技术特征:
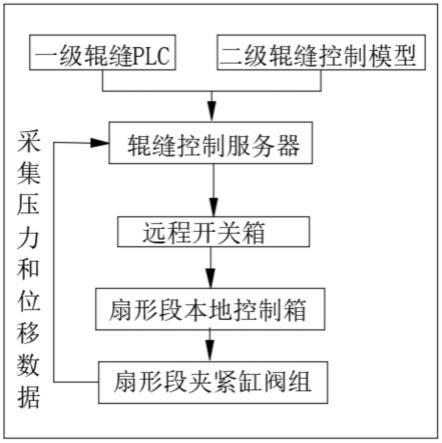
1.一种提高扇形段辊缝精度的拉杆补偿控制方法,其特征在于包含以下步骤:(1)扇形段辊缝控制服务器接收来自二级辊缝控制模型或一级辊缝plc给铸坯导向扇形段的辊缝值;(2)带有位移传感器和压力传感器的扇形段进出口夹紧缸阀组将进行执行,动作到设定辊缝值;(3)采集此时扇形段夹紧缸进出口压力传感器值,根据控制模型算法,对采集数据进行处理,计算扇形段拉杆的弹性变形量,再优化扇形段辊缝,提高辊缝精度。2.根据权利要求1所述的一种提高扇形段辊缝精度的拉杆补偿控制方法,其特征在于:所述步骤(1)中,具体步骤如下:记录扇形段辊缝控制服务器接收二级辊缝控制模型或一级辊缝plc设定的辊缝值,通过以太网通讯方式与辊缝控制服务器进行数据交互。3.根据权利要求1所述的一种提高扇形段辊缝精度的拉杆补偿控制方法,其特征在于:所述步骤(2)中,具体步骤如下:依据接收的设定辊缝值,扇形段进出口夹紧液压缸电磁阀,压下电磁线圈等电,采集进出口辊缝位移传感器值,与设定辊缝值进行比较,达到设定值时电磁阀断电保压。4.根据权利要求1所述的一种提高扇形段辊缝精度的拉杆补偿控制方法,其特征在于:所述步骤(3)中,分别采集进出口达到设定辊缝时,位移传感器和压力传感器的值,依据现场采集的压力传感器p,代入控制模型中,得出进出口每个夹紧缸拉杆在此受力的情况下,弹性变形量δl,那将造成实际辊缝增大,为此辊缝控制模型将优化辊缝,以此提升辊缝控制精度,拉杆弹性变形量判断公式:式中:δl.....扇形段进出口夹紧缸拉杆弹性变形量,mm;其中:n.....扇形段进出口夹紧缸实际辊缝达到设定辊缝值时,拉杆拉力,kn;l.....拉杆的原长,mm;e.....拉杆的弹性模量,mpa;a.....拉杆受拉时,拉杆受力面积,mm2;拉杆拉伸时,拉杆受力面积判断公式:拉杆拉伸时,拉杆受力面积判断公式:其中:dm.....阶梯拉杆等轴直径,mm;di.....阶梯轴i段的直径,mm;li.....阶梯轴i段的长度,mm;
拉杆受拉伸时,拉杆受力判断公式为:式中:n.....扇形段进出口夹紧缸实际辊缝达到设定辊缝值时,拉杆拉力,kn;其中:p.....扇形段进出口夹紧缸实际辊缝达到设定辊缝值时,压力传感器检测的压力,mpa;d.....夹紧液压缸缸筒直径,mm;d.....夹紧液压缸缸杆直径,mm。
技术总结
本发明涉及一种提高扇形段辊缝精度的拉杆补偿控制方法,属于钢铁冶金方法技术领域。本发明的技术方案是:在扇形段夹紧缸阀组安装位移传感器和压力检测传感器,控制系统采集数据并处理数据,对拉杆弹性变形量进行计算,实现对扇形段辊缝进行优化。本发明的有益效果是:高扇形段辊缝精度,以此实现铸坯质量的稳定,降低了生产维护成本,提高了产品市场的占有率。有率。有率。
技术研发人员:周卓锁 李毅挺 刘双力 张爱民 吴艳青 刘长维 苏拉玉 李隆宇 姚旭亮
受保护的技术使用者:唐山钢铁集团有限责任公司 河钢股份有限公司唐山分公司
技术研发日:2022.04.14
技术公布日:2022/7/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。