1.本发明涉及汽车配件技术领域,具体为一种一体式铸态盘毂及其加工方法。
背景技术:
2.刹车盘简单来说,就是一个圆的盘子,车子行进时它也是转动的。制动卡钳夹住刹车盘而产生制动力的,踩刹车时就是它夹住刹车盘起到减速或者停车的作用;
3.目前刹车盘与轮毂主要通过螺栓固定连接,无法消除装配公差,螺栓连接的方式,而通过螺栓连接方式,由于加工的问题,使得之间的装配孔很难保证刹车盘安装后的一致性,导致在刹车过程中出现刹车盘跳动现象,引发刹车盘抖动异响以及最终导致刹车盘出现开裂现象,使得刹车盘与刹车片之间无法保证最大接触面积,会加剧刹车盘与刹车片的磨损,极大地降低刹车盘与刹车片的使用寿命与制动性能。
4.因此,我们提出一种一体式铸态盘毂及其加工方法,没有装配式螺栓,避免了连接结构的加工,大大减少了结构重量,通过一体化结构,使得轮毂和刹车盘之间平行度的统一,避免刹车盘的变形度产生的预应力,保持刹车盘与刹车片的最大接触面积,降低刹车盘与刹车片的磨损程度,同时通过本刹车盘的材料中的材料,使得本刹车盘散热性能更好,吸震效果好,结构强度更为稳固。
技术实现要素:
5.本发明的目的在于提供一种一体式铸态盘毂及其加工方法,以解决上述背景技术中提出的刹车盘与轮毂主要通过螺栓固定连接,无法消除装配公差,螺栓连接的方式,而通过螺栓连接方式,由于加工的问题,使得之间的装配孔很难保证刹车盘安装后的一致性,导致在刹车过程中出现刹车盘跳动现象,引发刹车盘抖动异响以及最终导致刹车盘出现开裂现象,使得刹车盘与刹车片之间无法保证最大接触面积,会加剧刹车盘与刹车片的磨损,极大地降低刹车盘与刹车片的使用寿命与制动性能的问题。
6.为实现上述目的,本发明提供如下技术方案:一种一体式铸态盘毂,包括轮毂,所述轮毂右端一体成型有复合型的刹车盘,所述刹车盘的外壁开设有通风孔,所述刹车盘内设置有通风腔,所述轮毂和刹车盘连接处一体成型有筋条。
7.优选的,复合型所述刹车盘部分为两组式的制动盘组成。
8.一体式铸态盘毂的加工方法,包括以下步骤
9.步骤1:制作轮毂材料和制成刹车盘材料分别通过熔化炉的高温加热,将两者材料熔化成液态。
10.步骤2:根据轮毂和刹车盘一体化后的实际模型,进行开模,制作出车轮和刹车盘一体化的模具。
11.步骤3:再将液态的轮毂材料浇注入车轮和刹车盘一体化型腔中,使得轮毂材料进入轮毂和刹车盘一体化的型腔完成对轮毂造成的优先铸造,紧接着再将液态的刹车盘材料浇注入轮毂和刹车盘一体化的型腔中,再使得液态的刹车盘材料与轮毂同时凝固冷却,进
而使得两者冷却融为一体。
12.步骤4:将轮毂和刹车盘一体化对外廓进行加工,对轮毂外廓进行打磨抛光,并对刹车盘进行打磨清理,对通风腔进行清理,并对通风孔进行检测,同时对轮毂和刹车盘一体化整体尺寸进行加工。
13.步骤5:将摩擦材料和黏合剂对刹车盘外廓进行处理。
14.优选的,所述刹车盘材料的配比为:
15.c:3.3-3.9%;si:2.2-3.0%;mn:0.3-0.75%;p:0.03-0.1%;s:0.01-0.04%;cr:0.1-0.4%;mo:0.1-0.5%;cu:0.1-0.5%;mg:0.01-0.08%;sn:0.01-0.04%;ti:0.1-0.5%;v:0.01-0.08%;la:0.01-0.08%;ce:0.01-0.04%;sb:0.01-0.06%;其余为fe及不可避免杂质
16.与现有技术相比,本发明的有益效果是:
17.本发明的一体式铸态盘毂及其加工方法,没有装配式螺栓,避免了连接结构的加工,大大减少了结构重量,通过一体化结构,使得轮毂和刹车盘之间平行度的统一,避免刹车盘的变形度产生的预应力,保持刹车盘与刹车片的最大接触面积,降低刹车盘与刹车片的磨损程度,同时通过本刹车盘的材料中的材料,使得本刹车盘散热性能更好,吸震效果好,结构强度更为稳固。
附图说明
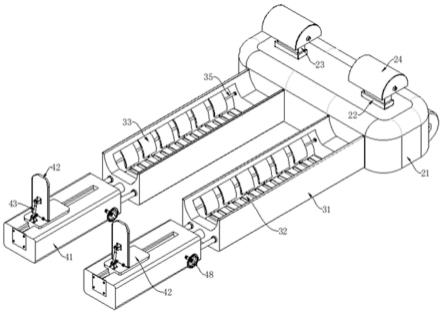
18.图1为本发明一体式铸态盘毂及其加工方法的整体外部结构示意图;
19.图2为本发明一体式铸态盘毂及其加工方法的整体内部结构示意图。
20.图中:1、轮毂;2、刹车盘;3、筋条;4、通风腔;5、通风孔。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
23.请参阅图1-2,本发明提供一种技术方案:一种一体式铸态盘毂,包括轮毂1,所述轮毂1右端一体成型有复合型的刹车盘2,所述刹车盘2的外廓开设有通风孔5,所述刹车盘2内设置有通风腔4,所述轮毂1和刹车盘2连接处一体成型有筋条3。
24.其中,复合型所述刹车盘2为两组式的制动盘组成。
25.一种一体式铸态盘毂的加工方法包括以下步骤:
26.步骤1:制作轮毂材料和制成刹车盘材料分别通过熔化炉的高温加热,将两者材料熔化成液态;
27.步骤2:根据车轮和刹车盘一体化后的实际模型,进行开模,制作出车轮和刹车盘
一体化的模具
28.步骤3:再将液态的轮毂材料浇注入车轮和刹车盘一体化型腔中,使得轮毂材料进入轮毂和刹车盘一体化的模具完成对轮毂造成的优先铸造,紧接着再将液态的刹车盘材料浇注入轮毂和刹车盘一体化的型腔中,再使得液态的刹车盘材料与轮毂材料同时凝固冷却,进而使得两者冷却融为一体;
29.步骤4:将车轮和刹车盘一体化对外廓进行加工,对轮毂外廓进行打磨清理,并对刹车盘进行打磨清理,对通风腔进行清理,并对通风孔进行检测,同时对轮毂和刹车盘一体化整体尺寸进行加工。
30.步骤5:将摩擦材料和黏合剂对刹车盘外廓进行处理。
31.其中,所述刹车盘材料的配比为:
32.c:3.3-3.9%;si:2.2-3.0%;mn:0.30-0.75%;p:0.03-0.1%;s:0.01-0.04%;cr:0.1-0.4%;mo:0.1-0.5%;cu:0.1-0.5%;mg:0.01-0.08%;sn:0.01-0.04%;ti:0.1-0.5%;v:0.01-0.08%;la:0.01-0.08%;ce:0.01-0.04%;sb:0.01-0.06%;其余为fe及不可避免杂质。
33.具体实施例1
34.制作轮毂材料和制成刹车盘材料分别通过两组熔化炉的高温加热,将两者材料熔化成液态;将轮毂材料与刹车盘的铸铁材料分别熔化成铁水,轮毂采用高强度、高韧性、球墨铸铁,而刹车盘材料采用:c:3.3-3.9%;si:2.2-3.0%;mn:0.3-0.75%;p:0.03-0.1%;s:0.01-0.04%;cr:0.1-0.4%;mo:0.1-0.5%;cu:0.1-0.5%;mg:0.01-0.08%;sn:0.01-0.04%;ti:0.1-0.5%;v:0.01-0.08%;la:0.01-0.08%;ce:0.01-0.04%;sb:0.01-0.06%;其余为fe及不可避免杂质;根据轮毂和刹车盘一体化后的实际模型,进行开模,制作出车轮和刹车盘一体化的模具;其中,模具采用壳模壳芯工艺,其热节位置放置冷铁,冷铁用于提高轮毂与刹车盘接触部位的凝固速度,细化晶粒并提高该部分的力学性能,实现两部分的高强度连接;将液态的轮毂材料浇注入车轮和刹车盘一体化型腔中,使得轮毂材料进入轮毂和刹车盘一体化的型腔完成对轮毂造成的优先铸造,紧接着再将液态的刹车盘材料浇注入车轮和刹车盘一体化的型腔中,使得液态的刹车盘材料与轮毂同时凝固冷却,进而使得两者结合为一体;将车轮和刹车盘一体化对外廓进行清理打磨,对轮毂外廓进行打磨清理,并对刹车盘进行打磨清理,对通风腔进行清理,并对通风孔进行检测,同时对轮毂和刹车盘一体化整体尺寸进行加工;将摩擦材料和黏合剂对刹车盘外廓进行处理。
35.我们选择同等尺寸的轮毂与刹车盘,分别采用原始的螺栓固定方式与一体成型的铸造方式进行加工,对装配好的两个轮毂进行称重
36.●
重量
●1●2●2●4●5●
螺栓式
●
62037g
●
62023g
●
61997g
●
61993g
●
62006g
●
一体化
●
51015g
●
51007g
●
51020g
●
50994g
●
51004g
37.整体减重约达到20%
38.具体实施例1
39.制作轮毂材料和制成刹车盘材料分别通过两组熔化炉的高温加热,将两者材料熔化成液态;将轮毂材料与刹车盘的铸铁材料分别熔化成铁水,轮毂采用高强度、高韧性球墨铸铁,而刹车盘材料采用:c:3.3-3.9%;si:2.2-3.0%;mn:0.3-0.75%;p:0.03-0.1%;s:
0.01-0.04%;cr:0.1-0.4%;mo:0.1-0.5%;cu:0.1-0.5%;mg:0.01-0.08%;sn:0.01-0.04%;ti:0.1-0.5%;v:0.01-0.08%;la:0.01-0.08%;ce:0.01-0.04%;sb:0.01-0.06%;其余为fe及不可避免杂质;根据轮毂和刹车盘一体化后的实际模型,进行开模,制作出车轮和刹车盘一体化的模具;其中,模具采用壳模壳芯工艺,其热节位置放置冷铁,冷铁用于提高轮毂与刹车盘接触部位的凝固速度,细化晶粒并提高该部分的力学性能,实现两部分的高强度连接;将液态的轮毂材料浇注入车轮和刹车盘一体化型腔中,使得轮毂材料进入轮毂和刹车盘一体化的型腔完成对轮毂造成的优先铸造,紧接着再将液态的刹车盘材料浇注入车轮和刹车盘一体化的型腔中,使得液态的刹车盘材料与轮毂同时凝固冷却,进而使得两者结合为一体;将车轮和刹车盘一体化对外廓进行清理打磨,对轮毂外廓进行打磨清理,并对刹车盘进行打磨清理,对通风腔进行清理,并对通风孔进行检测,同时对轮毂和刹车盘一体化整体尺寸进行加工;将摩擦材料和黏合剂对刹车盘外廓进行处理。
40.选取三种配方
41.第一配方为:
42.c:3.3-3.9%;si:1.9%;mn:0.2%;p:0.03%;s:0.01%;cr:0.1%;mo:0.1%;cu:0.1%;mg:0.01%;sn:0.01%;ti:0.1%;v:0.01%;la:0.02%;ce:0.01%;sb:0.01%;
43.第二配方为:
44.c:3.6%;si:2.3%;mn:0.4%;p:0.06%;s:0.05%;cr:0.25%;mo:0.25%;cu:0.25%;mg:0.04%;sn:0.04%;ti:0.25%;v:0.04%;la:0.04%;ce:0.02%;sb:0.03%;
45.第三配方为:
46.c:3.9%;si:2.6%;mn:0.6%;p:0.1%;s:0.1%;cr:0.4%;mo:0.5%;cu:0.5%;mg:0.08%;sn:0.04%;ti:0.5%;v:0.08%;la:0.08%;ce:0.04%;sb:0.06%。
47.选取两组普通螺栓式的轮毂和刹车盘,三组配方各出一组,分别对应第一、第二和第三,做4w公里磨损测试如下:
48.●
磨损
●
普通1
●
普通1
●
第一
●
第二
●
第三
●
普通
●
2.58mm
●
2.45mm
●●●●
一体化
●●●
0.54mm
●
0.50mm
●
0.62mm
49.选取两组普通螺栓式的轮毂和刹车盘,三组配方各出一组,分别对应第一、第二和第三,做10w公里磨损测试,如下:
50.●
磨损
●
普通1
●
普通1
●
第一
●
第二
●
第三
●
普通
●
5.64mm
●
5.59mm
●●●●
一体化
●●●
1.50mm
●
1.56mm
●
1.59mm
51.并对10w公里磨损两组进行检查,对其热开裂情况进行检查;
52.普通刹车盘;
53.普通1和普通2通透可见裂缝,存在安全风险需要更换。
54.一体成型刹车盘
55.第一、第二和第三外部出现隐纹,不影响使用。
56.以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明;因此,无论从哪一点来看,均应将
实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
57.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。