一种led光源自动封装设备及其封装方法
技术领域
1.本发明涉及led灯具生产领域,具体是涉及一种led光源自动封装设备;本发明还涉及一种led光源的封装方法。
背景技术:
2.随着led技术的发展,led灯的形式越来越多,led产品中的led铜线灯串不仅仅应用于圣诞节等各种节日的应景装饰,并且可以应用于家庭装修及城市亮化工程和各种娱乐活动场所。led灯串与传统的白炽灯串有着不可比拟的优点:色彩艳丽,可实现色彩的多种变化,并可以有效的降低了能耗。
3.led铜线灯在生产过程中主要包括有绕线、去除绝缘漆、刷锡膏、贴片和点胶工序,上述几个工序均主要采用人工的方式完成,这将在很大程度上影响led铜线灯的生产效率和质量。并且在刷膏过程中通过人工刷膏贴片,长时间作业容易工作人员造成疲劳,进而影响会刷膏和贴片位置的准确度,造成焊接不牢靠影响质量的问题。
技术实现要素:
4.为解决上述技术问题,提供一种led光源自动封装设备及其封装方法。
5.为达到以上目的,本发明采用的技术方案为:
6.一种光源自动封装设备,包括,放卷架、收卷架、点锡枪、点胶枪、贴片机构、回流焊机构和光固化箱,放卷架和收卷架用于间歇输送水平状态下绝缘铜线;圆碟打磨机构,设置在放卷架和收卷架之间,圆碟打磨机构用于沿绝缘铜线的径向等间距打磨绝缘铜线的顶端,使绝缘铜线被打磨处的两股铜线外露;第一对角式驱动机构,设置在圆碟打磨机构和贴片机构之间,第一对角式驱动机构包括有能够倾斜往复移动的第一工作端和第二工作端,点锡枪有两个,两个点锡枪分别设置在第一工作端和第二工作端,且点锡枪的输出端倾斜朝下,两个点锡枪分别与两股外露的铜线同轴向竖直面面,第一对角式驱动机构用于驱动两个点锡枪沿倾斜于绝缘铜线轴向的轨迹往复移动;第二对角式驱动机构,第二对角式驱动机构与第一对角式驱动机构结构完全相同,第二对角式驱动机构设置在回流焊机构和光固化箱之间,点胶枪有两个,点胶枪设置在第二对角式驱动机构的工作端,且点胶枪的输出端倾斜朝下,且点胶枪与绝缘铜线同轴向竖直面,第二对角式驱动机构用于驱动两个点胶枪沿倾斜与绝缘铜线轴向的轨迹往复移动。
7.优选地,圆碟打磨机构包括有,第一承料台,设置在放卷架和贴片机构之间,第一承料台的顶端设置有沿绝缘铜线输送方向延伸的限位槽,限位槽用于沿径向约束绝缘铜线的两侧;滚珠丝杆移动器,设置在第一承料台的顶部,所述滚珠丝杆移动器的工作端能够沿绝缘铜线的径向移动;伺服电机,固定设置在滚珠丝杆移动器上,且伺服电机的输出轴与绝缘铜线同轴向;圆碟,同轴固定设置在伺服电机的输出轴上,且所述圆碟的圆周面为糙面。
8.优选地,圆碟打磨机构还包括有弹性置架和压轮,所述弹性置架设置在滚珠丝杆移动器的工作端,所述弹性置架包括有位于圆碟两端的第一弹性端和第二弹性端,第二弹
性端和第二弹性端弹性压力竖直朝下,压轮与圆碟同轴向转动设置在第一弹性端和第二弹性端上,压轮弹性抵接在第一承料台的顶端,且压轮与圆碟同竖直面。
9.优选地,弹性置架包括有;u型架,其开口朝下且设置在滚珠丝杆移动器的工作端,且圆碟在u型架的开口内转动,u型架的开口底端的两侧设置有水平沿;轮架和固定销,轮架通过固定销沿竖直方向滑动设置在水平沿的底部,压轮转动设置在轮架内;固定销,同轴套设在固定销上,且所述固定销的两端分别抵接在水平沿和轮架的相对端。
10.优选地,还包括有升降调节架,升降调节架包括有:第一底板,设置在放卷架的贴片机构之间,且第一承料台固定设置在第一底板的顶端;顶板和立柱,顶板通过立柱水平设置在第一底板的顶部;活动板,沿竖直方向滑动设置在立柱上,且活动板位于第一底板和顶板之间,滚珠丝杆移动器设置在活动板的底端;螺纹柱,沿竖直方向转动设置在顶板上,且螺纹柱的底端与顶板的顶端转动配合;固定螺母,固定设置在顶板的顶端,且固定螺母固定设置在顶板的顶端,且所述固定螺母与螺纹柱同轴螺纹拧接。
11.优选地,第一对角式驱动机构包括有,第二底板,水平设置在圆碟打磨机构和贴片机构之间;侧板,沿竖直方向设置在第二底板的顶端一侧;第二承料台,固定设置第二底板的顶端,且第二承料台的顶端与绝缘铜线的底面平齐第一导轨和第二导轨,第一导轨和第二导轨沿绝缘铜线的径向面对称设置在侧板的一侧,且第一导轨和第二导轨的低端倾斜靠拢,点锡枪沿滑动方向设置在第一导轨和第二导轨的滑块外侧;第一连杆,沿竖直方向滑动设置在侧板的一侧,且第一连杆的两端水平;第二连杆,其两端分别于第一导轨及第二连杆滑块相对侧和第一连杆的两端铰接;单轴气缸,设置在侧板的一侧,且单轴气缸的输出轴沿竖直方向并与第一连杆的顶端固定连接。
12.优选地,第一对角式驱动机构还包括有导向轮,导向轮沿绝缘铜线的径向转动设置在第二承料台的两侧,且导向轮的底面低于第二承料台的顶端。
13.优选地,还包括有工业相机,工业相机设置在第一对角式驱动机构和贴片机构之间,且工业相机的工作端朝向绝缘铜线的顶面。
14.优选地,还包括有刮锡机构,刮锡机构包括有,置台,设置在工业相机和贴片机构之间,置台顶端设置有沿绝缘铜线输送方向延伸的开槽;承压轮,沿绝缘铜线的径向转动设置在开槽内,且绝缘铜线的底面抵接在承压轮的圆周面上;双轴双杆气缸,其通过支架设置在置台的顶部,且双轴双杆气缸的工作端竖直朝下;转动支架,设置在双轴双杆气缸的工作端;圆片,沿绝缘铜线的径向转动设置在转动支架上,且圆片沿绝缘铜线的轴向竖直面重合。
15.一种光源的封装方法,包括有以下步骤:
16.步骤一,放卷,将绝缘铜线卷放置在放卷架上,且使得绝缘线圈的一端依次穿过圆碟打磨机构、第一对角式驱动机构、工业相机、刮锡机构、贴片机构、回流焊机构和光固化箱的工作端,并缠设在收卷架上,使得绝缘铜线间歇性移动;
17.步骤二,磨皮,启动滚珠丝杆移动器和伺服电机,使得圆碟旋转过程中沿径向打磨绝缘铜线的上表面;
18.步骤三,点锡,启动单轴气缸,使得两个点锡枪的工作端交错将锡料点在暴露区的两股铜线上;
19.步骤四,监测,通过工业相机监测暴露区两股铜线上的焊锡是否粘连在一起;
20.步骤五,焊锡粘连时,启动双轴双杆气缸,使得圆片沿竖直方向移动并抵接在绝缘铜线沿轴向的凹槽内,从而分隔焊锡点;
21.步骤六,焊锡不粘连时,贴片,通过贴片机构将发光芯片贴在暴露区;
22.步骤七,铜线间隙性移动至回流焊机构内,使得焊锡凝固;
23.步骤八,点胶,启动第二对角式驱动机构,使得两个点胶枪对发光芯片与绝缘电线的外皮点胶;
24.步骤九,固化,点胶后的绝缘铜线穿过光固化箱,固化胶凝固;
25.步骤十,收卷,使得成品led铜线缠设在收卷架上。
26.本发明与现有技术相比具有的有益效果是:
27.1.本发明通过放卷架和收卷架能够实现绝缘铜线间歇性的进给输送,通过圆碟打磨机构能够实现了对绝缘铜线的自动磨皮,通过第一对角式驱动机构和点胶枪实现了对暴露区两股铜线的精准点锡,通过贴片机构实现自动贴片,通过回流焊机构使得锡料凝固,通过第二对角式驱动机构和点胶枪实现了对发光芯片与绝缘铜线的外表面的精准点胶,实现了led光源铜线的全程自动化生产,生产效率高;
28.2.本发明通过滚珠丝杆移动器和伺服电机,能够使得旋转的圆碟沿径向磨削绝缘铜线的顶面,使得两股铜线外露而便于后续点锡;
29.3.本发明通过能够与压轮同步移动且弹性抵接在绝缘线材顶面的压轮,能够防止绝缘铜线缠设在高速旋转的圆碟上;
30.4.本发明通过u型架、轮架、固定销和弹簧,能够使得压轮克服弹簧的弹力而弹性抵接在绝缘铜线的上表面,进而便于磨皮;
31.5.本发明通过升降调节架能够调节滚珠丝杆移动器沿竖直方向的高度,即能够调节圆碟沿纵向对绝缘铜线的磨削深度;
32.6.本发明通过单轴气缸和第一连杆及第二连杆的连杆作用,使得两个点锡枪能够同步移动而点锡,精度较高,且不易连锡;
33.7.本发明通过能够将水平的绝缘铜线压在第二承料台的顶端输送,从而防止点锡过程中,绝缘铜线沿纵向形变;
34.8.本发明通过工业相机能够实时监测绝缘铜线暴露段的锡料是否粘连在一起,从而便于后续处理;
35.9.本发明通过能够在绝缘铜线上滑动的圆片,能够将粘连的焊锡分隔开,从而便于后续贴片处理。
附图说明
36.图1为绝缘铜线的暴露段的径向剖视图;
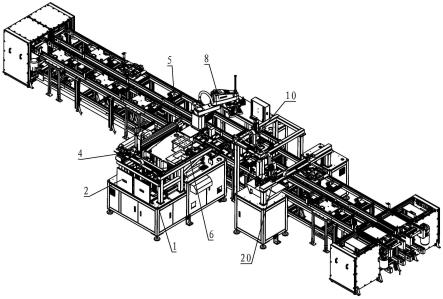
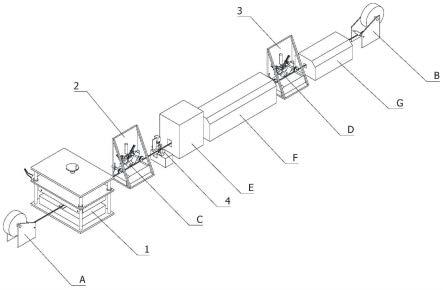
37.图2为本发明的立体图;
38.图3为本发明的圆碟打磨机构的立体图;
39.图4为本发明的圆碟打磨机构的侧视图;
40.图5为图4的h-h截面处的剖视图;
41.图6为本发明的第一对角式驱动机构的立体图;
42.图7为本发明的第一对角式驱动机构的俯视图;
43.图8为本发明的刮锡机构的立体图;
44.图9为本发明的刮锡机构的侧视图;
45.图10为本发明的第二对角式驱动机构的俯视图。
46.图中标号为:
47.a-放卷架;
48.b-收卷架;
49.c-点锡枪;
50.d-点胶枪;
51.e-贴片机构;
52.f-回流焊机构;
53.g-光固化箱;
54.1-圆碟打磨机构;1a-第一承料台;1a1-限位槽;1b-滚珠丝杆移动器;1c-伺服电机;1d-圆碟;1e-弹性置架;1e1-u型架;1e2-轮架;1e3-固定销;1e4-弹簧;1f-压轮;1g1-第一底板;1g2-顶板;1g3-立柱;1g4-活动板;1g5-螺纹柱;1g6-固定螺母;1g7-助力盘;
55.2-第一对角式驱动机构;2a-第二底板;2b-侧板;2c-第二承料台;2d-第一导轨;2e-第二导轨;2f-第一连杆;2g-第二连杆;2h-单轴气缸;2i-导向轮;
56.3-第二对角式驱动机构;
57.4-工业相机;
58.5a-置台;5a1-开槽;5b-承压轮;5c-双轴双杆气缸;5d-转动支架;5e-圆片。
具体实施方式
59.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
60.为了解决自动化生产led铜线的技术问题,如图1、图2和图10所示,提供以下技术方案:
61.一种led光源自动封装设备,包括,放卷架a、收卷架b、点锡枪c、点胶枪d、贴片机构e、回流焊机构f和光固化箱g,放卷架a和收卷架b用于间歇输送水平状态下绝缘铜线;
62.圆碟打磨机构1,设置在放卷架a和收卷架b之间,圆碟打磨机构1用于沿绝缘铜线的径向等间距打磨绝缘铜线的顶端,使绝缘铜线被打磨处的两股铜线外露;
63.第一对角式驱动机构2,设置在圆碟打磨机构1和贴片机构e之间,第一对角式驱动机构2包括有能够倾斜往复移动的第一工作端和第二工作端,点锡枪c有两个,两个点锡枪c分别设置在第一工作端和第二工作端,且点锡枪c的输出端倾斜朝下,两个点锡枪c分别与两股外露的铜线同轴向竖直面面,第一对角式驱动机构2用于驱动两个点锡枪c沿倾斜于绝缘铜线轴向的轨迹往复移动;
64.第二对角式驱动机构3,第二对角式驱动机构3与第一对角式驱动机构2结构完全相同,第二对角式驱动机构3设置在回流焊机构f和光固化箱g之间,点胶枪d有两个,点胶枪d设置在第二对角式驱动机构3的工作端,且点胶枪d的输出端倾斜朝下,且点胶枪d与绝缘铜线同轴向竖直面,第二对角式驱动机构3用于驱动两个点胶枪d沿倾斜与绝缘铜线轴向的轨迹往复移动。
65.具体的,绝缘铜线为绝缘套内同轴向设置有两个独立且互不接触的电线;放卷架a和收卷架b能够间隙输送水平状态的绝缘铜线,且在输送绝缘铜线时,其内部两股铜线平齐,从而便于沿径向磨皮后,绝缘铜线内两股铜线均能暴露在外,且便于后续的点锡、贴片和点胶;
66.绝缘铜线在穿过圆碟打磨机构1的工作端时,圆碟打磨机构1的工作端能够沿径向打磨绝缘铜线的上表面,即使得绝缘铜线内两股铜线暴露;
67.而放卷架a和收卷架b继续间隙输送绝缘铜线,即使得绝缘铜线的暴露段移动至第一对角式驱动机构2的工作端,启动第一对角式驱动机构2,使得第一对角式驱动机构2的第一工作端和第二工作端分别带动两个点锡枪c沿倾斜于绝缘铜线轴向的轨迹移动,即使得两个点锡枪c的输出端能够沿倾斜与轴向的轨迹并靠近绝缘铜线的暴露段,使得两个点锡枪c能够分别对两股铜线进行点锡,进而能够防止沿径向点锡容易使得两股铜线上的锡料沿径向粘连在一起,或沿纵向点锡时,两个点锡枪c不易同轴向安置;
68.点锡结束后,放卷架a和收卷架b继续间隙输送绝缘铜线,使得绝缘铜线被点锡的暴露端移动至贴片机构e的工作端,从而由贴片机构e将发光芯片贴附在暴露段上,同时发光芯片的正负极通过锡料与两股铜线电连接;
69.放卷架a和收卷架b继续输送绝缘铜线,使得贴片后的暴露段移动至回流焊机构f内,即使得暴露段焊锡凝固,即使得发光芯片不易从绝缘铜线上脱离;
70.使得贴片且锡料凝固的暴露段移动至第二对角式驱动机构3的工作端,因第二对角式驱动机构3与第一对角式驱动机构2结构完全相同,即启动第二对角式驱动机构3,使得两个点胶枪d的输出端沿倾斜与绝缘铜线轴线的轨迹靠近发光芯片的两侧,此“两侧”为发光芯片沿绝缘铜线的轴向的两侧,从而通过点胶枪d对发光芯片的两侧进行点光固化胶;
71.使得点胶后的绝缘铜线水平穿过光固化箱g,即使得光固化胶凝固,从而使得发光芯片彻底粘连在绝缘铜线上,从而连续生产led铜线。
72.进一步的:
73.为了解决圆碟打磨机构1如何沿径向对绝缘铜线磨皮的技术问题,如图3所示,提供以下技术方案:
74.圆碟打磨机构1包括有,
75.第一承料台1a,设置在放卷架a和贴片机构e之间,第一承料台1a的顶端设置有沿绝缘铜线输送方向延伸的限位槽1a1,限位槽1a1用于沿径向约束绝缘铜线的两侧;
76.滚珠丝杆移动器1b,设置在第一承料台1a的顶部,所述滚珠丝杆移动器1b的工作端能够沿绝缘铜线的径向移动;
77.伺服电机1c,固定设置在滚珠丝杆移动器1b上,且伺服电机1c的输出轴与绝缘铜线同轴向;
78.圆碟1d,同轴固定设置在伺服电机1c的输出轴上,且所述圆碟1d的圆周面为糙面。
79.具体的,第一承料台1a能够支撑绝缘铜线水平移动,当绝缘铜线在限位槽1a1内间隙性移动时,限位槽1a1的两侧能够防止在磨皮时,绝缘铜线脱离其输送方向;,启动滚珠丝杆移动器1b,即使其工作端能够带动伺服电机1c在绝缘铜线的顶部沿径向移动,而启动伺服电机1c,即使其输出轴能够带动圆碟1d同轴转动,即使得在沿径向移动的过程中,圆碟1d的圆周糙面能够对绝缘铜线的顶面进行磨皮,从而便于后续点锡;
80.进一步的:
81.为了解决转动的圆碟1d在对绝缘铜线沿径向磨皮时,绝缘铜线易缠设在高速旋转的圆碟1d上的技术问题,如图3所示,提供以下技术方案:
82.圆碟打磨机构1还包括有弹性置架1e和压轮1f,所述弹性置架1e设置在滚珠丝杆移动器1b的工作端,所述弹性置架1e包括有位于圆碟1d两端的第一弹性端和第二弹性端,第二弹性端和第二弹性端弹性压力竖直朝下,压轮1f与圆碟1d同轴向转动设置在第一弹性端和第二弹性端上,压轮1f弹性抵接在第一承料台1a的顶端,且压轮1f与圆碟1d同竖直面。
83.具体的,当旋转的圆碟1d在沿径向磨削绝缘铜线的上表面时,绝缘铜线会缠设在高速旋转的圆碟1d上,而压轮1f通过弹性置架1e弹性设置在圆碟1d的两端,且压轮1f与圆碟1d同竖直面,即当旋转的圆碟1d沿径向在绝缘铜线上表面移动时,压轮1f能够弹性抵接在绝缘铜线的上表面,进而防止绝缘铜线缠绕在高速旋转的圆碟1d上。
84.进一步的:
85.为了解决弹性置架1e的第一弹性端和第二弹性端使得压轮1f弹性抵接在第一承料台1a顶端的技术问题,如图5所示,提供以下技术方案:
86.弹性置架1e包括有;
87.u型架1e1,其开口朝下且设置在滚珠丝杆移动器1b的工作端,且圆碟1d在u型架1e1的开口内转动,u型架1e1的开口底端的两侧设置有水平沿;
88.轮架1e2和固定销1e3,轮架1e2通过固定销1e3沿竖直方向滑动设置在水平沿的底部,压轮1f转动设置在轮架1e2内;
89.固定销1e3,同轴套设在固定销1e3上,且所述固定销1e3的两端分别抵接在水平沿和轮架1e2的相对端。
90.具体的,u型架1e1用于安装轮架1e2,而轮架1e2通过固定销1e3沿竖直方向滑动设置在圆碟1d的两侧,即使得压轮1f转动设置在轮架1e2上,且使得压轮1f能够克服弹簧1e4的弹力而弹性抵接在第一承料台1a的顶端,进而便于压轮1f弹性抵接在绝缘铜线的上表面。
91.进一步的:
92.为了解决如何调节圆碟1d沿径向打磨绝缘铜线深度的技术问题,如图4所示,提供以下技术方案:
93.还包括有升降调节架,升降调节架包括有:
94.第一底板1g1,设置在放卷架a的贴片机构e之间,且第一承料台1a固定设置在第一底板1g1的顶端;
95.顶板1g2和立柱1g3,顶板1g2通过立柱1g3水平设置在第一底板1g1的顶部;
96.活动板1g4,沿竖直方向滑动设置在立柱1g3上,且活动板1g4位于第一底板1g1和顶板1g2之间,滚珠丝杆移动器1b设置在活动板1g4的底端;
97.螺纹柱1g5,沿竖直方向转动设置在顶板1g2上,且螺纹柱1g5的底端与顶板1g2的顶端转动配合;
98.固定螺母1g6,固定设置在顶板1g2的顶端,且固定螺母1g6固定设置在顶板1g2的顶端,且所述固定螺母1g6与螺纹柱1g5同轴螺纹拧接。
99.具体的,升降调节架用于沿竖直方向调节滚珠丝杆移动器1b的高度,而第一底板
1g1、顶板1g2和立柱1g3组成了活动板1g4能够沿竖直方向升降的支架,当需要调节圆碟1d沿纵向对绝缘铜线的磨削深度时,转动螺纹柱1g5,因其与固定螺母1g6同轴拧接,且螺纹柱1g5的底端与活动板1g4的顶端转动配合,即使得转动螺纹柱1g5时,活动板1g4能够带动滚珠丝杆移动器1b沿竖直方向升降,从而便于调节圆碟1d的打磨高度。
100.更具体地,螺纹柱1g5的顶端还同轴设置有便于工作人员转动的助力盘1g7。
101.进一步的:
102.为了解决第一对角式驱动机构2如何带动两个点锡枪c精准点锡的技术问题,如图6和图7所示,提供以下技术方案:
103.第一对角式驱动机构2包括有,
104.第二底板2a,水平设置在圆碟打磨机构1和贴片机构e之间;
105.侧板2b,沿竖直方向设置在第二底板2a的顶端一侧;
106.第二承料台2c,固定设置第二底板2a的顶端,且第二承料台2c的顶端与绝缘铜线的底面平齐
107.第一导轨2d和第二导轨2e,第一导轨2d和第二导轨2e沿绝缘铜线的径向面对称设置在侧板2b的一侧,且第一导轨2d和第二导轨2e的低端倾斜靠拢,点锡枪c沿滑动方向设置在第一导轨2d和第二导轨2e的滑块外侧;
108.第一连杆2f,沿竖直方向滑动设置在侧板2b的一侧,且第一连杆2f的两端水平;
109.第二连杆2g,其两端分别于第一导轨2d及第二连杆2g滑块相对侧和第一连杆2f的两端铰接;
110.单轴气缸2h,设置在侧板2b的一侧,且单轴气缸2h的输出轴沿竖直方向并与第一连杆2f的顶端固定连接。
111.具体的,第二底板2a和侧板2b组成了用于安置第二承料台2c、第一导轨2d、第二导轨2e和单轴气缸2h的支架,点锡时,启动单轴气缸2h,使其输出轴能够带动第一连杆2f沿竖直方向下降,因连杆作用,使得第二连杆2g带动第一导轨2d和第二导轨2e的滑块倾斜朝向滑动,即使得点锡枪c的输出端能够交错靠近暴露段的两股铜线,启动点锡枪c,使其输出端对铜线进行点锡,第二承料台2c用于承接绝缘铜线,使其能水平间隙性移动。
112.更具体地,第二承料台2c沿绝缘铜线输送方向的两边倒角,从而能够防止在输送绝缘铜线时,第二承料台2c的两边刮花绝缘铜线的外皮。
113.进一步的:
114.为了解决不同型号的绝缘铜线不易水平通过第二底板2a顶面的技术问题,如图6所示,提供以下技术方案:
115.第一对角式驱动机构2还包括有导向轮2i,导向轮2i沿绝缘铜线的径向转动设置在第二承料台2c的两侧,且导向轮2i的底面低于第二承料台2c的顶端。
116.具体的,通过2j0能够将水平的绝缘铜线压在第二承料台2c的顶端输送,从而防止点锡过程中,绝缘铜线沿纵向形变。
117.进一步的:
118.为了解决无法自动监测锡料是否粘连的技术问题,如图1和图8所示,提供以下技术方案:
119.还包括有工业相机4,工业相机4设置在第一对角式驱动机构2和贴片机构e之间,
且工业相机4的工作端朝向绝缘铜线的顶面。
120.具体的,工业相机4与控制器电连接,通过工业相机4能够实时监测绝缘铜线暴露段的锡料是否粘连在一起,从而便于后续处理。
121.进一步的:
122.为了解决暴露区两股铜线上的焊料粘连的技术问题,如图8和图9所示,提供以下技术方案:
123.还包括有刮锡机构,刮锡机构包括有,
124.置台5a,设置在工业相机4和贴片机构e之间,置台5a顶端设置有沿绝缘铜线输送方向延伸的开槽5a1;
125.承压轮5b,沿绝缘铜线的径向转动设置在开槽5a1内,且绝缘铜线的底面抵接在承压轮5b的圆周面上;
126.双轴双杆气缸5c,其通过支架设置在置台5a的顶部,且双轴双杆气缸5c的工作端竖直朝下;
127.转动支架5d,设置在双轴双杆气缸5c的工作端;
128.圆片5e,沿绝缘铜线的径向转动设置在转动支架5d上,且圆片5e沿绝缘铜线的轴向竖直面重合。
129.具体的,当工业相机4检测到绝缘铜线暴露段的锡料粘连时,启动双轴双杆气缸5c,使其工作端带动转动支架5d沿竖直方向下压,即使得圆片5e沿竖直纵向抵接在绝缘铜线的凹槽内,即使得圆片5e能够将粘连的锡料分隔开,且置台5a用于安置双轴双杆气缸5c,承压轮5b设置在开槽5a1中防止圆片5e在抵接时,绝缘铜线沿纵向形变。
130.一种led光源的封装方法,包括有以下步骤:
131.步骤一,放卷,将绝缘铜线卷放置在放卷架a上,且使得绝缘线圈的一端依次穿过圆碟打磨机构1、第一对角式驱动机构2、工业相机4、刮锡机构、贴片机构e、回流焊机构f和光固化箱g的工作端,并缠设在收卷架b上,使得绝缘铜线间歇性移动;
132.步骤二,磨皮,启动滚珠丝杆移动器1b和伺服电机1c,使得圆碟1d旋转过程中沿径向打磨绝缘铜线的上表面;
133.步骤三,点锡,启动单轴气缸2h,使得两个点锡枪c的工作端交错将锡料点在暴露区的两股铜线上;
134.步骤四,监测,通过工业相机4监测暴露区两股铜线上的焊锡是否粘连在一起;
135.步骤五,焊锡粘连时,启动双轴双杆气缸5c,使得圆片5e沿竖直方向移动并抵接在绝缘铜线沿轴向的凹槽内,从而分隔焊锡点;
136.步骤六,焊锡不粘连时,贴片,通过贴片机构e将发光芯片贴在暴露区;
137.步骤七,铜线间隙性移动至回流焊机构f内,使得焊锡凝固;
138.步骤八,点胶,启动第二对角式驱动机构3,使得两个点胶枪d对发光芯片与绝缘电线的外皮点胶;
139.步骤九,固化,点胶后的绝缘铜线穿过光固化箱g,固化胶凝固;
140.步骤十,收卷,使得成品led铜线缠设在收卷架b上。
141.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明
的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。