1.本发明涉及金属丝材焊接技术领域,尤其涉及一种金属丝材焊接方法。
背景技术:
2.随着介入医学的发展,微创精准植入器材导入人体病灶进行微创治疗, 已成为治疗一些疾病的首选治疗方案,人体植入支架已成为该方案的主要治疗器材。该支架按用途分为:血管支架和非血管支架(如肠道支架、气管支架、胆道支架等);按生产工艺分为:激光雕刻支架和编织支架;按支架材质又可分为:不锈钢丝支架、镍钛丝支架、钴铬丝支架以及其他材质支架。编织支架因其良好的柔顺性、抗疲劳性能、更高的金属密度等优点,被广泛运用临床治疗中;而编织支架是由一支或多支金属丝材编织而成,这就涉及到金属丝材端头处理问题,现有的技术对这类金属丝材端头处理有以下几种方式:1.用金属套管压接;2.采用熔焊方式焊接(如点焊、激光焊);3.钎料焊接;4.任其端头松散,不做处理。
3.由于金属丝材的直径较小,一般为0.2 mm左右,在采用焊接的方式来处理钢质丝材时,焊点热影响尤为严重,将焊接后的钢质丝材弯折4-15次后即在焊点处断裂;而金属丝材为镍钛材质时,又很难以焊接的方式将丝材连接。因此,亟需一种解决焊点热影响问题、连接强度高、适配各种材质和连接形式的焊接方法。
技术实现要素:
4.针对现有技术方案中金属丝材焊接后连接强度不高、焊点热影响严重、脆断、镍钛材料焊接困难的问题,本发明提供了一种金属丝材焊接方法。
5.本发明提供如下的技术方案:一种金属丝材焊接方法,包括以下步骤,s1,利用连接件附着在多支丝材待焊接部位的表面,将多个焊接部位连接、定位,增加待焊接部位的表面积;s2,在待焊接部位添加焊料;s3,可控地加热待焊接部位,使焊料融化后将全部或部分连接件和连接件附近的丝材以及连接件与丝材之间的间隙覆盖,冷却后形成一个覆盖层,焊接完成。
6.优选地,步骤s1包括,s11,确定多支丝材的待焊接部位以及焊接类型;s12,使用连接件将多个待焊接部位连接且定位,使定位后多个待焊接部位的连接结构符合焊接类型的要求。
7.优选地,在步骤s11中,所述焊接类型包括十字交叉型、平行叠加型、同轴对接型;所述十字交叉型为至少两个待焊接部位交叉且交叉角度大于0;所述平行叠加型为至少两个待焊接部位平行地叠加;所述同轴对接型为两个待焊接部位同轴且端部对接。
8.优选地,在步骤s11中,所述平行叠加型包括以下三种情形:多个待焊接部位平行地对接且不同轴、多个焊接部位在三维空间中平行地叠加以封头、多个待焊接部位在平面
上平行地依次叠加以并头。
9.优选地,在步骤s1中,所述连接件为螺纹式缠绕在多个待焊接部位表面的绕丝。
10.优选地,相邻两圈绕丝之间的间距≥0。
11.优选地,在步骤s1中,所述连接件为连接在多个待焊接部位表面的直条丝。
12.优选地,在步骤s1中,所述连接件为连接在多个待焊接部位表面的折线丝。
13.优选地,在步骤s1中,多支所述丝材的材质全部或部分相同。
14.优选地,步骤s3在常规气氛或保护气氛或真空环境中进行。
15.本发明的有益效果是:本发明采用连接件将多个待焊接部位连接并定位,焊料融化后将连接件附近的丝材和全部或部分的连接件覆盖,形成覆盖层,并渗入连接件和丝材之间、丝材和丝材之间的间隙中,覆盖层冷却后将多个丝材和连接件彻底连接、固定。连接件增加了待焊接部位的表面积,即增加了采用与现有技术相同或相近体积的焊料熔化时所覆盖的表面积,从而增加了焊料的附着能力,以达到增强焊接强度的目的,能够有效防止因焊点热影响形成的脆断、裂纹,对于难以焊接的镍钛合金丝也能牢固地连接。
附图说明
16.图1为本发明实施例1焊接前的焊接类型示意图。
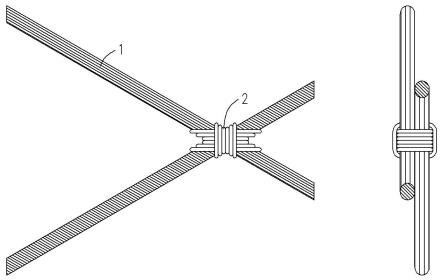
17.图2为本发明实施例1缠绕定位后的示意图。
18.图3为本发明实施例1焊接后的效果图。
19.图4为本发明实施例2焊接前的焊接类型示意图。
20.图5为本发明实施例2缠绕定位后的示意图。
21.图6为本发明实施例2焊接后的效果图。
22.图7为本发明实施例3焊接前的焊接类型示意图。
23.图8为本发明实施例3缠绕定位后的示意图。
24.图9为本发明实施例3焊接后的效果图。
25.图10为本发明实施例4焊接前的焊接类型示意图。
26.图11为本发明实施例4缠绕定位后的示意图。
27.图12为本发明实施例4焊接后的效果图。
28.图13为本发明实施例5缠绕定位后的示意图。
29.图14为本发明实施例6焊接前的焊接类型示意图。
30.图15为本发明实施例6缠绕定位后的示意图。
31.图16为本发明实施例6焊接后的效果图。
32.图17为本发明实施例7定位后的效果图。
33.图18为本发明实施例7焊接后的效果图。
34.附图标记:1-待焊接部位,2-连接件,3-焊料。
具体实施方式
35.以下结合附图及附图标记对本发明的实施方式做更详细的说明,使熟悉本领域的技术人在研读本说明书后能据以实施。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
36.实施例1本发明提供了一种如图1-3所示的金属丝材焊接方法,对编织支架互相交叉的两支丝材端头进行焊接,两支丝材材质均为镍钛合金丝,包括以下步骤:s1,确定待焊接的丝材的数量为2支,其待焊接部位1为两个互相交叉的端头,其焊接类型为十字叠加型,即两支丝材互相交叉,形成如图1所示的4个夹角,其交叉点为焊接点,采用绕丝作为连接件2缠绕在焊接点上,完成定位。本发明并不限定绕丝的缠绕方式,可采用两根绕丝以螺纹式分别缠绕在两对相对的夹角上,或采用一根绕丝先后缠绕在两对相对的夹角上,或采用其他方式,使缠绕、定位后待焊接部位被固定成设计好的连接角度,其连接结构符合焊接类型的要求。
37.s2,在已缠绕定位的待焊接部位1上添加焊料3。
38.s3,对待焊接部位1进行可控加热,使焊料3熔化后形成的覆盖层将绕丝附近的丝材和全部绕丝覆盖,并填补绕丝之间以及绕丝和丝材之间的间隙,焊料3冷却后形成的覆盖层将绕丝、丝材连为一体,完成焊接。焊接后对待焊接部位1进行清洗。
39.实施例2本发明提供了一种如图4-6所示的金属丝材焊接方法,对编织支架的单支丝材的头端与尾端进行焊接,丝材为镍钛合金丝,包括以下步骤:s1,确定待焊接部位1为单支丝材的头端与尾端,其焊接类型为平行叠加型,具体地,头端与尾端平行地对接且不同轴,其对接处为焊接点,采用绕丝作为连接件2将头端与尾端缠绕、绑扎使头尾两端固定且连为一体,完成定位后其连接结构符合焊接类型的要求。绕丝缠绕方式为螺纹式,相邻两圈绕丝之间的间距大于0,绕丝结构较为松散。
40.s2,在已缠绕定位的待焊接部位1上添加焊料3。
41.s3,对待焊接部位1进行可控加热,使焊料3熔化后将绕丝附近的丝材和全部绕丝覆盖,并填补绕丝之间以及绕丝和丝材之间的间隙,焊料3冷却后形成的覆盖层将绕丝、丝材连为一体,完成焊接。焊接后对待焊接部位1进行清洗。
42.实施例3本发明提供了一种如图7-9所示的金属丝材焊接方法,编织支架的6支丝材的端头在平面上平行叠加,对6个端头焊接以并头,6支丝材的材质为镍钛合金丝和不锈钢丝,包括以下步骤:s1,确定待焊接部位1为6支丝材的端头,其焊接类型为平行叠加型,具体地,6支丝材的端头在平面上平行地依次叠加形成板状,采用绕丝作为连接件2将多个端头缠绕、绑扎使端头固定且连为一体,完成定位后其连接结构符合焊接类型的要求。绕丝缠绕方式为螺纹式,相邻两圈绕丝之间的间距大于0,绕丝结构较为松散。
43.s2,在已缠绕定位的待焊接部位1上添加焊料3。
44.s3,在氩气保护气氛中对待焊接部位1进行可控加热,使焊料3熔化后将绕丝附近的丝材和全部绕丝覆盖,并填补绕丝之间以及绕丝和丝材之间的间隙,焊料3冷却后形成的覆盖层将绕丝、丝材连为一体,完成焊接。焊接后对待焊接部位1进行清洗。
45.实施例4本发明提供了一种如图10-12所示的金属丝材焊接方法,编织支架或取石网篮的19支丝材的端头在三维空间中平行叠加,对19个端头焊接以封头,丝材均为镍钛合金丝,包
括以下步骤:s1,确定待焊接部位1为19支丝材的端头,其焊接类型为平行叠加型,具体地,19支丝材的端头在三维空间中平行地叠加形成柱状,采用绕丝作为连接件2将多个端头缠绕、绑扎使端头固定且连为一体,完成定位后其连接结构符合焊接类型的要求。绕丝缠绕方式为螺纹式,相邻两圈绕丝之间的间距大于0,绕丝结构较为松散。
46.s2,在已缠绕定位的待焊接部位1上添加焊料3。
47.s3,对待焊接部位1进行可控加热,使焊料3熔化后将绕丝附近的丝材和全部绕丝覆盖,并填补绕丝之间、绕丝和丝材之间的间隙以及丝材的柱状截面,焊料3冷却后形成的覆盖层将绕丝、丝材连为一体,完成焊接。焊接后对待焊接部位进行清洗。
48.实施例5本发明提供了一种金属丝材焊接方法,编织支架或取石网篮的19支丝材的端头在三维空间中平行叠加,对19个端头焊接以封头,丝材均为镍钛合金丝,包括以下步骤:s1,确定待焊接部位1为19支丝材的端头,其焊接类型为平行叠加型,具体地,19支丝材的端头在三维空间中平行地叠加形成柱状,采用绕丝作为连接件将多个端头缠绕、绑扎使端头固定且连为一体,完成缠绕定位后其连接结构符合焊接类型的要求。绕丝缠绕方式为螺纹式,相邻两圈绕丝之间的间距等于0,绕丝的结构紧密,如图13所示。
49.s2,在已缠绕定位的待焊接部位1上添加焊料。
50.s3,对待焊接部位进行可控加热,使焊料熔化后将绕丝附近的丝材和全部绕丝覆盖,并填补绕丝之间、绕丝和丝材之间的间隙以及丝材的柱状截面,焊料冷却后形成的覆盖层将绕丝、丝材连为一体,完成焊接。焊接后对待焊接部位进行清洗。
51.实施例6本发明提供了一种如图14-16所示的金属丝材焊接方法,编织支架的两支丝材的端头对接且同轴,对两端头相接处进行焊接使两支丝材连接,两支丝材分别为镍钛合金丝和不锈钢丝,包括以下步骤:s1,确定待焊接部位1为两支材质相异的丝材的端头,其焊接类型为同轴对接型,两支丝材的端头对接且同轴,其焊接点为对接处,采用绕丝作为连接件2缠绕在对接处将两个端头固定,完成缠绕定位后其连接结构符合焊接类型的要求。绕丝缠绕方式为螺纹式,相邻两圈绕丝之间的间距大于0,绕丝结构较为松散。
52.s2,在已缠绕定位的待焊接部位1上添加焊料3。
53.s3,对待焊接部位1进行可控加热,使焊料3熔化后将绕丝附近的待焊接丝材和全部绕丝覆盖,并填补绕丝之间以及绕丝和待焊接丝材之间的间隙,焊料3冷却后形成的覆盖层将绕丝、丝材连为一体,完成焊接。焊接后对待焊接部位进行清洗。
54.实施例7本发明提供了一种如图17-18所示的金属丝材焊接方法,编织支架的两支丝材的端头对接且同轴,对两端头相接处进行焊接使两支丝材连接,两支丝材分别为镍钛合金丝和不锈钢丝,包括以下步骤:s1,确定待焊接部位1为两只材质相异的丝材的端头,其焊接类型为同轴对接型,两支丝材的端头对接且同轴,其焊接点为对接处,采用多个直条丝作为连接件2,其两端分别连接在两个端头上,多个直条丝围绕丝材的中轴线中心对称,从而将两个端头固定,完成
定位后其连接结构符合焊接类型的要求。
55.s2,在已缠绕定位的待焊接部位1上添加焊料3。
56.s3,对待焊接部位1进行可控加热,使焊料3熔化后将直条丝附近的待焊接丝材和全部直条丝覆盖,并填补直条丝之间以及直条丝和待焊接丝材之间的间隙,焊料3冷却后形成的覆盖层将直条丝、丝材连为一体,完成焊接。焊接后对待焊接部位进行清洗。
57.实施例8本发明提供了一种金属丝材焊接方法,编织支架的两支丝材的端头对接且同轴,对两端头相接处进行焊接使两支丝材连接,两支丝材分别为镍钛合金丝和不锈钢丝,包括以下步骤:s1,确定待焊接部位为两只材质相异的丝材的端头,其焊接类型为同轴对接型,两支丝材的端头对接且同轴,其焊接点为对接处,采用多个v型或w型的折线丝作为连接件,分别将多个折线丝粘附在对接处将两个端头连接并定位,完成定位后其连接结构符合焊接类型的要求。
58.s2,在已缠绕定位的待焊接部位上添加焊料。
59.s3,对待焊接部位进行可控加热,使焊料熔化后将折线丝附近的待焊接丝材和全部折线丝覆盖,并填补折线丝之间以及折线丝和待焊接丝材之间的间隙,焊料冷却后形成的覆盖层将折线丝、丝材连为一体,完成焊接。焊接后对待焊接部位进行清洗。
60.在其他实施例中,焊料熔化后只覆盖绕丝附近的丝材和部分绕丝,也能完成焊接。本发明采用连接件将多个待焊接部位连接并定位,焊料融化后将连接件附近的丝材和全部或部分的连接件覆盖,形成覆盖层,并渗入连接件和丝材之间、丝材和丝材之间的间隙中,覆盖层冷却后将多个丝材和连接件彻底连接、固定。连接件增加了待焊接部位的表面积,即增加了采用与现有技术相同或相近体积的焊料熔化时所覆盖的表面积,从而增加了焊料的附着能力,以达到增强焊接强度的目的,能够有效防止因焊点热影响形成的脆断、裂纹,对于难以焊接的镍钛合金丝也能牢固地连接。镍钛合金丝,由于其金属的特殊性,采用常规的熔焊或常规钎料焊,会产生粗大的熔合晶粒,焊点区域脆硬,热影响区破坏了材料超弹性,再则金属丝丝径较细,所以采用熔焊或常规钎焊,均容易脆断和失去超弹性,而采用本发明提供的焊接方法,可以克服上述问题。
61.将镍钛合金丝和不锈钢丝均分为两组,分别进以本发明提供的焊接方法和现有技术中的熔焊法完成焊接,焊接类型为十字叠加型,具体地,两根丝材之间的夹角为60
°
,夹角顶点到丝端头长100 mm。焊接好后进行弯折试验。弯折试验方法为:采用5 n拉力将两根丝材分别向两边匀速拉伸,使两根丝材之间的夹角从60
°
增大到180
°
,再将丝材复位;按上述步骤重复进行试验,直至两根丝材从焊接点断裂或重复一定次数。试验样本数为40组。实验结果如表1所示。
材料规格焊接方法弯折次数弯折后效果nitiφ0.2mm本发明>100焊点牢固结实,丝材无变形,丝材无裂纹。sus304φ0.2mm本发明>100焊点牢固结实,丝材有疲劳弯曲,丝材无裂纹。nitiφ0.2mm熔焊法1-2脆断。sus304φ0.2mm熔焊法4-15疲劳断裂。
62.由表1可知,分别采用本发明提供的焊接方法和熔焊法对不锈钢丝材进行焊接后,
本发明的弯折次数远大于熔焊法,且在100次弯折后焊点仍保持稳固连接,丝材未发现断裂现象或裂纹,相比熔焊法弯折4~15次后断裂,本发明实现了增强焊接强度的目的。分别采用本发明提供的焊接方法和熔焊法对镍钛合金丝进行焊接后,熔焊法仅弯折1~2次就发生脆断,说明难以采用熔焊法将镍钛合金丝焊接,而本发明能够弯折100次以上,焊点牢固结实,丝材无变形无裂纹,相比现有技术实现了0到1的突破。
63.除上述实施例外,本发明能够适用于其他能够依照本发明完成的焊接类型和工业领域,包括医疗器械、电子工业、航空工业等。本发明并未限定丝材、绕丝、焊料的材质;多支待焊接丝材的材质可相同或部分相同,本发明能够适用于两种或两种以上的不同材料的焊接;焊料的材质选择可参考现有技术,需满足母材的物理、力学、冶金性能和结构特征的要求;绕丝的材质选择标准与焊料匹配,与丝材匹配。本发明并未限定丝材和绕丝的横截面,可采用圆形、方形、菱形或其他由直线和/或曲线连接而成的形状中的一种。本发明并未限定绕丝的缠绕方式,缠绕后能够将待焊接部位的焊接类型进行初步固定、定位即可。本发明并未限定焊接环境,可处于常规气氛或保护气氛或真空环境中,实施例1-8中未特别注明的均处于常规气氛。本发明并未限定加热方式,可采用火焰加热、真空炉加热、电阻加热、电弧加热、激光加热、热风枪加热、电子束加热、等离子加热等方式。
64.以上为本发明的一种或多种实施方式,其描述较为具体和详细,但不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明的构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
