一种片料胶片自动贴胶设备
【技术领域】
1.本发明涉及电芯贴胶领域,特别是一种片料胶片自动贴胶设备。
背景技术:
2.方形电芯组成模组时,需要对电芯进行贴胶保证两个电芯之间贴合;其中,方形电芯与胶片安装顺序为:电芯事先安放在定位工装上,然后将胶片的离型纸撕除,然后粘贴在电芯上表面。目前,电芯贴片料胶片多采用人工撕离型纸然后粘贴在电芯上表面。现有技术的缺陷主要表现在:1、采用人工撕离型纸,效率低下;2、人工粘贴精度无法保证;3、人工粘贴容易出错。
技术实现要素:
3.本发明要解决的技术问题,在于提供一种片料胶片自动贴胶设备,实现自动上料、撕离型纸、贴胶及辊胶,从而提高工作效率和贴胶精度。
4.本发明是这样实现的:一种片料胶片自动贴胶设备,包括:
5.支撑框架,顶部开设有至少一个第一顶升避让口;
6.上料仓,至少有一个,设有至少一放料框,并沿x轴水平滑动地连接于所述支撑框架;其中,所述放料框的顶端敞口,底端开设有第二顶升避让口,所述第一顶升避让口和第二顶升避让口数量相等;
7.顶升机构,和所述第一顶升避让口数量相等,并固定连接于所述支撑框架,且一一对应位于所述第一顶升避让口的正下方;
8.胶片移载机构,固定于所述支撑框架上,并位于所述上料仓的上方;
9.中转平台,顶面设有防粘涂层,并固定连接于所述支撑框架上;
10.撕下层离型纸机构,固定于所述支撑框架上;
11.离型纸输送装置,设于所述撕下层离型纸机构正下方;
12.贴胶机构,设于所述中转平台的一侧;
13.视觉检测机构,固定连接于所述支撑框架;
14.胶片辊压机构,设于所述贴胶机构的一侧;
15.撕上层离型纸机构,设于所述胶片辊压机构的后方;
16.控制装置,分别和所述顶升机构、胶片移载机构、撕下层离型纸机构、离型纸输送装置、贴胶机构、视觉检测机构、胶片辊压机构、及撕上层离型纸机构通信连接;
17.其中,所述上料仓包括以下两个位置:
18.位置一:所述放料框内有胶片,所述上料仓沿x轴水平向内滑至预定的上料位置,所述第二顶升避让口和第一顶升避让口上下正相对,此时,所述顶升机构从所述第一顶升避让口和第二顶升避让口穿过,将胶片向上顶升;
19.位置二:向所述放料框内添加胶片时,所述顶升机构下降复位,位于第一顶升避让口的下方,所述上料仓沿x轴水平向外滑至预定的添加胶片位置,所述第一顶升避让口和第
二顶升避让口错开。
20.进一步地,每所述放料框包括:
21.第一竖向限位件,固定连接于所述上料仓;
22.第二竖向限位件,固定连接于所述上料仓;
23.第三竖向限位件,固定连接于所述上料仓;
24.第四竖向限位件,固定连接于所述上料仓;
25.拨胶支架,有两个,一一对应活动地连接于所述第三竖向限位件和第四竖向限位件;
26.拨胶片,有两个,一一对应活动地连接于所述拨胶支架,并呈相向对称布置;
27.第一检测装置,固定连接于所述上料仓,并通信连接于所述控制装置,且用于检测所述放料框内的胶片是否升起到预定的高度位置;
28.其中,所述第一竖向限位件、第二竖向限位件、第三竖向限位件、第四竖向限位件围设成一胶片容纳腔,且所述第二顶升避让口位于胶片容纳腔正下方并连通;所述第一竖向限位件和第二竖向限位件相向布置;所述第三竖向限位件和第四竖向限位件相向布置;
29.其中,当所述放料框内的胶片升起到预定的高度位置时,两所述拨胶片和最上方的一胶片的两侧面接触。
30.进一步地,所述顶升机构包括:
31.升降装置,固定连接于所述支撑框架,并通信连接于所述控制装置;
32.顶升板,水平固定连接于所述升降装置的输出端,且横截面小于所述第一顶升避让口和第二顶升避让口;
33.第二检测装置,固定连接于所述顶升板,并通信连接于所述控制装置,且用于检测所述放料框内是否有胶片。
34.进一步地,所述胶片移载机构包括:
35.龙门框架,固定于所述支撑框架上;
36.x轴移动机构,固定于所述龙门框架,并通信连接于所述控制装置;
37.y轴移动机构,连接于所述x轴移动机构,受所述x轴移动机构驱动沿x轴方向运动,并通信连接于所述控制装置;
38.z轴移动机构,连接于所述y轴移动机构,受所述y轴移动机构驱动沿y轴方向运动,并通信连接于所述控制装置;
39.第一气缸,连接于所述z轴移动机构,并通信连接于所述控制装置,且活塞杆竖直朝下布置;
40.第一吸盘,连接于第一气缸的活塞杆,并竖直朝下布置。
41.进一步地,所述中转平台包括:
42.固定支架,固定连接于所述支撑框架上;
43.中转板,设有至少一中转放料位,并在所述中转放料位内开设有若干第一通孔和若干第二通孔,且固定连接于所述固定支架上;
44.第二吸盘,一一对应固定于所述第二通孔内,且朝上布置。
45.进一步地,所述撕下层离型纸机构包括:
46.支撑板,固定连接于所述支撑框架上;
47.旋转驱动装置,固定连接于所述支撑板,并通信连接于所述控制装置;
48.夹紧驱动装置,通信连接于所述控制装置,并固定连接于所述旋转驱动装置的输出端;
49.下层撕胶夹手,固定连接于所述夹紧驱动装置的输出端。
50.进一步地,所述贴胶机构包括:
51.机器人,通信连接于所述控制装置,并固定于所述支撑框架;
52.第二气缸,固定连接于所述机器人,并通信连接于所述控制装置,且活塞杆竖直朝下布置;
53.第三吸盘,固定连接于所述第二气缸的活塞杆,并竖直朝下布置。
54.进一步地,所述视觉检测机构包括:
55.视觉支架,固定于所述支撑框架上;
56.视觉相机,固定于所述视觉支架,并朝上布置;
57.光源,连接于所述视觉支架,朝上布置。
58.进一步地,所述撕上层离型纸机构包括:
59.固定框架,设有电芯通道;
60.x轴移动装置,固定连接于所述固定框架,并位于所述电芯通道上方;
61.z轴移动装置,连接于所述x轴移动装置的输出端;
62.y轴移动装置,连接于所述z轴移动装置的输出端;
63.上层撕胶夹手,连接于所述y轴移动装置的输出端。
64.进一步地,还包括:
65.单作用气缸,通信连接于所述控制装置,并固定于所述支撑框架,且活塞杆竖直朝上布置;
66.第三检测装置,固定连接于所述支撑框架,并通信连接于所述控制装置,且用于检测所述上料仓是否到达预定的添加胶片位置或上料位置;
67.其中,所述上料仓的底部开设有第一定位块和第二定位块;
68.所述第一定位块设有第一斜面,且底部设有竖向的第一插销孔;
69.所述第二定位块设有第二斜面,且底部设有竖向的第二插销孔;
70.所述第一插销孔和第二插销孔沿同一水平中心线布置;
71.所述第一斜面和第二斜面相向布置;
72.当所述上料仓向外滑至预定的添加胶片位置时,所述单作用气缸的活塞杆向上伸出并插入所述第一插销孔内;
73.当所述上料仓向内滑至预定的上料位置时,所述单作用气缸的活塞杆向上伸出并插入所述第二插销孔内。
74.本发明的优点在于:本发明由控制装置控制胶片移载机构自动吸取上料仓内的胶片,移载至撕下层离型纸机构处将胶片的下层离型纸撕掉,后放置到中转平台暂存,其中撕掉的下层离型纸掉落到离型纸输送装置输送走,进行回收;再控制贴胶机构将中转平台上的胶片吸附,后移动到视觉检测机构拍照,确定胶片的坐标并确定下层离型纸是否撕掉,后将胶片贴到电芯预设的位置上;再由胶片辊压机构将胶片压紧,最后由撕上层离型纸机构将胶片的上层离型纸撕掉,整个过程实现自动上料、撕离型纸、贴胶及辊胶,从而提高工作
效率和贴胶精度。
【附图说明】
75.下面参照附图结合实施例对本发明作进一步的说明。
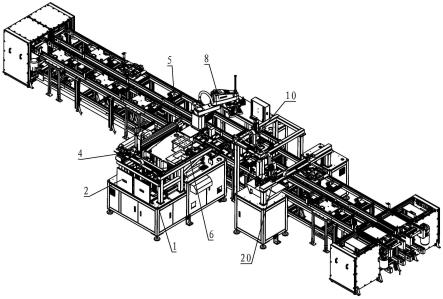
76.图1是本发明一种片料胶片自动贴胶设备的一使用效果示意图。
77.图2是本发明一种片料胶片自动贴胶设备的外壳隐藏后的使用效果示意图。
78.图3是本发明一种片料胶片自动贴胶设备隐藏胶片辊压机构和撕上层离型纸机构后的示意图。
79.图4是图3的内部结构示意图一。
80.图5是图3的内部结构示意图二。
81.图6是图3的内部结构示意图三。
82.图7是本发明的机架、中转平台、撕下层离型纸机构、离型纸输送装置及视觉检测机构等部件的示意图。
83.图8是本发明的上料仓的示意图一。
84.图9是本发明的上料仓和顶升机构的示意图。
85.图10是本发明的上料仓的示意图二。
86.图11是本发明的上料仓的示意图三。
87.图12是本发明的顶升机构的立体图。
88.图13是本发明的胶片移载机构的立体图。
89.图14是本发明的中转平台的立体图。
90.图15是本发明的撕下层离型纸机构的立体图。
91.图16是本发明的离型纸输送装置的立体图。
92.图17是本发明的贴胶机构的立体图。
93.图18是本发明的胶片辊压机构的立体图。
94.图19是本发明的胶片辊压机构的俯视图。
95.图20是图19中的a-a剖视图。
96.图21是图20中b处的局部放大示意图。
97.图22是本发明的撕上层离型纸机构的立体图。
98.图23是本发明的上层撕胶夹手的俯视图。
99.图24是图23中的c-c剖视图。
100.图25是本发明的上层撕胶夹手的立体图。
101.图26是本发明的胶片的立体图。
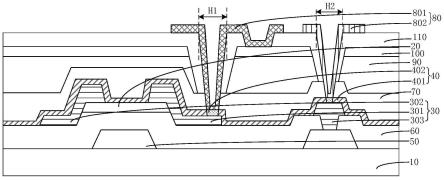
102.图27是本发明的胶片和电芯贴胶的动作示意图。
103.附图标记说明:
104.支撑框架1,第一顶升避让口11;
105.上料仓2,放料框21,第二顶升避让口211,第一竖向限位件212,第二竖向限位件213,第三竖向限位件214,第四竖向限位件215,拨胶支架216,拨胶片217,第一检测装置218,第一定位块22,第一斜面221,第一插销孔222,第二定位块23,第二斜面231,第二插销孔232,第一感应片24,第二感应片25;
106.顶升机构3,升降装置31,顶升板32,第二检测装置33;
107.胶片移载机构4,龙门框架41,x轴移动机构42,y轴移动机构43,z轴移动机构44,第一气缸45,第一吸盘46;
108.中转平台5,固定支架51,中转板52,中转放料位521,第一通孔522,第二通孔523,第二吸盘53;
109.撕下层离型纸机构6,支撑板61,旋转驱动装置62,夹紧驱动装置63,下层撕胶夹手64;
110.离型纸输送装置7,第一罩体71,围挡72;
111.贴胶机构8,机器人81,第二气缸82,第三吸盘83,竖向导轨84,滑块85;
112.视觉检测机构9,视觉支架91,视觉相机92,光源93;
113.胶片辊压机构10,主框架101,上横梁框架1011,水平调节器1012,上调节板10121,螺孔101211,下支撑板10122,调节螺栓10123,下立柱框架1013,立柱10131,底板10132,安装孔101321,y轴移动部102,z轴移动部103,辊胶部104,气缸缓冲机构1041,第一固定板10411,第一活动板10412,气缸10413,第一直线轴承10414,导向轴10415,弹簧缓冲机构1042,轴承下套10421,第二直线轴承10422,导杆10423,轴承上套10424,弹簧10425,滚动件1043,万向水平调节机构1044,鱼眼轴承10441;
114.撕上层离型纸机构20,固定框架201,电芯通道2011,落料口2012,第二罩体2013,x轴移动装置202,z轴移动装置203,y轴移动装置204,上层撕胶夹手205,夹紧气缸2051,上夹块2052,下夹块2053,安装板2054;
115.控制装置30;
116.单作用气缸40;
117.第三检测装置50;
118.胶片100,上离型纸凸部1001,下离型纸凸部1002;
119.电芯200。
【具体实施方式】
120.在对本发明的描述中,需要理解的是,指示方位或位置关系的描述为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
121.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
122.本发明实施的总体构思如下:
123.本发明由控制装置30控制胶片移载机构4自动吸取上料仓2内的胶片100,移载至撕下层离型纸机构6处将胶片100的下层离型纸撕掉,后放置到中转平台5暂存,其中撕掉的下层离型纸掉落到离型纸输送装置7输送走,进行回收;再控制贴胶机构8将中转平台5上的
胶片100吸附,后移动到视觉检测机构9拍照,确定胶片100的坐标并确定下层离型纸是否撕掉,后将胶片贴到电芯200预设的位置上;再由胶片辊压机构10将胶片100压紧,最后由撕上层离型纸机构20将胶片100的上层离型纸撕掉,整个过程实现自动上料、撕离型纸、贴胶及辊胶,从而提高工作效率和贴胶精度。
124.请参阅图1至图27所示。
125.一种片料胶片自动贴胶设备,包括:
126.支撑框架1,顶部开设有至少一个第一顶升避让口11,方便顶升机构穿过所述第一顶升避让开口11将上料仓2内的胶片100顶升;
127.上料仓2,至少有一个,设有至少一放料框21,并沿x轴水平滑动地连接于所述支撑框架1;其中,所述放料框21的顶端敞口,底端开设有第二顶升避让口211,方便顶升机构穿过第二顶升避让口211将胶片顶升至预定的位置,在具体实施中,第二顶升避让口211的面积小于胶片100的面积,避免胶片从第二顶升避让口211掉落,所述第一顶升避让口11和第二顶升避让口211数量相等;
128.顶升机构3,和所述第一顶升避让口11数量相等,并固定连接于所述支撑框架1,且一一对应位于所述第一顶升避让口11的正下方;
129.胶片移载机构4,固定于所述支撑框架1上,并位于所述上料仓2的上方;用于移载胶片100。
130.中转平台5,顶面设有防粘涂层,避免胶片粘到中转平台5上,并固定连接于所述支撑框架1上;所述中转平台5用于暂存撕掉下层离型纸的胶片100,从而适应生产节拍,这是因为贴胶机构8和撕下层离型纸机构6的生产节拍不同。
131.撕下层离型纸机构6,固定于所述支撑框架1上;用撕掉胶片100的下层离型纸。
132.离型纸输送装置7,设于所述撕下层离型纸机构6正下方;用于将撕掉的下层离型纸输送走。在具体实施中,离型纸输送装置7可采用现有的,设置在机架1内,位于,在上方机架1对应的位置设置开口,方便离型纸掉落到离型纸输送装置7上,为了防止离型纸飘走,还可在开口上方设置第一罩体71,在离型纸输送装置7的周边设有围挡72。
133.贴胶机构8,设于所述中转平台5的一侧;在附图所示的实施例中,所述贴胶机构8固定在所述支撑框架1上,在其它实施例中,所述贴胶机构8还可单独安装在其它支撑架上,只需在行程范围内能够吸附中转平台5上的胶片,并在贴胶行程内。生产时,将电芯200布置在贴胶机构8的行程范围内即可;
134.视觉检测机构9,固定连接于所述支撑框架1;可检测下层离型纸是否撕掉、及胶片100的坐标,确保贴胶精度。
135.胶片辊压机构10,设于所述贴胶机构8的一侧;用于将胶片压紧、压平。
136.撕上层离型纸机构20,设于所述胶片辊压机构10的后方;用于撕掉胶片100的上层离型纸。
137.控制装置30,分别和所述顶升机构3、胶片移载机构4、撕下层离型纸机构6、离型纸输送装置7、贴胶机构8、视觉检测机构9、胶片辊压机构10、及撕上层离型纸机构20通信连接;
138.其中,所述上料仓2包括以下两个位置:
139.位置一:所述放料框21内有胶片100,所述上料仓2沿x轴水平向内滑至预定的上料
位置,所述第二顶升避让口211和第一顶升避让口11上下正相对,此时,所述顶升机构3从所述第一顶升避让口11和第二顶升避让口211穿过,将胶片100向上顶升;
140.位置二:向所述放料框21内添加胶片100时,所述顶升机构3下降复位,位于第一顶升避让口11的下方,所述上料仓2沿x轴水平向外滑至预定的添加胶片位置,所述第一顶升避让口11和第二顶升避让口211错开。
141.所述放料框21包括:
142.第一竖向限位件212,固定连接于所述上料仓2;
143.第二竖向限位件213,固定连接于所述上料仓2;
144.第三竖向限位件214,固定连接于所述上料仓2;
145.第四竖向限位件215,固定连接于所述上料仓2;
146.拨胶支架216,有两个,一一对应活动地连接于所述第三竖向限位件214和第四竖向限位件215;如图10所示,所述第三竖向限位件214包括两根竖杆,所述拨胶支架216包括两固定夹块,两固定夹块一一对应通过螺丝固定在竖杆上;所述拨胶片217开设有条形孔,通过螺丝穿过条形孔锁在一转轴上,条形孔可方便调节拨胶片217之间的间距,转轴则固定在两固定夹块上,可调节拨胶片217的角度;
147.拨胶片217,有两个,一一对应活动地连接于所述拨胶支架216,并呈相向对称布置;
148.第一检测装置218,固定连接于所述上料仓2,并通信连接于所述控制装置30,且用于检测所述放料框21内的胶片100是否升起到预定的高度位置;在具体一实施例中,所述第检测装置218采用光电对射传感器;使用时,顶升机构3将胶片100顶升,使得最顶部的胶片100位于预定的位置,被第一检测装置218检测到,此时,由胶片移载机构4将最顶层的胶片100吸走;
149.其中,所述第一竖向限位件212、第二竖向限位件213、第三竖向限位件214、第四竖向限位件215围设成一胶片容纳腔,胶片100叠放在胶片容纳腔内,且所述第二顶升避让口211位于胶片容纳腔正下方并连通;所述第一竖向限位件212和第二竖向限位件213相向布置;所述第三竖向限位件214和第四竖向限位件215相向布置;
150.其中,当所述放料框21内的胶片100升起到预定的高度位置时,两所述拨胶片217和最上方的一胶片100的两侧面接触。拨胶片100将最顶层的胶片100和下一层的胶片100分离,避免下一层的胶片100被带起。其原理是:每次顶升后,拨胶都会刮最上方的胶片100的侧面,而由于最顶层的胶片被胶片移载机构4的第一吸盘46吸住,可以被吸走,而下一层的胶片100,则会被拨胶片217刮住,避免由于胶片100与胶片100之间因侧面的粘丝而被带起。
151.所述顶升机构3包括:
152.升降装置31,固定连接于所述支撑框架1,并通信连接于所述控制装置30;在具体一实施例中,所述升降装置31可采用伺服电缸。可将放料框21内叠放的胶片100每次顶升的高度为一片胶片100的厚度,使得最顶部的胶片100始终处于同一高度,处于预定的位置,由胶片移载机构4将最顶层的胶片100吸走。
153.顶升板32,水平固定连接于所述升降装置31的输出端,且横截面小于所述第一顶升避让口11和第二顶升避让口211,使得顶升板32可上升将胶片100顶升;
154.第二检测装置33,固定连接于所述顶升板32,并通信连接于所述控制装置30,且用
于检测所述放料框21内是否有胶片100。如在具体一实施例中,顶升板32开设有避让通孔321,所述第二检测装置33固定在所述顶升板32的底面,并位于避让通孔321的下方,第二检测装置33透过所述避让通孔321检测上方是否有胶片100。在具体实施中所述第二检测装置33可采用光电传感器、接近开关等检测装置。
155.所述胶片移载机构4包括:
156.龙门框架41,固定于所述支撑框架1上;
157.x轴移动机构42,固定于所述龙门框架41,并通信连接于所述控制装置30;
158.y轴移动机构43,连接于所述x轴移动机构42,受所述x轴移动机构42驱动沿x轴方向运动,并通信连接于所述控制装置30;
159.z轴移动机构44,连接于所述y轴移动机构43,受所述y轴移动机构43驱动沿y轴方向运动,并通信连接于所述控制装置30;在具体实施中,x轴移动机构42、y轴移动机构43及z轴移动机构44可采用现有的xyz三轴滑台。
160.第一气缸45,连接于所述z轴移动机构44,并通信连接于所述控制装置30,且活塞杆竖直朝下布置;
161.第一吸盘46,连接于第一气缸45的活塞杆,并竖直朝下布置。第一吸盘46可采用现有的,在具体实施中,可通过电磁阀和真空发生装置连接,电磁阀和控制装置30通信连接。
162.使用时,x轴移动机构42、y轴移动机构43及z轴移动机构44调节第一吸盘46的坐标,然后第一气缸45驱动第一吸盘46下降至预定的高度,第一吸盘46将胶片100吸住,然后第一气缸45的活塞杆复位,x轴移动机构42、y轴移动机构43及z轴移动机构44移动,带动胶片移动至预定的撕下层离型纸的位置。
163.所述中转平台5包括:
164.固定支架51,固定连接于所述支撑框架1上;
165.中转板52,设有至少一中转放料位521,并在所述中转放料位521内开设有若干第一通孔522和若干第二通孔523,且固定连接于所述固定支架51上;防粘涂层位于中转板52的顶面;
166.第二吸盘53,一一对应固定于所述第二通孔523内,且朝上布置。第二吸盘53可采用现有的,在具体实施中,可通过电磁阀和真空发生装置连接,电磁阀和控制装置30通信连接。
167.撕完下层离型纸的胶片放置于中转放料为521上,由第二吸盘53将胶片100吸住。
168.所述撕下层离型纸机构6包括:
169.支撑板61,固定连接于所述支撑框架1上;
170.旋转驱动装置62,固定连接于所述支撑板61,并通信连接于所述控制装置30;在具体实施中,所述旋转驱动装置62可采用旋转气缸。
171.夹紧驱动装置63,通信连接于所述控制装置30,并固定连接于所述旋转驱动装置62的输出端;
172.下层撕胶夹手64,固定连接于所述夹紧驱动装置63的输出端。在具体实施中,所述夹紧驱动装置63和下层撕胶夹手64可采用气动手指。使用时,气动手指夹紧胶片100下层离型纸的下离型纸凸部1002,下离型纸凸部1002和上离型纸凸部1001处没有胶条,从而旋转驱动装置62驱动气动手指旋转时,可将下层离型纸撕掉。
173.所述贴胶机构8包括:
174.机器人81,通信连接于所述控制装置30,并固定于所述支撑框架1;
175.第二气缸82,固定连接于所述机器人81,并通信连接于所述控制装置30,且活塞杆竖直朝下布置;
176.第三吸盘83,固定连接于所述第二气缸82的活塞杆,并竖直朝下布置。第三吸盘83可采用现有的,在具体实施中,可通过电磁阀和真空发生装置连接,电磁阀和控制装置30通信连接。
177.在具体一实施例中,所述第三吸盘83还通过竖向导轨84及滑块85滑动连接于所述机器人81,从而对第三吸盘83的升降进行导向,提高运动精度。
178.由控制装置30控制机器人81动作,带动第二气缸82和第三吸盘83移动到中转放料位521的上方,再控制第二气缸82带动第三吸盘83下降,第三吸盘83将胶片100吸住,然后控制第二气缸82复位,再控制机器人81移动进行拍照定位、再进行贴胶,贴胶完成后,第三吸盘83松开胶片,第二气缸82复位,机器人81复位。
179.所述视觉检测机构9包括:
180.视觉支架91,固定于所述支撑框架1上;
181.视觉相机92,固定于所述视觉支架91,并朝上布置;视觉相机92对胶片100进行拍照,确认胶片100的坐标,并确认下层离型纸是否被撕掉。
182.光源93,连接于所述视觉支架91,朝上布置。
183.在具体一实施例中,所述胶片辊压机构10,包括:
184.主框架101,包括上横梁框架1011、水平调节器1012及下立柱框架1013;所述水平调节器1012分别连接于所述上横梁框架1011和下立柱框架1013;
185.y轴移动部102,连接于所述上横梁框架1011,并通信连接于所述控制装置30;
186.z轴移动部103,连接于所述y轴移动部102的输出端,并通信连接于所述控制装置30;在具体一实施例中,所述z轴移动部103和y轴移动部102可采用两轴直线滑台。
187.辊胶部104,连接于所述z轴移动部103的输出端。
188.所述下立柱框架1013包括:
189.立柱10131,有四个,呈矩形布置;
190.底板10132,有四个,开设有若干安装孔101321,并一一对应固定连接于所述立柱10131的底部。所述安装孔101321用于锁入螺栓,如地脚螺栓,将立柱10131固定。
191.所述水平调节器1012包括:
192.上调节板10121,有四个,开设有至少一螺孔101211,并一一对应固定连接于所述上横梁框架1011的四个角的底端;其中,所述上横梁框架1011为矩形框架;
193.下支撑板10122,有四个,一一对应固定于所述立柱10131的顶端,并一一对应位于所述上调节板10121的正下方;
194.调节螺栓10123,和所述螺孔101211的数量相等,并一一对应锁入所述螺孔101211,后抵住所述下支撑板10122的顶面。
195.调节原理:旋转所述调节螺栓10123,由于调节螺栓10123的底端被所述下支撑板10122顶住,因此调节螺栓只旋转,不升降,而上调节板10121则因为螺孔101211的原因进行升或降,从而调节上调节板10121的高度,通过四个角来调节所述上横梁框架1011和目标设
备之间的相对水平位置。
196.所述辊胶部104包括:
197.气缸缓冲机构1041,固定于所述z轴移动部103的输出端;
198.弹簧缓冲机构1042,有两个,并分别固定于所述气缸缓冲机构1041;
199.滚动件1043,两端分别设有一万向水平调节机构1044,所述万向水平调节机构1044一一对应固定于所述弹簧缓冲机构1042下方。所述滚动件1043可采用滚筒、辊筒。
200.所述气缸缓冲机构1041和弹簧缓冲机构1042有两个作用:一是缓冲,使滚动件1043和电芯200及胶片100接触时为软接触;二是,可适应不同高度规格的电芯200的使用需求,提高使用范围。而且,所述气缸缓冲机构1041和弹簧缓冲机构1042共同构成两级缓冲,其中所述气缸缓冲机构1041起主动缓冲作用,不同规格的电芯200,可预先调节好气缸的行程来相适应;弹簧缓冲机构1042则起被动压缩缓冲作用。
201.所述气缸缓冲机构1041包括:
202.第一固定板10411,固定于所述z轴移动部103的输出端;
203.第一活动板10412,沿z轴活动地连接于所述第一固定板10411下方;
204.气缸10413,固定于所述第一固定板10411,且活塞杆固定于所述第一活动板10412,并通信连接于所述控制装置30。
205.所述气缸缓冲机构1041包括:
206.第一直线轴承10414,有四个,固定穿设于所述第一固定板10411,并呈矩形布置;
207.导向轴10415,有四个,固定于所述第一活动板10412,并一一对应嵌接于所述第一直线轴承10414内。
208.每个所述弹簧缓冲机构1042包括:
209.轴承下套10421,固定于所述第一活动板10412的底端;
210.第二直线轴承10422,固定于所述轴承下套10421内,并穿过所述第一活动板10412;
211.导杆10423,固定嵌接于所述第二直线轴承10422内,且底端穿过所述轴承下套10421的底端,顶端穿过所述第一活动板10412的上方;
212.轴承上套10424,固定于所述第一活动板10412的顶端,并套在所述导杆10423的顶部外;
213.弹簧10425,套在所述导杆10423上,并位于所述轴承上套10424内,且底端抵住所述第二直线轴承10422的顶部,顶端抵住所述轴承上套10424的顶端的内面。
214.每个所述万向水平调节机构1044包括:
215.鱼眼轴承10441,杆端固定于所述导杆10423的底部,轴承端固定套在所述滚动件1043的一端。
216.在其它实施例中,所述万向水平调节机构1044还可采用其它的如万向轴承、万向关节等零部件。
217.所述撕上层离型纸机构20包括:
218.固定框架201,设有电芯通道2011;
219.x轴移动装置202,固定连接于所述固定框架201,并位于所述电芯通道2011上方;
220.z轴移动装置203,连接于所述x轴移动装置202的输出端;
221.y轴移动装置204,连接于所述z轴移动装置203的输出端;
222.上层撕胶夹手205,连接于所述y轴移动装置204的输出端。
223.在具体一实施例中,所述上层撕胶夹手205有两个,并间隔固定连接于所述y轴移动装置204,两者的间距根据电芯之间的间距相对应,一次可对两个电芯进行撕离型纸。每所述上层撕胶夹手205包括夹紧气缸2051、上夹块2052、下夹块2053及安装板2054,两个所述上层撕胶夹手205的安装板2054按照预设间距固定连接于连接支座206,连接支座206固定连接于y轴移动装置204的输出端;夹紧气缸2051一一对应固定于安装板2054,且活塞杆竖直朝下布置,并通信连接于所述控制装置30;上夹块2052一一对应固定于夹紧气缸2051的活塞杆;下夹块2053一一对应固定于安装板2054,且和上夹块2052相向布置;上夹块2052和下夹块2053相向的面分别设有波浪纹,使得夹紧离型纸时夹得更紧。
224.在具体一实施例中,还可在所述固定框架201设置离型纸回收装置,上层撕胶夹手205将撕掉的离型纸放到离型纸回收装置,进行收集。如可在所述固定框架201的顶面开设一落料口2012,在落料口2012下方放置收集桶(未图示),在落料口2012处设置第二罩体2013,避免离型纸飘落到外面。
225.还包括:
226.单作用气缸40,通信连接于所述控制装置30,并固定于所述支撑框架1,且活塞杆竖直朝上布置;所述单作用气缸40可采用弹簧复位式,其工作原理是:通气时,活塞杆缩回,停止通气时,活塞杆由弹簧复位,处于伸出状态,此时压缩活塞杆,也可将活塞杆缩回。
227.第三检测装置50,固定连接于所述支撑框架1,并通信连接于所述控制装置30,且用于检测所述上料仓2是否到达预定的添加胶片位置或上料位置;
228.其中,所述上料仓2的底部开设有第一定位块22和第二定位块23;
229.所述第一定位块22设有第一斜面221,且底部设有竖向的第一插销孔222;
230.所述第二定位块23设有第二斜面231,且底部设有竖向的第二插销孔232;
231.所述第一插销孔222和第二插销孔232沿同一水平中心线布置;
232.所述第一斜面221和第二斜面231相向布置;
233.当所述上料仓2向外滑至预定的添加胶片位置时,所述单作用气缸40的活塞杆向上伸出并插入所述第一插销孔222内,方便进行添加胶片;在具体一实施例中,在上料仓2的底部设有第一感应片24和第二感应片25,第一感应片24对应预定的添加胶片位置,第二感应片25对应预定的上料位置;
234.当所述上料仓2向内滑至预定的上料位置时,所述单作用气缸40的活塞杆向上伸出并插入所述第二插销孔232内,可反馈信号给控制装置30,表明上料仓2滑入到位。
235.使用方式:
236.在具体一实施例中,控制装置采用plc,由plc进行统一控制。
237.由流水线输送电芯200,流水线沿y轴穿过所述主框架101并位于滚动件1043下方;预先调节水平调节螺栓使得所述上横梁框架与电芯的相对水平位置。可将流水线和plc通信连接。
238.各吸盘分别由电磁阀连接于真空发生装置,由电磁阀控制真空气路的导通与关闭;还可分别设置破真空气路,方便吸盘和胶片分离,如分别通过电磁阀连接空气压缩机;将各电磁阀和plc通信连接。真空发生装置和空气压缩机可无需和plc连接,生产时只需一
直开启即可,由电磁阀来控制真空气路和破真空气路的导通或关闭。
239.预设好工作程序。
240.plc控制流水线输送电芯200,先将电芯200输送至预定的贴胶位置,然后plc控制流水线停止工作;
241.另一方面,plc控制升降装置31工作,驱动顶升板32升起,将放料框21内叠放的胶片100顶升,顶升的高度为一片胶片100的厚度,使得最上方的胶片100位于预定的上料位;
242.plc控制x轴移动机构42、y轴移动机构43及z轴移动机构44工作,将第一吸盘46调节是胶片100上方预定的位置,然后plc控制第一气缸45驱动第一吸盘46下降至预定的高度,再控制第一吸盘46真空气路的电磁阀打开,对第一吸盘46进行抽真空,从而第一吸盘46将胶片100吸住,然后控制第一气缸45的活塞杆复位,再控制x轴移动机构42、y轴移动机构43及z轴移动机构44移动,带动胶片100移动至预定的撕下层离型纸的位置。
243.接着plc控制第一气缸45的活塞杆伸出,将胶片100降下至预定的撕下层离型纸位置;后控制所述夹紧驱动装置63工作,驱动下层撕胶夹手64夹紧下离型纸凸部1002,再控制旋转驱动装置62工作,驱动夹紧驱动装置63和下层撕胶夹手64旋转,可将下层离型纸撕掉。
244.然后plc控制第一气缸45的活塞杆复位,并控制x轴移动机构42、y轴移动机构43及z轴移动机构44工作,将胶片100移动至中转放料位521的上方;另一边,plc控制所述夹紧驱动装置63复位,并控制夹紧驱动装置63驱动下层撕胶夹手64复位张开,下层离型纸掉落到下方的离型纸输送装置7,在具体实施中,机架1在离型纸输送装置7处的外壳设有开口,离型纸输送装置7的末端伸出该处开口,在下方设置收集桶。生产时,plc可控制离型纸输送装置7一直工作,下层离型纸由离型纸输送装置7输送到机架1外,掉落到收集桶内进行收集。
245.plc控制第一气缸45的活塞杆的活塞杆伸出,胶片100下降,胶片放置到中转放料位521,然后plc控制第二吸盘53真空气路的电磁阀导通,第二吸盘53将胶片100吸住,然后plc控制第一吸盘46真空气路的电磁阀关闭,停止抽真空,还可控制第一吸盘46的破真空气路的电磁阀接通,进行破真空,方便第一吸盘46和胶片100分离;
246.然后plc控制第一气缸45的活塞杆复位,并控制升降装置31、x轴移动机构42、y轴移动机构43及z轴移动机构44等部件工作,进行下一胶片的上料、撕下层离型纸工作;另一边,plc控制机器人81动作,带动第二气缸82和第三吸盘83移动到中转放料位521的上方,再控制第二气缸82带动第三吸盘83下降,再控制第三吸盘83的真空气路的电磁阀接通,第三吸盘83将胶片100吸住,然后控制第二气缸82复位,控制机器人81移动至视觉相机92处,对胶片100进行拍照,确认胶片100的坐标,并确认下层离型纸是否被撕掉,当确认下层离型纸被撕掉后,则控制机器人81动作,带动胶片100移动至电芯200上方;然后控制第二气缸82的活塞杆伸出,带动胶片100下移进行贴胶,到位后贴胶完成,然后控制第三吸盘83的真空气路的电磁阀关闭,停止抽真空,松开胶片100,并可控制第三吸盘83的破真空气路的电磁阀接通,进行破真空,方便胶片100和第三吸盘83分离,然后控制第二气缸82复位,再控制机器人81动作进行下一胶片的贴胶动作。
247.当plc控制第二气缸82复位后,控制流水线工作,带动电芯100继续移动至预定的辊胶位,后控制流水线停止;
248.plc先控制气缸10413的活塞杆伸出,plc再开始调节z轴移动部103,向下降至预定的位置,与电芯200上的胶片接触。存有余量,电芯200位置不用过分精确,但也需在气缸
10413与弹簧的缓冲行程内,气缸10413行程应大于弹簧最大压缩量,确保在某些极端情况下,缓冲时弹簧先被压缩到极限值,而气缸的活塞杆此时还存有余量进行伸缩,这样做的好处是气缸10413不容易坏,气缸10413比弹簧更贵,更换弹簧的成本更低;反之,则在某些极端情况下,气缸10413的活塞杆比弹簧先达到极限行程位置,这样容易导致气缸发生损坏,更换成本更高。
249.接着plc启动y轴移动部102,将滚动件1043滚过电池表面的胶片100,将胶片100压紧。由于万向水平调节机构的存在,滚动件1043会自动适应角度误差,使得辊胶过程更顺滑。
250.完成辊胶后,plc控制y轴移动部102、z轴移动部103复位;然后控制流水线继续工作,将电芯100输送到预定的撕上层离型纸的位置;
251.plc再控制x轴移动装置202、z轴移动装置203、及y轴移动装置204工作,将所述上层撕胶夹手205移动至预定的位置;
252.plc再控制夹紧气缸2051工作,驱动上夹块2052下移将上离型纸凸部1001压在下夹块2053上,从而夹住上离型纸凸部1001,然后控制x轴移动装置202、z轴移动装置203、及y轴移动装置204工作,带动所述上层撕胶夹手205移动,从而将上层离型纸撕掉。(需解释的是,贴胶完成后,上离型纸凸部1001是凸出电芯200外面,方便上夹块2052和下夹块2053进行夹紧,避免和电芯200发生碰撞)。
253.撕完上层离型纸后,plc控制x轴移动装置202、z轴移动装置203、及y轴移动装置204工作,带动所述上层撕胶夹手205移动至落料口2012上方,在落料口2012下方预先放置有收集桶,然后控制夹紧气缸2051带动上夹块2052上升复位,松开上层离型纸,上层离型纸从落料口2012掉落到收集桶内。
254.最后plc控制x轴移动装置202、z轴移动装置203、及y轴移动装置204带动上层撕胶夹手205复位,等待下一电芯200的撕上层离型纸工作;
255.plc再控制流水线工作将电芯200输送走;
256.在具体实施中,各电芯200间的间距,及贴胶机构8、胶片辊压机构10、及撕上层离型纸机构20之间的间距可预先设定好,使得其中一个电芯200在预定的贴胶为,另一个电芯200在预定的辊胶为,第三个电芯在预定的撕上层离型纸的位置,此时三个工位可同时进行工作,提高效率。
257.如图所示的实施例中,所述上料仓2有两个,每个上料仓2内设有四个放料框21;两个上料仓2轮流交替进行工作;
258.当plc接收到同一上料仓2下方的四个第二检测装置33都反馈了没有胶片的信号时,表面该上料仓2内的胶片全部用完;plc按照预定的程序工作,从另一上料仓2进行取胶片100上料;
259.而胶片100用完的上料仓2,此时plc可控制报警装置发出报警提示,可对两个上料仓2进行编号,此时可在控制面板显示缺料及相应的上料仓2的编号;
260.可预先设定添加料片的控制按钮,和plc连接;
261.工人按下控制按钮,plc控制单作用气缸40的活塞杆向下缩回,此时活塞杆和所述第二插销孔232分离,并保持若干时间,工人将上料仓2拉出,后单作用气缸40的活塞杆复位伸出,当上料仓2被拉出到位时,被第三检测装置50检测到反馈信号给plc,该过程中,所述
第一定位块22的第一斜面221先和活塞杆接触,单作用气缸40的活塞杆逐渐被第一定位块22压缩,拉出到位时,活塞杆被单作用气缸40内的弹簧自动复位,并插入所述第一插销孔222内,此时进行添加胶片,四个放料框21内都添加好胶片100后,再按下控制按钮,plc控制单作用气缸40的活塞杆向下缩回,此时活塞杆和所述第一插销孔222分离,并保持若干时间,然后手动将上料仓2推入到位,被第三检测装置50检测到反馈信号给plc,该过程中,所述第二定位块23的第二斜面231先和活塞杆接触,单作用气缸40的活塞杆逐渐被第二定位块23压缩,推入到位时,活塞杆被单作用气缸40内的弹簧自动复位,并插入所述第二插销孔232内。此时因为第二检测装置33还没有随顶升板32升起,离胶片100的距离较远,根据第二检测装置33的感应距离,若在感应范围内,则第二检测装置33的能检测到有胶片100,则直接反馈信号给plc;若超出第二检测装置33的感应距离,则感应不到,此时可设置另一满料按钮,和plc连接,当上料仓2推入到位后,工人按钮该按钮,反馈信号给plc,表明该上料仓2已添加完成胶片,可在另一上料仓2的胶片用完后,直接轮换到该上料仓2进行上料。
262.两个上料仓2轮流交替使用,可避免因添加胶片而停机等待,提高工作效率。
263.虽然以上描述了本发明的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本发明的范围的限定,熟悉本领域的技术人员在依照本发明的精神所作的等效的修饰以及变化,都应当涵盖在本发明的权利要求所保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。