1.本发明涉及翅片管制备技术领域,具体涉及一种钢铝翅片管及其高频电阻焊焊接方法。
背景技术:
2.空冷器是石油化工、电力、轻工等行业中广泛使用的热交换器,空冷器与管壳式的水冷器相比,不仅能节约用水、减少水污染,还具有维护费用低、运转安全、使用寿命长等优点。空冷器以空气作为冷却介质,需要冷却的热介质大部分为液体或气液混合,因此两侧对流换热系数相差较大,常使用翅片管作为强化传热元件,要求翅片管具有较强的传热性能。随着空冷器的广泛应用,翅片管的使用量增加,翅片管的制造工艺也不断完善,翅片管的种类和规格也日益增多。目前根据制造工艺不同,翅片管类型主要有双金属式轧制翅片管、缠绕式翅片管、高频电阻焊翅片管。缠绕式翅片管是铝带在张力作用下缠绕在基管的外表面上,制造简便,价格便宜;双金属式轧制翅片管是由基管和包裹在基管之外的铝翅片管组成。缠绕式翅片管和双金属式翅片管都是通过机械方式将翅片与基管结合在一起的,基管与翅片之间易松动,产生接触热阻。高频电阻焊翅片管是利用流经工件表面的高频电流所产生的电阻热加热,并在施加顶锻力的情况下,将钢带焊接在钢管上形成的产品。高频电阻焊翅片管主要优点是:
①
生产效率高,可连续缠绕生产;
②
生产成本低,焊接过程中不需添加任何填充金属材料;
③
由于高频电流仅在钢管浅表面通过,焊接热影响区小,工件焊后也不需要进行热处理;
④
焊接牢靠,在设备配置合理、工艺参数完善的情况下,可以达到翅片与基管之间焊接牢固,能承受频繁开、停工而引起的热冲击波动。
3.目前市场上的高频电阻焊翅片管主要以钢制基管与钢制翅片为主,缠绕式与双金属式翅片管主要以钢制基管与铝制翅片为主,铝的导热性能为钢的5~15倍,因此,钢制高频电阻焊翅片管在传热效率上远低于缠绕式和双金属翅片管。如果能将高频焊与铝翅片结合在一起,既能利用铝导热能力强的特点,又能让翅片管具有高频焊管的优势。与高频焊钢翅片管不同,钢翅片管是将钢制基管与钢制翅片焊接而成,钢制基管与钢制翅片的焊接属于同种材料焊接,易形成可靠的焊接接头,而钢铝翅片管是钢制基管与铝翅片焊接,钢和铝的化学成分存在较大差异,导致钢/铝无法通过冶金反应形成可靠的连接,钢与铝之间的熔点、线膨胀系数等物理性能差异较大,使得焊接电流不易控制,焊缝成型质量差。因此,本发明提出了一种高频焊钢铝翅片管及适用于高频焊钢铝翅片管的焊接工艺,使翅片管既具有较强的传热性能,且生产效率高,焊接牢固。
技术实现要素:
4.为解决上述技术问题,本发明提供了一种钢铝翅片管及其高频电阻焊焊接方法,钢管与铝翅片焊接熔合率高,焊缝强度高,在使用过程中铝翅片与钢管之间不会出现松动,焊接牢固。
5.本发明采用的技术解决方案是:
6.本发明提供了一种钢铝翅片管,包括基管及螺旋翅片,所述基管的材质为碳钢或不锈钢中的一种,所述螺旋翅片的材质为铝或铝合金,所述基管与螺旋翅片通过高频电阻焊焊接为一体。
7.本发明还提供一种钢铝翅片管的高频电阻焊焊接方法,包括如下步骤:
8.(1)将基管表面打磨并清洗吹干,去除基管表面的铁锈、氧化皮及油脂;并将翅片精整处理,清除翅片表面杂质及油脂;
9.(2)将基管及带状翅片安装于高频电阻焊焊接机上进行高频电阻焊,使翅片螺旋缠绕在基管上,并与基管焊接为一体,高频电阻焊焊接过程中焊接电极的焊接电压为190~280v,焊接电流为120~170a,焊接电流频率为680~730khz,焊接速度为400~500r/min。
10.进一步地,所述步骤(2)中焊接电流为133~155a,焊接电流频率为700~720khz。
11.通过上述技术方案,本发明采用低输入功率、高焊接电流频率,使低焊接电流集中于铝翅片与钢管的接触位置,保证焊接牢固。
12.进一步地,所述步骤(2)中高频电阻焊焊接机的一侧设置有焊接电极及成型轮,焊接电极包括上触头电极及下触头电极,所述上触头电极位于基管上,且上触头电极的端部呈圆弧形与基管贴合,所述下触头电极位于翅片上,所述上触头电极与下触头电极的材质为铜;所述成型轮位于基管的一侧并与翅片接触。
13.进一步地,所述上触头电极为棒电极,所述下触头电极为扁电极。
14.进一步地,所述上触头电极与下触头电极的水平距离为8~10mm,所述上触头电极的底端与下触头电极的顶端的高度差为4~6mm;所述成型轮的边缘与基管的边缘之间的水平间隙为0~1mm,所述成型轮的圆心与基管的圆心之间的垂直高度为0~1mm。
15.进一步地,所述成型轮对基管及翅片施加压力,压力为0.3~1.0mpa。
16.本发明的有益效果为:
17.(1)本发明提供了一种钢铝翅片管,其采用高频电阻焊焊接方法焊接,钢管与铝翅片焊接熔合率高,其熔合率可达到90%以上,焊缝强度高,其拉脱力可达到40mpa以上,在使用过程中铝翅片与钢管之间不会出现松动,焊接牢固,能承受频繁开、停工而引起的热冲击波动,使用寿命长;
18.(2)本发明的高频电阻焊钢铝翅片管,相比缠绕式翅片管与双金属式翅片管的翅片顶部减薄率40%~50%,本发明的翅片管翅片顶部减薄率仅为4%,翅片强度与刚度较大,不易倒伏,特别是在停工检修冲洗期间,能保持翅片形状不变,提高了翅片管的使用寿命;
19.(3)本发明的高频电阻焊钢铝翅片管的传热性能优于缠绕式翅片管及双金属式翅片管,对于管内水蒸汽在0.05mpa表压力下冷凝,当空气质量流速为6kg/m2/s时,本发明的高频电阻焊钢铝翅片管传热系数比缠绕式翅片管高51.7%,比双金属翅片管高7.7%。
附图说明
20.为了清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1是钢铝翅片管的剖视图;
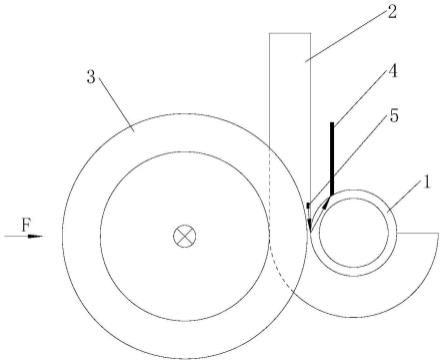
22.图2是高频电阻焊钢铝翅片管的焊接示意图。
23.图中标注:1.翅片;2.基管;3.成型轮;4.上触头电极;5.下触头电极。
具体实施方式
24.本发明提供了一种钢铝翅片管及其高频电阻焊焊接方法,为使本发明的目的、技术方案及效果更加清楚、明确,以下对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
25.下面结合附图对本发明进行详细说明:
26.参照图1及图2,本发明一种钢铝翅片管的高频电阻焊焊接方法,所述高频电阻焊钢铝翅片管为钢管与螺旋铝翅片焊接成型,包括如下步骤:
27.(1)将基管表面打磨并清洗吹干,去除基管表面的铁锈、氧化皮及油脂;并将翅片精整处理,清除翅片表面杂质及油脂;
28.(2)将基管及带状翅片安装于高频电阻焊焊接机上进行高频电阻焊,使翅片螺旋缠绕在基管上,并与基管焊接为一体,高频电阻焊焊接过程中焊接电极的焊接电压为190~280v,焊接电流为120~170a,焊接电流频率为680~730khz,焊接速度为400~500r/min,优选地,焊接电流为133~155a,焊接电流频率为700~720khz。
29.上述步骤(2)中高频电阻焊焊接机的一侧设置有焊接电极及成型轮,焊接电极包括上触头电极及下触头电极,所述上触头电极为棒电极,所述下触头电极为扁电极,所述上触头电极位于基管上,且上触头电极的端部呈圆弧形与基管贴合,所述下触头电极位于翅片上,所述上触头电极与下触头电极的材质为铜;所述成型轮位于基管的一侧并与翅片接触。
30.上述上触头电极与下触头电极的水平距离为8~10mm,所述上触头电极的底端与下触头电极的顶端的高度差为4~6mm;所述成型轮的边缘与基管的边缘之间的水平间隙为0~1mm,所述成型轮的圆心与基管的圆心之间的垂直高度为0~1mm。
31.上述成型轮对基管及翅片施加压力,压力为0.3~1.0mpa。
32.实施例1
33.本实施例提供一种钢铝翅片管,包括基管及螺旋翅片,基管的材质为20#钢,螺旋翅片为1060铝合金,基管直径为32mm,翅片高度为15.5mm,翅片厚度为0.5mm,翅片节距为3mm,上述基管与螺旋翅片通过高频电阻焊焊接为一体。
34.上述基管与螺旋翅片的高频电阻焊焊接方法,包括如下步骤:
35.(1)将基管表面打磨并清洗吹干,去除基管表面的铁锈、氧化皮及油脂;并将翅片精整处理,清除翅片表面杂质及油脂;
36.(2)将基管及带状翅片安装于高频电阻焊焊接机上进行高频电阻焊,高频电阻焊焊接机的一侧设置有焊接电极及成型轮,在基管旋转过程中翅片螺旋缠绕在基管上,并与基管焊接为一体;该步骤中,焊接电极的焊接电压为259v,焊接电流为140a,焊接电流频率为708khz,焊接转速为480r/min。
37.另外,上述焊接电极包括上触头电极与下触头电极,其中,上触头电极与下触头电极的水平距离为8mm,上触头电极的底端与下触头电极的顶端的高度差为5mm;成型轮的边
缘与基管的边缘之间的水平间隙为1mm,所述成型轮的圆心与基管的圆心之间的垂直高度为0,即成型轮的圆心与基管的圆心位于同一条水平线上;上述成型轮对基管及翅片施加压力f,压力f为0.5mpa。
38.本实施例1的钢铝翅片管与双金属翅片管相比,在基管为32mm,翅片高度为15.5mm,翅片厚度0.5mm,翅片间距为3mm时,每吨基管下,高频焊铝翅片管用铝量为484kg,而双金属翅片管用铝量为640kg,高频焊接翅片管比双金属翅片管的用铝量少32%,且总质量减少10%。
39.实施例2
40.本实施例与实施例1的区别在于,本实施例中,焊接电极的焊接电压为240v,焊接电流为140a,焊接电流频率为718khz,焊接转速为470r/min。
41.对比例1
42.本对比例1与实施例1的区别在于,本对比例按照钢管与钢翅片高频电阻焊焊接工艺对钢管与铝翅片进行焊接,焊接电压为210v,焊接电流为450a,焊接电流频率为120khz,焊接转速为180r/min。
43.在上述实施例1-5、对比例1所得的翅片管的两端和中间各取一个整圈试样,进行焊接熔合率检测以及拉脱力试验,以确定焊接质量。检测结果如表1所示。
44.表1
[0045][0046]
需要说明的是,本发明中未述及的部分采用或借鉴已有技术即可实现。
[0047]
当然,上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
