:
1.本发明涉及一种用于大型船舶舵杆衬套内孔镗孔加工的复合型工装。
背景技术:
2.舵杆是指舵叶转动轴,其用来承受和传递作用在舵叶上的力及舵给以转舵装置的力,舵机通过舵杆转动舵叶,舵叶承受水对其的反作用力使船舶实现转向。舵杆与上、下轴承和舵销的配合,是通过舵杆上、下轴承处的滚动轴承、衬套、压盖、填料物接触。舵杆衬套为大直径、薄壁、合金钢工件。在机械加工过程中,工件的装夹等因素,极易造成衬套筒径尺寸超差。
技术实现要素:
3.本发明针对上述加工的要求和难点,提供一种结构简单、容易制造、操作简便大型船舶舵杆衬套复合型加工工装(也称胎具),且可实现一对多的一种复合型加工工装胎具。利用扣压结合的方式,保证了工件装夹受力均匀,从而解决了传统径向装夹力对衬套镗孔加工带来的尺寸及形位的偏差问题。
4.本发明的技术解决方案是:一种大型船舶舵杆衬套复合型加工工装,是大型船舶舵系轴承衬套在龙门铣床进行镗孔加工用的复合型装夹胎具,有与轴承衬套一端配合的下胎座(2),其特征在于:下胎座带有与轴承衬套一端口径配合的止口定位圆缺,圆缺外部带有分布的螺孔,螺孔配合连接有螺丝杆;还有上压盖(1),螺丝杆穿过上压盖(1)分布对应的孔与螺帽连接,螺帽上紧将上压盖压在轴承衬套另一端,实现扣压式装夹。本发明的大型船舶舵杆衬套复合型加工工装,进一步的改进是:下胎座的止口定位圆缺,为两个或两个以上口径的阶梯圆缺,也称止口台阶。下胎座也称底座,为复合型设计,适用于多型号衬套镗孔加工。
5.上压盖分布有八处φ30的孔,下胎座对于分布有八处m24螺孔对齐,螺丝杆为双头螺丝的螺丝杆,螺丝杆下段螺丝依次旋入下胎座对应的8处m24螺孔中,螺丝杆上段螺丝穿过上压盖(1)分布对应的孔,伸出上压盖上方的螺丝依次旋入8个m24螺帽上紧。通过m24螺栓固定工装胎具上压盖,从而使压盖上的装夹力垂直作用在衬套上端面,并通过衬套筒壁垂直作用到底座上,可以有效固定衬套装夹,抵消衬套装夹时,装夹力造成的变形,可确保衬套成品加工后衬套上下垂直度、尺寸等各形位公差能满足图纸设计要求。综合参考所需加工的舵杆白钢衬套与舵销白钢衬套的尺寸,底座所设计的止口尺寸需满足白钢套可以装夹在止口台阶上,止口台阶上螺栓孔分布的节圆直径略大于白钢套的外径尺寸,以便于链接螺栓的安装;止口台阶的直径尺寸略大于白钢套的内孔尺寸,如此使得镗孔刀具的走位行程可以贯穿整个白钢套内孔。底座采用中间空洞的圆环型设计,使得镗孔切削的铁屑可及时排出,避免铁屑堆积损坏刀具切削刃。
附图说明:
6.图1为本发明大型船舶舵杆衬套复合型加工工装的装夹部件上压盖主半剖视图和右视图的示意图。
7.图2为本发明大型船舶舵杆衬套复合型加工工装的装夹部件下胎座主半剖视图和右视图的示意图。
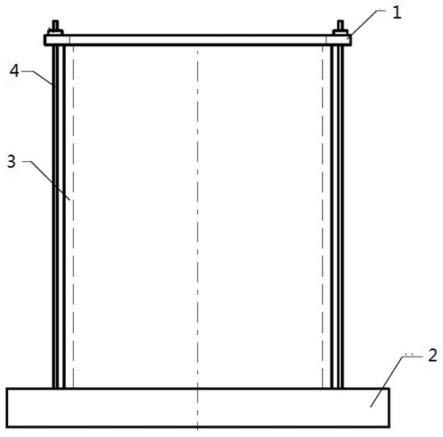
8.图3为本发明大型船舶舵杆衬套复合型加工工装的实际装夹状态示意图。
9.(其中:1为上压盖;2为下胎座;3为白钢的衬套;4为双头的螺丝杆)
具体实施方式:
10.以下结合附图进一步说明本发明的实施。
11.如图所示,这种本发明的大型船舶舵杆衬套复合型加工工装,是大型船舶舵系轴承衬套在龙门铣床进行镗孔加工用的复合型装夹胎具,有与轴承衬套一端配合的下胎座(2),也称底座,是圆环形。下胎座带有与轴承衬套一端口径配合的止口定位圆缺,圆缺外部带有分布的螺孔,螺孔配合连接有螺丝杆(4);还有上压盖(1),简称压盖。螺丝杆穿过上压盖(1)分布对应的孔与螺帽连接,螺帽上紧将上压盖压在轴承衬套另一端,实现扣压式装夹,构成工装,也称胎具。下胎座的止口定位圆缺,为两个口径的阶梯圆缺,也称止口台阶。将胎具底座置于四块高350mm尺寸的等高垫上,严格找正后。加工前根据衬套内孔尺寸,选择底座对应止口定位口径,将工件(3)置于胎具底座,将对应口径的压盖置于衬套上方,上部八处φ30孔与底座8处m24螺孔对齐,双头螺丝杆依次旋入底座胎具对应的8处m24螺孔中,压盖上方依次旋入8个m24螺帽,上紧,即完成整个工件的装夹工作,并且保证了工件受力均匀,形位公差满足要求。
技术特征:
1.一种大型船舶舵杆衬套复合型加工工装,是大型船舶舵系轴承衬套在龙门铣床进行镗孔加工用的复合型装夹胎具,有与轴承衬套一端配合的下胎座(2),其特征在于:下胎座带有与轴承衬套一端口径配合的止口定位圆缺,圆缺外部带有分布的螺孔,螺孔配合连接有螺丝杆;还有上压盖(1),螺丝杆穿过上压盖(1)分布对应的孔与螺帽连接,螺帽上紧将上压盖压在轴承衬套另一端,实现扣压式装夹。2.如权利要求1所说的大型船舶舵杆衬套复合型加工工装,其特征在于:下胎座d止口定位圆缺,为两个或两个以上口径的阶梯圆缺。下胎座为复合型设计,适用于多型号衬套镗孔加工。3.如权利要求1所说的大型船舶舵杆衬套复合型加工工装,其特征在于:上压盖分布有八处φ30的孔,下胎座对于分布有八处m24螺孔对齐,螺丝杆为双头螺丝的螺丝杆,螺丝杆下段螺丝依次旋入下胎座对应的8处m24螺孔中,螺丝杆上段螺丝穿过上压盖(1)分布对应的孔,伸出上压盖上方的螺丝依次旋入8个m24螺帽上紧。4.如权利要求1或2所说的大型船舶舵杆衬套复合型加工工装,其特征在于:下胎座采用中间空洞的圆环型。5.如权利要求3所说的大型船舶舵杆衬套复合型加工工装,其特征在于:下胎座采用中间空洞的圆环型。6.如权利要求2所说的大型船舶舵杆衬套复合型加工工装,其特征在于:上压盖分布有八处φ30的孔,下胎座对于分布有八处m24螺孔对齐,螺丝杆为双头螺丝的螺丝杆,螺丝杆下段螺丝依次旋入下胎座对应的8处m24螺孔中,螺丝杆上段螺丝穿过上压盖(1)分布对应的孔,伸出上压盖上方的螺丝依次旋入8个m24螺帽上紧。
技术总结
大型船舶舵杆衬套复合型加工工装,是大型船舶舵系轴承衬套在龙门铣床进行镗孔加工用的复合型装夹胎具,有与轴承衬套一端配合的下胎座(2),其特征在于:下胎座带有与轴承衬套一端口径配合的止口定位圆缺,圆缺外部带有分布的螺孔,螺孔配合连接有螺丝杆;还有上压盖(1),螺丝杆(4)穿过上压盖分布对应的孔与螺帽连接,螺帽上紧将上压盖压在轴承衬套另一端,实现扣压式装夹。衬套下端与止口定位圆缺配合,上部上压盖下压,并用8组螺丝杆紧固,保证整个工件装夹受力均匀,在镗孔加工中完全保证了衬套内孔加工的粗糙度和形位公差要求。了衬套内孔加工的粗糙度和形位公差要求。了衬套内孔加工的粗糙度和形位公差要求。
技术研发人员:邹子俊 张国刚 邓伟 赵涛 刘春琎 隋波
受保护的技术使用者:大连船用柴油机有限公司
技术研发日:2022.05.23
技术公布日:2022/8/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
