料室,将进料室和出料室内的气体抽出,使得进料室和出料室内的氧气含量降低;然后获取进料室和出料室内的氧气含量,判断出料室和进料室内的氧气含量是否均小于预设氧气含量,如果出料室和进料室内的氧气含量均小于预设氧气含量,则发送换气完成指令至第一换气组件,使得第一换气组件关闭,从而减小进料室和出料室内氧气含量过高的危险性,提高了安全性。
12.可选的,所述热解室靠近进料口处设置有进料炉门,所述热解室靠近出料口处设置有出料炉门;所述热洁炉还包括动力组件和压紧组件,所述动力组件用于驱动进料炉门和出料炉门开启或关闭,所述压紧组件用于在进料炉门和出料炉门关闭后对进料炉门和出料炉门进行压紧;在所述根据所述送料控制指令控制所述推料组件将位于进料室内的待热解料车推入至热解室内,且根据所述送料控制指令控制所述勾料组件将所述热解室内距离出料室最近的料车勾出至出料室内的步骤之后,还包括:发送关门指令至动力组件,所述动力组件响应于关门指令将进料炉门和出料炉门关闭;发送压紧指令至压紧组件,所述压紧组件响应于压紧指令对进料炉门和出料炉门进行压紧。
13.通过采用上述技术方案,在根据送料控制指令控制推料组件将位于进料室内的待热解料车推入至热解室内,且根据送料控制指令控制勾料组件将热解室内距离出料室最近的料车勾出至出料室内后,发送关门指令至动力组件,动力组件在接收到关闭指令后,则将进料炉门和出料炉门关闭;然后发送压紧指令至压紧组件,压紧组件在接收到压紧指令后,则对进料炉门和出料炉门进行压紧;通过控制压紧组件对进料炉门和出料炉门进行压紧,提高了热解室的密闭性,从而提高了安全性。
14.可选的,所述热洁炉还包括通风组件,所述通风组件用于将进料室和出料室内的热解气抽出;在所述压紧组件响应于压紧指令对进料炉门和出料炉门进行压紧的步骤之后,还包括:发送通风指令至通风组件,所述通风组件响应于通风指令将进料室和出料室内的热解气抽出;获取通风组件的通风时长,判断所述通风时长是否大于预设通风时长,如果是,则发送通风完成指令控制通风组件关闭。
15.通过采用上述技术方案,在压紧组件响应于压紧指令对进料炉门和出料炉门进行压紧后,发送通风指令至通风组件,通风组件接收到通风指令后,则将进料室与出料室内的热解气抽出;在通风过程中,获取通风组件的通风时长,判断通风组件的通风时长是否大于预设通风时长,如果通风组件的通风时长大于预设通风时长,则发送通风完成指令至通风组件,使得通风组件关闭,从而减小热解气散发到外界空气带来危险的可能性。
16.可选的,所述热洁炉还包括出料组件和冷却室,所述出料组件用于将出料室内的料车移动至冷却室内;在所述发送通风完成指令控制通风组件关闭的步骤之后,还包括:发送移动指令至出料组件,所述出料组件响应于移动指令将出料室内的料车移动至冷却室内;发送冷却指令至冷却组件和通风组件,所述冷却组件响应于冷却指令向冷却室内送风,所述通风组件响应于冷却指令将冷却室内的空气抽出;获取料车在冷却室内的冷却时长,判断所述冷却时长是否大于预设冷却时长,如果是,则发送冷却完成指令控制冷却组件和通风组件关闭。
17.通过采用上述技术方案,在发送通风指令将通风组件关闭后,发送移动指令至出料组件,出料组件接收到移动指令后,则将出料室内的料车移动至冷却室内;然后发送冷却指令至冷却组件和通风组件,冷却组件接收到冷却指令后,则向冷却室送风,即将空气抽入至冷却室内,通风组件接收到通风指令后,则将冷却室内的空气从冷却室中抽出;然后获取料车在冷却室的冷却时长,判断冷却时长是否大于预设冷却时长,如果冷却时长大于预设冷却时长,则发送冷却完成指令控制冷却组件和通风组件关闭。由于料车及料车内的金属工件的温度较高,料车与料车内的金属工件携带的热量散发到冷却室内的空气中,通过将冷却室内携带较高热量的空气抽出,以达到冷却的目的。
18.可选的,所述热洁炉还包括第二换气组件,所述第二换气组件用于对热解室进行氮气置换;在所述热解室内的温度达到预设温度之后,还包括:获取所述热解室内的氧气含量,判断所述热解室内的氧气含量是否大于氧气含量设定值,如果是,则发送第二换气指令控制第二换气组件对热解室进行氮气置换。
19.通过采用上述技术方案,在热解室内的温度达到预设温度后,获取热解室内的氧气含量,然后判断热解室内的氧气含量是否大于氧气含量,如果热解室内的氧气含量大于氧气含量设定值,则发送第二换气指令至第二换气组件,第二换气组件在接收到第二换气指令后,则对热解室进行氮气置换,即将氮气冲入热解室内,并将热解室内的气体抽出,从而降低热解室内的氧气含量,减小热解室内氧气含量过高导致爆炸的可能性。
20.第二方面,本技术提供一种热洁炉的控制系统,采用如下的技术方案:一种热洁炉的控制系统,其特征在于,应用于设置有进料室、热解室和出料室的热
洁炉,所述热解室用于容纳n台料车,所述热解室内设置有用于供料车滑移的导轨,所述导轨的一端穿过热解室的进料口且延伸至进料室内、另一端穿过热解室的出料口且延伸至出料室内,所述热洁炉设置有推料组件和勾料组件;所述控制系统包括:控制器,与所述推料组件相连接且与所述勾料组件相连接,用于在所述热解室内的温度达到预设温度后,按照预设时间间隔生成送料控制指令,根据所述送料控制指令控制所述推料组件将位于进料室内的待热解料车推入至热解室内,且根据所述送料控制指令控制所述勾料组件将所述热解室内距离出料室最近的料车勾出至出料室内;其中,所述待热解料车用于盛装待热解的金属工件。
21.第三方面,本技术提供一种计算机设备,采用如下的技术方案:一种计算机设备,包括:存储器和处理器,所述存储器上存储有可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现第一方面中任一项所述的方法。
22.第四方面,本技术提供一种计算机可读存储介质,采用如下的技术方案:一种计算机可读存储介质,存储有能够被处理器加载并执行第一方面中任一项所述方法的计算机程序。
23.综上所述,本技术至少包括以下有益技术效果:当热解室内的温度达到预设温度后,按照预设时间间隔生成送料控制指令,推料组件接收到送料控制指令后,则将位于进料室内的待热解料车推入热解室中,勾料组件接收到送料控制指令后,则将热解室内距离出料室最近的料车勾出至出料室。热解室能够容纳n台料车,使得热洁炉能够同时对n台料车内的待热解金属工件进行热解清洁,每一台待热解料车在热解室内的时间相同,即热洁炉对每一台料车中的金属工件表面附着的化学物质的处理时间相同;在进出料的过程中,热洁炉内的一部分热量散发到进料室和出料室中,相对于热解室内的热量直接散发到空气中,减小了热解室内热量的散发,提高了工作效率,降低了热解过程中的能耗,同时通过连续的进出料,进一步提高了热洁炉的工作效率;且相对于人工将待热解的金属工件移动至热洁炉内和将金属工件从热洁炉内取出,提高了安全性。
附图说明
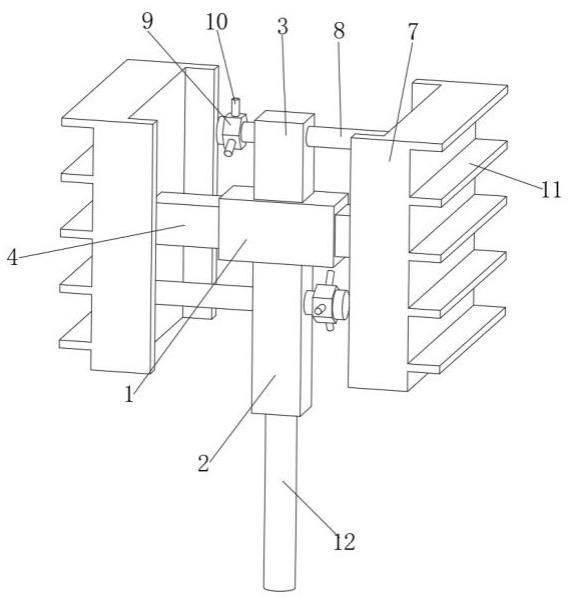
24.图1是本技术的热洁炉的结构示意图。
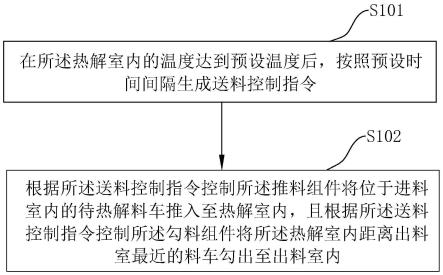
25.图2是本技术的其中一个实施例的控制方法的流程示意图。
26.图3是本技术的又一个实施例的控制方法的流程示意图。
27.图4是本技术的计算机设备的结构框图。
具体实施方式
28.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图1-4及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本技术,并不用于限定本技术。
29.本技术实施例公开一种热洁炉的控制方法。
30.参考图1,一种热洁炉的控制方法应用于设置有进料室、热解室和出料室的热洁炉,热解室用于容纳n台料车,n为大于1的自然数;热解室内设置有用于供料车滑移的导轨,
导轨的一端穿过热解室的进料口且延伸至进料室内,另一端穿过热解室的出料口且延伸至出料室内,热洁炉还设置有推料组件和勾料组件;参考图2,控制方法包括:步骤s101,在热解室内的温度达到预设温度后,按照预设时间间隔生成送料控制指令;步骤s102,根据送料控制指令控制推料组件将位于进料室内的待热解料车推入至热解室内,且根据送料控制指令控制勾料组件将热解室内距离出料室最近的料车勾出至出料室内;其中,待热解料车用于盛装待热解的金属工件;其中,预设温度和预设时间间隔均能够通过人工预先设置,预设温度在300度到400度之间,预设时间间隔例如设置为半个小时。
31.需要说明的是,进料室与出料室均最多容纳一台料车,热解室最多容纳n台料车;其中,热解室可容纳料车的数量n可以根据实际情况设置,例如可以将n设置为8。
32.可以理解的是,料车的进出方式为挤压式的进出方式,推料组件将位于进料室内的待热解料车推入至热解室内,进而推动热解室内的其他料车向靠近出料室的方向移动,勾料组件则将热解室内距离出料室最近的料车勾出至出料室内,即进料过程和出料过程是同时进行的,进料室内的料车进入热解室,热解室内的一台料车则会离开热解室。
33.上述实施方式中,当热解室内的温度达到预设温度后,按照预设时间间隔生成送料控制指令,推料组件接收到送料控制指令后,则将位于进料室内的待热解料车推入热解室中,勾料组件接收到送料控制指令后,则将热解室内距离出料室最近的料车勾出至出料室。热解室能够容纳n台料车,使得热洁炉能够同时对n台料车内的待热解金属工件进行热解清洁,每一台待热解料车在热解室内的时间相同,即热洁炉对每一台料车中的金属工件表面附着的化学物质的处理时间相同;在进出料的过程中,热洁炉内的一部分热量散发到进料室和出料室中,相对于热解室内的热量直接散发到空气中,减小了热解室内热量的散发,提高了工作效率,降低了热解过程中的能耗,同时通过连续的进出料,进一步提高了热洁炉的工作效率;且相对于人工将待热解的金属工件移动至热洁炉内和将金属工件从热洁炉内取出,提高了安全性。
34.作为控制方法进一步的实施方式,当热解室内的n台料车均为空料车时,控制方法还包括:在热解室内的温度达到预设温度后,按照预设时间间隔发送n次送料控制指令至推料组件和勾料组件,推料组件响应于送料控制指令将进料室内的待热解料车推入至热解室内,且勾料组件响应于送料控制指令将热解室内距离出料室最近的空料车勾出至出料室。
35.其中,空料车为未装有金属工件的料车;启炉前,热解室内有n台空料车,该n台空料车为上次闭炉后留在热解室内的空料车。
36.需要说明的是,为了使热解室内装有金属工件的料车全部离开热解室,每次闭炉后,正常情况下热解室会留下n台空料车。
37.上述实施方式中,启炉后,即在热解室的温度达到预设温度之后,按照预设时间间隔发送送料控制指令至推料组件和勾料组件,推料组件在接收到送料控制指令后,则将热解室内的待热解料车推入热解室,勾料组件在接受到送料控制指令后,则将热解室内距离
出料室最近的空料车勾出至出料室,直到将热解室内的n台空料车依次从热解室推出。
38.作为控制方法进一步的实施方式,热洁炉还包括第一换气组件,第一换气组件用于对进料室和出料室进行氮气置换;在按照预设时间间隔生成送料控制指令的步骤之前,还包括:发送第一换气指令至第一换气组件,第一换气组件响应于第一换气指令对进料室和出料室进行氮气置换;其中,为了便于同时对进料室与出料室进行氮气置换,进料室与出料室通过管道相连通;获取进料室和出料室内的氧气含量,判断进料室和出料室内的氧气含量是否均小于预设氧气含量,如果是,则发送换气完成指令控制第一换气组件关闭。
39.其中,预设氧气含量可根据历史经验或实际情况进行设置或调整,例如在本技术实施例中预设氧气含量可设置为6%。
40.上述实施方式中,在按照预设时间间隔生成送料控制指令前,发送第一换气指令至第一换气组件,第一换气组件在接收到第一换气指令后,第一换气组件则对进料室和出料室进行氮气置换,即将氮气充入进料室和出料室,将进料室和出料室内的气体抽出,使得进料室和出料室内的氧气含量降低;然后获取进料室和出料室内的氧气含量,判断出料室和进料室内的氧气含量是否均小于预设氧气含量,如果出料室和进料室内的氧气含量均小于预设氧气含量,则发送换气完成指令至第一换气组件,使得第一换气组件关闭,从而减小进料室和出料室内氧气含量过高的危险性,提高了安全性。
41.作为控制方法进一步的实施方式,热解室靠近进料口处设置有进料炉门,热解室靠近出料口处设置有出料炉门;热洁炉还包括动力组件和压紧组件,动力组件用于驱动进料炉门和出料炉门开启或关闭,压紧组件用于在进料炉门和出料炉门关闭后对进料炉门和出料炉门进行压紧;在根据送料控制指令控制推料组件将位于进料室内的待热解料车推入至热解室内,且根据送料控制指令控制勾料组件将热解室内距离出料室最近的料车勾出至出料室内的步骤之后,还包括:发送关门指令至动力组件,动力组件响应于关门指令将进料炉门和出料炉门关闭;其中,动力组件包括第一动力组件和第一动力组件,第一动力组件用于驱动进料炉门开启或关闭,第二动力组件用于驱动出料炉门开启或关闭;发送压紧指令至压紧组件,压紧组件响应于压紧指令对进料炉门和出料炉门进行压紧;其中,压紧组件包括第一压紧组件和第二压紧组件,第一压紧组件用于对进料炉门进行压紧,第二压紧组件用于对出料炉门进行压紧。
42.上述实施方式中,在根据送料控制指令控制推料组件将位于进料室内的待热解料车推入至热解室内,且根据送料控制指令控制勾料组件将热解室内距离出料室最近的料车勾出至出料室内后,发送关门指令至动力组件,动力组件在接收到关闭指令后,则将进料炉门和出料炉门关闭;然后发送压紧指令至压紧组件,压紧组件在接收到压紧指令后,则对进料炉门和出料炉门进行压紧;通过控制压紧组件对进料炉门和出料炉门进行压紧,提高了
热解室的密闭性,从而提高了安全性。
43.作为控制方法进一步的实施方式,热洁炉还包括通风组件,通风组件用于将进料室和出料室内的热解气抽出;在压紧组件响应于压紧指令对进料炉门和出料炉门进行压紧的步骤之后,还包括:发送通风指令至通风组件,通风组件响应于通风指令将进料室和出料室内的热解气抽出;其中,通风组件包括引风机,引风机是通过叶轮转动产生负压,进而从系统抽取空气的一种设备;获取通风组件的通风时长,判断通风时长是否大于预设通风时长,如果是,则发送通风完成指令控制通风组件关闭;其中,预设通风时长可根据历史经验或实际情况进行设置或调整,例如在本技术实施例中预设通风时长可设置为3分钟。
44.需要说明的是,通风时长小于预设时间间隔。
45.上述实施方式中,在压紧组件响应于压紧指令对进料炉门和出料炉门进行压紧后,发送通风指令至通风组件,通风组件接收到通风指令后,则将进料室与出料室内的热解气抽出;在通风过程中,获取通风组件的通风时长,判断通风组件的通风时长是否大于预设通风时长,如果通风组件的通风时长大于预设通风时长,则发送通风完成指令至通风组件,使得通风组件关闭,从而减小热解气散发到外界空气带来危险的可能性。
46.参考图3,作为控制方法进一步的实施方式,热洁炉还包括出料组件和冷却室,出料组件用于将出料室内的料车移动至冷却室内;在发送通风完成指令控制通风组件关闭的步骤之后,还包括:步骤s201,发送移动指令至出料组件,出料组件响应于移动指令将出料室内的料车移动至冷却室内;其中,冷却室最多容纳1台料车,冷却室与出料室相连通;步骤s202,发送冷却指令至冷却组件和通风组件,冷却组件响应于冷却指令向冷却室内送风,通风组件响应于冷却指令将冷却室内的空气抽出;其中,冷却组件包括风冷机,风冷机是一种采用水蒸发效应原理,用物理的方法实现降温的设备。
47.步骤s203,获取料车在冷却室内的冷却时长,判断冷却时长是否大于预设冷却时长,如果是,则发送冷却完成指令控制冷却组件和通风组件关闭。
48.其中,预设冷却时间可根据历史经验或实际情况进行设置或调整,例如在本技术实施例中预设冷却时间可设置为5分钟。
49.可以理解的是,冷却组件与通风组件同时开启且同时关闭,即引风机与冷却机接收到冷却指令时同时开启,引风机与冷却机接收到冷却完成指令时同时关闭。
50.需要说明的是,冷却时长小于预设时间间隔。
51.上述实施方式中,在发送通风指令将通风组件关闭后,发送移动指令至出料组件,出料组件接收到移动指令后,则将出料室内的料车移动至冷却室内;然后发送冷却指令至冷却组件和通风组件,冷却组件接收到冷却指令后,则向冷却室送风,即将空气抽入至冷却室内,通风组件接收到通风指令后,则将冷却室内的空气从冷却室中抽出;然后获取料车在
冷却室的冷却时长,判断冷却时长是否大于预设冷却时长,如果冷却时长大于预设冷却时长,则发送冷却完成指令控制冷却组件和通风组件关闭。由于料车及料车内的金属工件的温度较高,料车与料车内的金属工件携带的热量散发到冷却室内的空气中,通过将冷却室内携带较高热量的空气抽出,以达到冷却的目的。
52.作为控制方法进一步的实施方式,热洁炉还包括第二换气组件,第二换气组件用于对热解室进行氮气置换;在热解室内的温度达到预设温度之后,还包括:获取热解室内的氧气含量,判断热解室内的氧气含量是否大于氧气含量设定值,如果是,则发送第二换气指令控制第二换气组件对热解室进行氮气置换。
53.需要说明的是,氧气含量设定值根据历史经验或实际情况设置或调整,当热解室内的氧气含量超过氧气含量设定值时,第二换气组件则会启动,使得大量氮气进入热解室,进而使得热解室内的氧气含量降低,这是紧急工况下采取的对热解室的控氧措施。
54.上述实施方式中,在热解室内的温度达到预设温度后,获取热解室内的氧气含量,然后判断热解室内的氧气含量是否大于氧气含量,如果热解室内的氧气含量大于氧气含量设定值,则发送第二换气指令至第二换气组件,第二换气组件在接收到第二换气指令后,则对热解室进行氮气置换,即将氮气冲入热解室内,并将热解室内的气体抽出,从而降低热解室内的氧气含量,减小热解室内氧气含量过高导致爆炸的可能性。
55.本技术实施例还公开一种热洁炉的控制系统。
56.一种热洁炉的控制系统,应用于设置有进料室、热解室和出料室的热洁炉,热解室用于容纳n台料车,热解室内设置有用于供料车滑移的导轨,导轨的一端穿过热解室的进料口且延伸至进料室内、另一端穿过热解室的出料口且延伸至出料室内,热洁炉设置有推料组件和勾料组件;控制系统包括:控制器,与推料组件相连接且与勾料组件相连接,用于在热解室内的温度达到预设温度后,按照预设时间间隔生成送料控制指令,根据送料控制指令控制推料组件将位于进料室内的待热解料车推入至热解室内,且根据送料控制指令控制勾料组件将热解室内距离出料室最近的料车勾出至出料室内;其中,待热解料车用于盛装待热解的金属工件。
57.本发明的热洁炉的控制系统能够实现上述热洁炉的控制方法的任一种方法,且热洁炉的控制系统的具体工作过程可参考上述方法实施例中的对应过程。
58.本技术实施例还公开一种计算机设备。
59.参考图4,一种计算机设备,包括:存储器和处理器,存储器上存储有可在处理器上运行的计算机程序,处理器执行计算机程序时实现上述的热洁炉的控制方法。
60.本技术实施例还公开一种计算机可读存储介质。
61.一种计算机可读存储介质,存储有能够被处理器加载并执行上述的热洁炉的控制方法的计算机程序。
62.其中,计算机可读存储介质可以是任何包含或存储程序的有形介质,该程序可以被指令执行系统、装置或者器件使用或者与其结合使用;计算机可读介质上包含的程序代码可以用任何适当的介质传输,包括但不限于无线、电线、光缆、rf等等,或者上述的任意合适的组合。
63.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,本说明书(包括摘要和附图)中公开的任一特征,除非特别叙述,均可被其他等效或者具有类似目的的替代
特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。