1.本发明涉及一种多片层棉纸产品,特别是卫生或擦拭产品,其具有至少第一外片层、第二外片层和至少一个内片层,以及一种制造这种棉纸产品的方法。
背景技术:
2.在下文中,“棉纸产品”涉及基于纤维素填料的吸收性纸,在该技术领域中,其也被称为棉纸基础片材。
3.棉纸被定义为具有低基重的柔软的吸收性纸,例如8-40g/m2,优选为10-25g/m2。多片层棉纸产品的总基重可以优选地高达110g/m2的最大值,更优选地高达80g/m2的最大值。其密度典型地低于0.6g/cm3,优选地低于0.30g/cm3,并且更优选地在0.08至0.20g/cm3之间。棉纸的制造与常规纸制造例如印刷纸制造的区别在于,其相对低的基重和相对高的拉伸能量吸收指数(参见iso 12625-4)。常规的纸和棉纸总体上在弹性模量方面也有所不同,该弹性模量表征作为材料参数的这些大体上平面的产品的应力/应变特性。
4.包含在棉纸中的纤维主要是纤维素纤维,例如来自化学纸浆(例如牛皮纸或亚硫酸盐)的纸浆纤维、机械纸浆(例如磨木浆)、热机械纸浆、化学-机械纸浆和/或化学-热机械纸浆(ctmp)。源自落叶(硬木)和针叶(软木)的纸浆均可被使用。纤维也可来自非木材植物,例如谷类、竹子、黄麻和剑麻。纤维或纤维的一部分可以是再生纤维,其可以属于上述类别中的任何一种或全部。纤维可以用添加剂处理,例如填料、软化剂,例如但不限于季铵化合物和结合剂、常规的干强度剂、临时湿强度剂或湿强度剂,以便促进初始造纸或调节其特性能。棉纸还可以包含其它类型的纤维,例如再生纤维素纤维或合成纤维,以增强例如棉纸的强度、吸收性、光滑度或柔软度。
5.特别用作卫生或擦拭产品的棉纸产品主要包括所有种类的干起皱棉纸、湿起皱纸、tad纸(通气干燥)、基于结构化技术例如ntt、uctad和纤维素或纸浆填料的棉纸,或其组合、层压物或混合物。这些卫生和擦拭产品的典型特性包括吸收拉伸应力能量的能力、它们的悬垂性、良好的类似纺织品的柔韧性、通常称为松厚柔软性的特性、高表面柔软性和具有可感知的厚度的高比容。希望液体吸收性尽可能高,并且取决于应用,希望产品外表面合适的湿强度和干强度以及吸引人的视觉外观。这些特性,尤其是,允许这些卫生和擦拭产品可以用作例如清洁擦拭物,如挡风玻璃清洁擦拭物、工业擦拭物、厨房用纸或类似物;作为卫生产品,诸如例如浴室棉纸、手帕、家用毛巾、毛巾及类似物;作为化妆品擦拭物,诸如例如面巾和作为餐巾或餐巾纸,仅提及可以使用的产品中的一些。此外,卫生和擦拭产品可以是干燥的、潮湿的、湿润的、印刷的或以任何方式预处理的。另外,卫生和擦拭产品可以任何合适的方式折叠、交错或单独放置、堆叠或卷起、连接或不连接。
6.上述产品可用于个人和家庭用途以及商业和工业用途。它们适于吸收流体、去除灰尘和用于其它清洁目的。如果棉纸由纸浆制成,则该过程主要包括成形步骤,该成形步骤包括流浆箱和成形网区段以及干燥区段,该干燥区段通过空气干燥或在扬克式烘缸上进行常规干燥。生产过程通常还包括对于棉纸所必要的起皱过程,以及最后,典型地包括监控和
卷绕区域。
7.棉纸可以通过将纤维以定向或随机的方式放置在造纸机的一个或两个连续旋转的无端的金属丝或毡之间,同时除去水而形成。
8.通过机械和热的方法在一个或更多步骤中对形成的初级幅材进行进一步的脱水和干燥,直到最终的干固体含量通常已达到约90%-99%。
9.在起皱的棉纸制造的情况下,该阶段之后是起皱工艺,该起皱工艺在常规工艺中决定性地影响最终棉纸产品的特性。常规的干起皱工艺涉及在通常为3.0至6.5m直径的烘缸上、即所谓的扬克式烘缸上借助起皱刮刀使原料棉纸的上述最终干固体含量起皱。如果对棉纸质量的要求较低,也可以使用湿起皱。起皱的、最后干燥的原料棉纸,即所谓的基础棉纸,然后可用于进一步加工成用于棉纸产品的纸产品。
10.代替上述常规的棉纸制造工艺,有可能使用改进的技术,其中通过特殊种类的干燥实现比容的改进,这导致棉纸的例如纸厚、松厚度、柔软度等的改进。该工艺存在多种亚型,称为tad(通气干燥)技术。
11.从基础绵纸到成品棉纸产品的加工步骤发生在加工机器(转换机器)中,其包括诸如展开基础绵纸、压延棉纸、层压、印刷或压花的操作。
12.可以通过化学性质(例如通过粘合剂结合)或机械性质(例如通过滚花或所谓的边缘压花)或两者的组合操作将几个片层组合在一起。用于将各片层组合在一起的这种工艺步骤的示例将在下面更详细地描述。
13.此外,加工成最终棉纸产品可以涉及例如纵向切割、折叠、横向切割等。此外,可将单独的棉纸产品定位并放在一起以形成可单独包装的堆叠。这些加工步骤也可以包括施加类似香料、洗剂、软化剂或其它化学添加剂的物质。
14.当使用粘合剂结合将几个片层组合在一起时,将粘合剂膜沉积在至少一个片层的一些或全部表面之上,然后粘合剂处理的表面被放置成与至少一个其它片层的表面接触。
15.当使用机械结合将几个片层组合在一起时,可以通过滚花、通过压缩、通过边缘压花、联合压花和/或超声波将这些片层组合在一起。
16.机械和粘合剂结合也可以相组合以将几个片层组合在一起以形成多片层产品。
17.压花是为了将片材的形状从平坦的改变成成形的,使得存在从表面的其余部分凸起和/或凹陷的区域。因此,其构成先前平坦的片材的变形,并且导致具有特定浮雕(relief)的片层。与其初始厚度相比,在压花之后,片层或多片层的厚度增加。
18.在压花辊与砧辊之间进行压花工艺。压花辊可在其圆周表面上具有突起或凹陷,导致在纸幅材中产生压花突起/凹陷。砧辊可以比对应的压花辊更柔软,并且可以由例如天然橡胶的橡胶或者塑料材料、纸或钢组成。如果砧辊由较软的材料类似橡胶制成,则通过较软的辊的变形可在压花辊(例如钢辊)与砧辊之间形成接触区域/辊隙。
19.通过压花,图案可以被施加到棉纸,以满足装饰和/或功能性目的。
20.功能性目的可以是改进卫生纸产品的特性,即,压花可以改进产品厚度、吸收性、松厚度、柔软度等。
21.功能性目的还可以是在多片层产品中提供与另一片层的接合。
22.在本技术的上下文中,为了形成与另一片层的结合或接合而执行的压花被称为“构造压花”。可以使用粘合剂和/或机械片层结合来进行构造压花以执行片层的接合。
23.另一种类型的压花在本文中被称为“预压花”。优选地,在将幅材或片层接合到多片层棉纸产品的其它片层之前,可将预压花施加到幅材或片层。
24.这种预压花可以为了功能性目的而制成,例如如上所述以增加片层的厚度、吸收性、松厚度和/或柔软度。
[0025]“预压花”和“构造压花”除了它们的功能性目的之外,还可起到装饰目的,即压花图案可以被设计成装饰性的。
[0026]“微压花”在本文中用于具有致密构型的压花图案。典型地,微压花可以包括25至100个点/cm2,优选地35至80个点/cm2范围内的点。微压花可有利地为预压花。
[0027]
微压花的点可以具有不同的相对简单的表面形状,例如圆形、椭圆形、正方形、矩形或菱形。
[0028]
微压花片层可以在片层的整个表面之上被微压花。可选地,微压花片层可以在片层的表面的大于60%、优选地大于70%之上被微压花。
[0029]“构造压花”通常由比微压花更复杂的形状组成,例如形成装饰元素,诸如花、标志、动物或类似物。典型地,这些元素与微压花的点相比尺寸更大,并且覆盖绵纸表面的小于10%、优选地绵纸表面的3%与和6%之间。
[0030]
任何压花都可以导致压花元素全都具有相同的高度或者导致压花元素具有不同的高度。
[0031]
本文中使用的“非压花”片层是指未被预压花的片层。然而,非压花片层可以被提供有构造压花,除非特别排除这种情况。
[0032]
为了制造多片层棉纸产品,尤其是卫生或擦拭产品,例如浴室棉纸和家庭棉纸,已经开发了用于片层的压花和粘合地结合的许多制造方法。例如,存在goffra incolla/点压花,desl(双压花单层压)/嵌套,ep1081284a1中描述的“nesfip”技术,pct/ib2018/001556中描述的“novefip”技术以及销对销/脚对脚压花。
[0033]
在首先提到的制造方法goffra incolla中,第一幅材被引导通过压花辊与砧辊之间的辊隙。在该辊隙中,幅材被提供有构造压花图案。此后,粘合剂施加辊将粘合剂施加到第一幅材的在压花辊中存在突出的压花元件的那些部分。粘合剂从粘合剂浴经由粘合剂转移辊被输送到施加辊。第二幅被输送到第一幅材,并在所谓的合成辊与压花辊之间的辊隙中被粘合地结合到第一幅材。粘合剂结合发生在施加粘合剂的压花图案的那些部分处。
[0034]
第二种制造方法(desl/嵌套)与上述goffra incolla方法非常相似。其包括由第二压花辊和第二砧辊组成的附加辊对。该附加辊对用于在使用合成辊将第二幅材粘合地结合到第一幅材之前对第二幅材进行压花。典型地,该附加辊对靠近第一对辊和合成辊放置。尤其是当使用所谓的嵌套方法时,这种靠近布置是重要的。嵌套方法可以被认为是一般desl制造方法的特例。对于嵌套方法,第一压花辊的压花元件和第二压花辊的压花元件布置成使得第一压花片层的压花元件和第二压花片层的压花元件类似于齿轮系统地彼此配合。这用于实现两个片层的相互稳定。
[0035]
然而,对于desl制造方法,第一上片层和第二下片层的压花元件之间的这种相关性不是必须适用的。尽管如此,在文献中,术语desl经常与嵌套方法同义使用。
[0036]
第三种制造方法(销对销/脚对脚)类似于desl方法。借助于两对辊,上片层和下片层分别被压花。粘合剂被施加到第一片层的压花突起上。然而,片层结合不是借助于如desl
方法中的结合辊实现的,而是直接借助于第二压花辊的突出压花元件实现。为了实现这一点,要求对第一压花辊与第二压花辊之间的辊隙的宽度的精确调节,该宽度主要由两个幅材(上片层和下片层)的各自厚度限定。此外,压花辊必须设计成使得两个辊的突出压花元件面向彼此。这就是为什么使用术语销对销或脚对脚压花的原因。
[0037]
所有上述方法具有以下共同特征:第一压花辊由硬质材料形成,通常为金属,尤其是钢,但也已知压花辊由硬橡胶或硬塑料材料制成。压花辊可以是具有单独的突起的阳辊。可替代地,压花辊可以是具有单独压花凹陷的阴辊。
[0038]
雕刻压花图案的典型高度/深度在0.4与2.0mm之间。砧辊典型地具有硬度在35肖氏a与85肖氏a之间的橡胶涂层。然而,结构化砧辊,尤其是由纸、橡胶或塑料材料或钢制成的辊也是已知的。用于粘合剂的施加辊通常也是具有平面光滑圆周表面的橡胶辊,其中橡胶涂层的硬度介于砧辊的硬度与合成辊的硬度之间。橡胶涂层的常用硬度值为70至85肖氏a。当选择橡胶材料时,必须确保其与待施加的粘合剂的相容性。
[0039]
由施加器辊、粘合剂转移辊和粘合剂槽组成的粘合剂施加系统可被设计成所谓的浸渍辊系统,其中粘合剂转移辊被浸渍到粘合剂槽中,并通过表面张力和粘合力将粘合剂输送到粘合剂槽外。通过调节粘合剂转移辊与施加器或施加辊之间的间隙,可以调节要施加的粘合剂的量。施加辊可以是结构化辊。
[0040]
典型的粘合剂是聚乙烯醇和甲基纤维素基粘合剂。
[0041]
粘合剂转移辊已知在其圆周表面中具有限定的坑形凹陷。这种粘合剂转移辊被称为网纹辊。这种辊通常由陶瓷材料制成,或者其是由钢或铜制成并且涂覆有铬的辊。过量的粘合剂借助于刮刀从网纹辊的表面移除。粘合剂的量由凹陷的体积和数量确定。
[0042]
用于施加粘合剂的替代施加系统基于喷涂设备(例如weko技术)。
[0043]
影响转移的粘合剂量的第二种可能性是调节粘合剂转移辊和施加器辊的圆周速度之差。典型地,粘合剂转移辊比施加器辊旋转得慢。粘合剂转移辊的圆周速度通常在施加器辊的第一圆周速度的5%与100%之间。粘合剂槽可以被设计成简单的水槽,具有刮刀的施加系统也可以被设计为腔室系统。
[0044]
压花技术goffra incolla/点压花和desl/嵌套都使用附加辊,即所谓的合成辊,用于将片层层压在一起。合成辊通常具有光滑的橡胶表面。合适的材料是例如nbr(丙烯腈-丁二烯橡胶)。然而,除了橡胶涂层之外还已知设有钢涂层的合成辊。这种钢涂层通常以螺旋缠绕到橡胶涂层上的钢带的形式提供。
[0045]
在单片层单独地或一起被微压花的情况下,可以使用所谓的微预压花装置。这种预压花装置通常与goffra incolla技术相组合使用。
[0046]
还通常使用的是在片层结合步骤之前或之后向棉纸产品上印刷。还已知的是包括化学物质、尤其是洗剂和软化剂的施加的变型。
[0047]
另一种公知的压花技术包括钢压花辊和对应的钢砧辊(所谓的联合压花)。这些辊的表面以这样的方式形成,即在一个单个的压花步骤中实现纸的变形和不使用粘合剂的机械片层结合。
[0048]
当使用所有上述压花方法时,有利的是在片层结合之前和之后均提供对幅材张力的控制,因为幅材的物理特性,尤其是应力应变特征,可在压花步骤中显著改变。
[0049]
压花技术还包括所谓的“双高度压花”,其中压花突起具有不同的高度。压花不仅
用于为纤维性产品提供松厚度,而且还为产品提供改进的光学外观。通过将压花和着色步骤相组合可以改进光学外观。压花的另一个原因是产生更高的吸收性或改进的感知到的柔软度。
[0050]
对于双高度压花,较高的元件通常“充当”构造压花以提供片层结合,而较低的元件通常是微压花,其为片层提供厚度而不提供与另一片层(多个片层)的结合。双高度压花典型地用于如上提到的本技术中描述的netfip或novefip压花技术。
[0051]
尽管过去提出的多片层棉纸及其制造方法在许多应用中可能非常有用,但仍需要改进。这种改进可涉及多片层棉纸产品的厚度、柔软度、松厚度和吸收容量。这种改进可涉及使用者感知到的特性,例如感觉和感知到的柔软度。此外,这应该优选地通过使用较少的纸纤维来获得,从而得到经济和环境方面的积极效果。
技术实现要素:
[0052]
本文中提出的产品和方法的目的是提供关于上述几点中的一点或更多点的改进。
[0053]
该目的通过根据权利要求1的棉纸产品实现。
[0054]
本公开的第一方面涉及一种多片层棉纸产品,特别是卫生或擦拭产品,包括为起皱的带肋片层的第一内片层以及位于所述内片层的每侧上的第一最外片层第二最外片层。第一和第二最外片层是非带肋片层。因此,多片层产品将包括两个最外片层。
[0055]“最外片层”是指形成产品或幅材的最外表面的片层。
[0056]“内片层”是指产品或幅材内部的片层,即除了最外片层之外的任何片层。产品或幅材可以包含一个或更多内片层。
[0057]
起皱的带肋片层被定义为包括沿着第一方向延伸的起皱线和沿着大致上垂直于第一方向的第二方向连续延伸的平行的肋和值的片层。肋和谷给出沿着所述第一方向测量的10至300μm范围内的平均芯粗糙度rk,以及沿着所述第一方向测量的每厘米4至12个的峰数量。
[0058]
非带肋片层被定义为显示出没有沿着片层的任何方向连续延伸的平行的肋和谷的片层,或者显示出沿着片层的任何方向连续延伸的平行的肋和谷而所述肋和谷提供小于每厘米4个的峰数量的片层。
[0059]
起皱的带肋片层和非带肋片层的定义将在本技术的具体实施方式部分中更详细地描述。
[0060]
当评估片层时,例如确定其是起皱的带肋片层还是非带肋片层,应当理解,要考虑的是片层本身的特性,即,形成该片层的幅材的特性。
[0061]
因此,要考虑的表面结构是在片层或片材的表面中固有的并且在整个表面之上延伸的结构。特别地,当评估片层是起皱的带肋片层或非带肋片层时,构造压花,即用于将多片层产品中的多于一个片层组装在一起的目的压花,应被忽略。
[0062]
第一方向是片层的横向方向,而所述第二方向是片层的机器方向。垂直于第一和第二方向的第三方向是垂直于片层的大体上二维延伸的方向。
[0063]
总体上,对于要这样限定的起皱的带肋片层,在片层的至少一侧上的肋和谷应当满足如上定义中阐述的要求。
[0064]
优选地,在片层两侧上的肋和谷均应当满足如上定义中阐述的要求。
[0065]
优选地,片层的一侧上的肋对应于片层的另一侧上的谷,并且片层的一侧上的谷对应于片层的另一侧上的肋。
[0066]
优选地,所述肋和谷是非压花的,即所述肋和谷不是通过压花形成的。替代地,肋和谷在片层的制造期间形成。特别地,在起皱的带肋片层的起皱期间实现肋和谷。
[0067]
优选地,起皱的带肋片层使用起皱刮刀产生,该起皱刮刀设有包括凹口的前刀刃。
[0068]
包括所述凹口的起皱刮刀将在幅材从杨克式干燥器移出时使幅材变形,因此产生起皱的带肋结构。
[0069]
因此,使用具有包括凹口的前刀刃的起皱刮刀产生的起皱的带肋片层将是规则的,因为肋和谷在幅或片层之上显示出大体上恒定的高度、宽度、方向和分布。
[0070]
这与例如在幅材从杨克式干燥器移出时也产生的起皱线成为对比。起皱线将典型地在幅材的横向方向之上延伸。起皱条大体上将呈现轻微的不规则性,并且尽管有可能测量/计算,即平均每厘米的起皱线数量,起皱线将不以规则的方式在幅材或片层之上连续延伸。
[0071]
这也与例如通常在随后的转换加工过程中通过幅材的变形产生的压花结构成为对比。起皱的带肋结构的带肋物和谷是非压花的。
[0072]
此外,起皱的带肋片层将总体上在片层的两面上均显示出肋和谷。然而,肋和谷的高度和形状可以在两侧之间略微变化。然而,每厘米的肋的数量将是相同的。
[0073]
us5690788、us5685954、us5885415和us6096168都描述了涉及使用起皱刮刀制造起皱的带肋片层的不同技术,该起皱刮刀具有包括上述凹口的前刀刃。
[0074]
具有起皱的带肋结构并且使用具有包括凹口的前刀刃的起皱刮刀制造的绵纸幅材是已知的,并且被建议用于单片层和多片层绵纸和毛巾中。然而,迄今为止,具有起皱的带肋结构的绵纸幅材的使用主要由于它们有限的柔软度而已受到限制。
[0075]
本文中,提出在多片层产品中使用具有起皱的带肋结构的幅材或片层作为内片层,在变型中,其将被示为显示出令人惊讶的良好柔软性、增加的厚度对纤维消耗、结合足够的强度和吸收特性。特别地,对于具有带有如上定义的起皱的带肋结构的至少一个内片层的多片层产品,已经实现了令人惊讶的良好结果,而起皱的带肋结构没有显著不利地影响多片层产品的总体柔软度。因此,内片层的肋的存在不会对先前已经假定的柔软度产生不利影响。替代地,当仅一个最外片层布置在包括起皱的带肋结构的内片层的外侧时,也已经实现了令人惊讶的良好柔软度水平。
[0076]
因此,具有起皱的带肋结构的片层的益处,例如在维持的厚度的情况下相对低的纤维消耗,对于新型产品、特别是对于相对薄且柔软的多片层产品是可获得的。
[0077]
对于将幅材或片层组合成多片层幅材或多片层棉纸产品,可使用不同的制造方法来压花和/或粘合地结合各片层,具有各种优点。
[0078]
已经发现,使用为起皱的带肋片层的内片层可以与接合多片层产品中的各层的不同方式相组合提供优点。例如,在考虑到相邻片层的压花之间无意嵌套的风险而不适合用于提供增加的厚度的其它结构例如压花的情况下,使用起皱的带肋片层是可能的。
[0079]
因此,本文中提出的棉纸产品包括具有10至30gsm基重的第一内片层,该第一内片层为如上定义的起皱的带肋片层。
[0080]
至于作为如本文中定义的非带肋片层的最外片层,非带肋片层可以显示出没有沿
着片层的任何方向连续延伸的平行的肋和谷。可替代地,非带肋片层可以显示出沿着片层的任何方向连续延伸的平行的肋和谷,但是提供小于每厘米4个的峰数量,即,仅几乎不分布的肋和谷。因此,非带肋片层总体上不会被用户在非带肋片层的表面上感知为“带肋的”。相反,非带肋片层将被感知为柔软的,特别是相对于起皱的带肋片层。
[0081]
在本上下文中,值得提及的是,在规则的起皱表面之上测量峰的数量可以产生相对大的每厘米峰数量。然而,起皱线不产生在片层之上连续延伸的平行的肋和谷。相反,起皱线是不规则的线,其高度、宽度和分布可如在片层之上所见而变化。
[0082]
对比之下,连续延伸的平行的肋和谷将是显示出基本上恒定的宽度和高度并且在片层之上线性且平行地延伸的肋和谷。
[0083]
非带肋片层也可以是某种结构化片层。只要片层不显示出沿着片层的任何方向连续延伸的平行的肋和谷,最外片层将被感知为大体上柔软的。
[0084]
可选地,所述第一内片层包括沿着所述第一方向测量的一定数量的峰,该数量为每厘米6至12个肋,优选为每厘米8至12个肋,和/或所述第一内片层的所述肋和谷提供20至150μm范围内的平均芯粗糙度rk。
[0085]
可选地,第一内片层具有12至28gsm、优选地14至24gsm的基重。
[0086]
可选地,在所述棉纸产品的至少一侧上,优选地在所述棉纸产品的每一侧上,棉纸产品包括在所述内片层外部的不多于两个非带肋片层。
[0087]
据信特别令人惊奇的是,只有内片层(为起皱的带肋片层)外部的两个片层就足以使起皱的带肋片层不会不利地影响多片层产品的柔软度。
[0088]
可选地,在所述棉纸产品的至少一侧上,优选地在所述棉纸产品的每一侧上,棉纸产品包括在所述内片层外部的不多于一个非带肋片层。
[0089]
据信更令人惊讶的是,只有内片层(为起皱的带肋片层)外部的一个非带肋片层就可足以使起皱的带肋片层不会不利地影响多片层产品的柔软度。
[0090]
可选地,所述内片层外部的并且为非带肋片层的所述片层或多个片层各自具有小于30gsm、在10gsm与30gsm之间、最优选地在12gsm与25gsm之间的基重。
[0091]
如上概述的,在内片层外侧提供具有相对低基重的一片层或多个片层是起皱的带肋片层就足够了,并且仍然实现令人满意的产品柔软度。
[0092]
特别地,仅两个片层,这两个片层都具有上面提出的相对低的基重并且布置在具有起皱的带肋结构的内片层外侧,就可能是足够的。特别地,仅一个具有所提出的相对低的基重并且布置在内片层外侧的片层就可能是足够的。
[0093]
可选地,作为非带肋片层(多个非带肋片层)的最外片层或多个最外片层显示出没有沿着该片层的任何方向连续延伸的平行的肋和谷,或者每个显示出沿着该片层的任何方向连续延伸的平行的肋和谷,所述肋和谷提供小于每厘米2个、优选地小于每厘米1个的峰数量。
[0094]
可选地,作为非带肋片层(多个非带肋片层)的最外片层或多个最外片层显示出没有沿着该片层的任何方向连续延伸的平行的肋和谷,或者每个显示出沿着该片层的任何方向连续延伸的平行的肋和谷,所述肋和谷提供所述肋和谷提供小于10μm、优选地小于5μm的平均芯粗糙度rk。
[0095]
可选地,多片层棉纸产品包括接合所述多片层棉纸产品的各片层中的至少两个的
粘合剂,所述粘合剂被施加在小于所述多片层棉纸产品的总面积的10%、优选地小于所述多片层棉纸产品总面积的6%、最优选为所述多片层棉纸产品总面积的3%至6%的总粘合剂区域之上。
[0096]
当粘合剂被施加在小于总面积的10%的总粘合剂区域之上时,这表明相对大的区域没有被粘合剂结合,这进而意味着多片层产品相对柔软。在这种产品中,内片层的结构往往通过外片层被感觉到。然而,如本文中发现的,具有起皱的带肋结构的内片层也可与低的总粘合剂区域组合使用,并且仍提供令人满意的柔软度。
[0097]
可选地,多片层棉纸产品包括接合所述多片层棉纸产品的各片层中的至少两个的构造压花,所述构造压花被施加在总构造压花区域之上,该总构造压花区域小于所述多片层棉纸产品的总面积的10%,优选地小于所述多片层棉纸产品的总面积的6%,最优选为所述多片层棉纸产品的总面积的3-6%。
[0098]
在施加在总构造压花区域之上的构造压花小于总面积的10%的情况下,这表明相对大的区域未被构造压花结合,这进而意味着多片层产品相对柔软。在这种产品中,内片层的结构往往通过外片层被感觉到。然而,如本文中已发现的,作为起皱的带肋片层的内片层也可以与低的总构造压花区域相组合使用,并且仍提供令人满意的柔软度。
[0099]
可选地,多片层棉纸产品包括不多于五个片层,优选地不多于四个片层,最优选地不多于三个片层。
[0100]
显然,产品中的片层数越少,则内片层的结构通过产品的外侧被感觉到的风险越大。
[0101]
可选地,多片层棉纸产品仅包括四个片层。
[0102]
可选地,多片层棉纸产品仅包括三个片层。
[0103]
可选地,所述第一和/或第二最外片层是起皱片层。
[0104]
可选地,所述第一和/或第二最外片层是tad片层。
[0105]
可选地,第一和/或第二最外片层是预压花片层(多个预压花片层),优选为微压花的。
[0106]
可选地,产品包括至少第二内片层。
[0107]
可选地,第二内片层是预压花片层,优选为微压花片层。
[0108]
可选地,第二内片层是起皱的带肋片层。
[0109]
可选地,当沿着所述第一方向看时,第二内片层可以包括每厘米6至12个肋,优选地每厘米8至12个肋。
[0110]
可选地,第二内片层具有12至28gsm、优选地14至24gsm的基重。
[0111]
可选地,该产品包括一至四个内片层,所有内片层都是包括起皱的带肋结构的起皱片层,可选地如上阐述的。
[0112]
可选地,第二内片层是非带肋片层。
[0113]
可选地,当产品包括第二内片层时,第一内片层是未压花的,并且第二内片层是微压花的。
[0114]
可选地,第一和第二内片层是产品中的相邻片层。
[0115]
可选地,第一内片层是非压花的。
[0116]
可选地,第一内片层与所述第一内片层的两个相邻片层中的至少一个、优选地二
者对齐地进行结构压花,以便在第一内片层与相邻片层或多个相邻片层之间形成嵌套的接头。
[0117]
可选地,第一内片层的两个相邻片层中的至少一个、优选地二者被结构压花以与第一内片层接合。
[0118]
可选地,所述相邻片层通过粘合剂接合到第一内片层,和/或所述相邻片层通过机械片层结合而接合到第一内片层。
[0119]
可选地,第一内片层的两个相邻片层中的至少一个、优选地二者被预压花。
[0120]
可选地,两个相邻的压花片层中的至少一个是第一或第二最外片层,优选地所述两个相邻的压花片层是第一和第二最外片层。
[0121]
可选地,内片层的第一相邻片层包括第一压花图案和第二压花图案,第二压花图案的高度小于第一压花图案的高度,其中内片层和第一相邻片层在所述第一外片层的第一压花图案的顶部的至少一部分的高度处接合,由此所述第一压花图案是构造压花图案,并且所述第二压花图案不是构造压花图案。
[0122]
可选地,内片层和第一相邻片层以嵌套模式接合。
[0123]
可选地,第一相邻片层、内片层和内片层的第二相邻片层在第一压花图案的高度处通过粘合剂接合部接合。
[0124]
可选地,所述第一相邻片层是所述第一最外片层和/或所述第二相邻片层是所述第二最外片层。
[0125]
可选地,所述第一最外片层包括第一压花图案和第二压花图案,第二压花图案的高度小于第一压花图案的高度,其中所述第二最外片层是微压花的,并且其中所述第一内片层是未压花的。
[0126]
可选地,该产品包括第二内片层,所述第二内片层是非压花的或微压花的。
[0127]
可选地,第一最外片层的第一压花图案是构造压花图案,并且第一最外片层的所述第二压花图案不是构造压花图案。
[0128]
可选地,内片层和第一最外片层在所述第一最外片层的第一压花图案的顶部的至少一部分的高度处接合。
[0129]
根据本文中的第一或第二方面的多片层棉纸产品均可以与如上所述的可选特征组合。这样的特征的所有组合都被认为是本公开的一部分。
[0130]
对于将幅材或片层组合成多片层幅材或多片层棉纸产品,可使用不同的制造方法来压花和/或粘合地结合各片层,具有各种优点。
[0131]
在第二方面,提供了一种制造用于棉纸产品的多片层棉纸幅材的方法,该方法包括:
[0132]-提供第一内幅材,其具有10至30gsm的基重,并且为起皱的带肋幅材,起皱的带肋幅材被定义为包括沿着第一方向延伸的起皱线以及沿大致上垂直于所述第一方向的第二方向连续延伸的平行的肋和谷的幅材,所述肋和谷提供10至300μm范围内的平均芯粗糙度rk,并且沿着所述第一方向测量的峰数量为每厘米4至12个;
[0133]-提供非带肋幅材的第一和第二幅材,其中非带肋幅材被定义为显示出没有沿着幅材的任何方向连续延伸的平行的肋和谷的幅材,或者显示出沿着幅材的任何方向连续延伸的平行的肋和谷而所述肋和谷提供小于每厘米4个的峰数量的幅材;
[0134]-将所述第一内幅材定位在所述第一和第二非带肋幅材之间;
[0135]-将所述幅材片层结合以形成多片层幅材,其中所述第一和第二非带肋幅材形成多片层幅材的最外片层。
[0136]
可选地,提供第一内幅材的步骤包括提供第一起皱的带肋幅材,该第一起皱的带肋幅材是使用设有包括凹口的前刀刃的起皱刮刀制造的。
[0137]
可选地,所述前刀刃包括在前刀刃长度之上的每厘米4至12个数量的凹口,和/或所述凹口具有0.1至1.0mm的深度。
[0138]
可选地,该方法包括用第一压花图案和第二压花图案来压花第一幅材,第二压花图案的高度小于第一压花图案的高度,其中内幅材和第一幅材在所述第一外幅材的第一压花图案的顶部的至少一部分的水平处接合,由此所述第一压花图案是构造压花图案,并且所述第二压花图案不是构造压花图案。
[0139]
可选地,第一幅材、内片层和第二幅材在第一压花图案的水平处通过粘合剂接合部接合。
[0140]
可选地,该方法包括提供具有穿孔的多片层幅材,该穿孔将幅材分成单独的多片层产品,或者切割多片层幅材以形成单独的多片层产品。
[0141]
可选地,该方法包括根据如上文关于本发明的第一方面所述的选项中的任一个制造产品的步骤。
[0142]
本文中描述的产品可用于不同的目的,例如手帕、面巾、餐巾、擦拭物、家用纸巾或浴室棉纸。
附图说明
[0143]
参照附图,下面接着更详细地描述作为示例引用的多片层产品。
[0144]
在附图中:
[0145]
图1示意性地示出为起皱的带肋片层的片层,
[0146]
图2示出用于定义粗糙度参数的abbott-firestone曲线;
[0147]
图3a示出在横向方向cd上在起皱的带肋片层上进行的粗糙度测量;
[0148]
图3b示出在机器方向md上在由cwp(常规湿压)制成的标准起皱片层上进行的粗糙度测量;
[0149]
图4示意性地示出多片层产品,
[0150]
图5示意性地示出另一多片层产品;
[0151]
图6示意性地示出适合于实现多片层产品的制造方法;
[0152]
图7示意性地示出又一多片层产品;
[0153]
图8示意性地示出用于实现多片层产品的制造方法;
[0154]
图9示意性地示出具有四个片层的又一多片层产品;
[0155]
图10示意性地示出适合于实现多片层产品的制造方法。
具体实施方式
[0156]
图1是示意性地示出如本文中描述的为起皱的带肋片层的片层的透视图。
[0157]
起皱的带肋片层显示出对于起皱产品典型的起皱线。起皱线大体上沿着第一方向
延伸,该第一方向是片层的横向方向。起皱线,作为当起皱产品通过刮刀从干燥器移出时皱起的结果,通常在其性质上略微不规则。
[0158]
起皱的带肋片层还显示出沿着垂直于片层的第一方向的第二方向连续且平行地延伸的肋和谷。第二方向因此会是片层的机器方向。起皱的带肋片层的结构是规则的,意味着肋的分布和形状在片层之上具有规则外观。
[0159]
如果从起皱的带肋片层的顶侧看(参照图1),多个肋300平行延伸,在它们之间形成谷400。肋300和谷400在整个片层之上规则且连续地延伸。如图1中所见,肋和谷在产品的底侧上也是明显的,其中向上定向的肋300的底侧形成底侧谷400',而向上定向的谷400的底侧形成底侧肋300'。总体上,顶侧和底侧肋300、300'可以不相同,但是在其中一侧上的肋的高度可能更大。
[0160]
如本文中提出的,所要求保护的多片层产品的至少一个内片层应当是如本文中限定的且如图1中示出的起皱的带肋片层。
[0161]
因此,起皱的带肋片层是包括沿着第一方向延伸的起皱线以及沿着大致上垂直于所述第一方向的第二方向连续延伸的平行的肋和谷的片层,所述肋和谷提供10-300μm、优选地20-150μm范围内的平均芯粗糙度rk,以及沿着所述第一方向测量的每厘米4-12个的峰数量。
[0162]
芯粗糙度rk根据iso 13565-1和iso 13565-2定义。
[0163]
根据iso 13565-1的粗糙度轮廓通过特殊的滤波技术产生,该滤波技术使由于平台轮廓中的深谷部引起的轮廓变形最小化。直线将abbott-firestone曲线(参见图2)分成三个区域,然后根据iso 13565-2从该三个区域计算参数。
[0164]
芯粗糙深度rk是粗糙度芯轮廓的深度。换句话说,其是通过在曲线上最小斜率点处放置40%的线并将这些线延伸到0%和100%点而产生的沿着abbott-firestone曲线的y轴的轮廓的芯高度。
[0165]
减小的峰高度rpk是粗糙度芯轮廓上方的突出峰的平均高度。
[0166]
减小的谷深度rvk是从粗糙度芯轮廓突出的谷的平均深度。
[0167]
mr1和mr2是粗糙度芯轮廓的最小和最高材料比率。
[0168]
评估长度是在其上评估表面参数值的长度。推荐的是,评估长度由五个采样长度组成,尽管其可以包括任何数量的采样长度。
[0169]
平均线m是围绕其测量轮廓偏差的基准线。粗糙度轮廓的平均线通常由模拟或数字滤波器建立,其中所选的截止对应于粗糙度采样长度。
[0170]
轮廓峰是轮廓的位于平均线上方并且在轮廓与平均线的两个交点之间的一部分上的最大高度点。
[0171]
轮廓谷是轮廓的位于平均线下方并且在轮廓与平均线的两个交点之间的一部分上的最大深度的点。
[0172]
每厘米峰的数量在本文中是指如上文所定义的每厘米的轮廓峰数量。
[0173]
为了确定相关参数,alicona infinite focus sl与软件if-measure suit版本5.1一起使用。
[0174]
对每个待检查的片层拍摄5张照片。在每张照片上,在片层的不同位置处画出10个长度,每个长度为1cm。因此,50次测量(在5张图片上的10个长度)被用于计算不同参数,并
且形成所有测量的平均值。
[0175]
图3a是示出在作为起皱的带肋片层的片层上的粗糙度测量的曲线图,如沿着片层的横向方向测量的。规则的肋和谷从该曲线图清晰可见,并且可以对每厘米峰的数量——对应于每厘米肋的数量——进行计数。在该样品中,有8个峰/cm。
[0176]
图3b是示出在普通cwp片层的片层上的粗糙度测量的曲线图,普通cwp片层即未被定义为起皱的带肋片层的起皱的片层。测量沿着片层的机器方向进行,并且因此示出起皱线的外观。可以看出起皱线如何缺少图3a中的肋和谷的规则外观。
[0177]
对于起皱的带肋片层,如果沿着机器方向、即平行于肋和谷测量粗糙度,则可以发现该片层的外观类似于图3b中的外观,即显示出常规的起皱线。
[0178]
非带肋片层在本文中被定义为没有显示出沿着片层的任何方向连续地延伸的平行肋和谷的片层,或者显示出沿着片层的任何方向连续地延伸的平行肋和谷的片层,所述肋和谷提供小于每厘米4个的峰的数量。对于没有显示出沿着片层的任何方向连续地延伸的平行肋和谷的非带肋片层的变型,确定不存在这种连续结构将是足够的。对于非带肋片层沿着片层的任何方向连续地显示出肋和谷,但是具有小于每厘米4个的峰的数量的情况,可以执行诸如以上所说明的那些的每厘米峰的测量。
[0179]
图4示意性地示出多片层棉纸产品1的变型。其包括三个片层,即第一最外片层2、第二最外片层3以及内片层100。
[0180]
内片层100是如上所述的起皱的带肋片层,如由形成肋和谷的附图中的波动所图示。
[0181]“最外片层”是指多片层棉纸产品1的最外片层。例如,第一最外片层2可以是棉纸产品1的顶片层,而第二最外片层3可以是棉纸产品1的底片层。
[0182]
最外片层2、3是如上所述的非带肋片层。
[0183]
多片层棉纸产品1可以是由三个片层组成的三片层产品,所述三个片层是所述第一最外片层2、第二最外片层3和所述内片层100。在这种产品中,为起皱的带肋片层的内片层100被夹在第一最外片层2与第二最外片层3之间。
[0184]
然而,如将在以下示例中所证明的,具有多于三个片层的变型是容易想到的。
[0185]
不管片层数量如何,棉纸产品的各片层可以通过化学性质(例如通过粘合剂结合)或机械性质(例如通过滚花或边缘压花)或如上所述的两者的组合的组合操作而组合在一起。
[0186]
第一和/或第二最外片层可被压花。
[0187]
第一和/或第二外片层2、3可以是起皱的片层。
[0188]
第一和/或第二外片层2、3可以是tad片层。
[0189]
图5是包括第一最外片层2、第二最外片层3和内片层100的多片层棉纸产品1的另一变型的示意性侧视图。尽管在附图中没有示出,但是内片层100是起皱的带肋片层。第一最外片层2和第二最外片层3是非带肋片层。
[0190]
在该棉纸产品1中,第一外片层2、第二外片层3和内片层100都被构造压花以实现片层2、3、100之间的结合。
[0191]
第一和第二最外片层2、3可以是非压花的,即它们可以不具有除所述构造压花以外的其它压花。可替代地,第一和第二外片层2、3可以是预先压花的。
[0192]
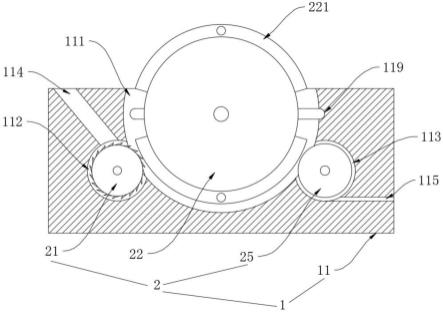
图6示意性地示出可用于提供多片层棉纸产品的制造方法的变型。
[0193]
第一幅材2'和第二幅材100'一起被引导通过压花辊101与砧辊102之间的辊隙。在该辊隙中,第一幅2'和第二幅100'被同时提供有压花图案。
[0194]
此后,用于粘合剂的施加辊103将粘合剂施加到第二幅材100'的在压花辊101中具有突出的压花元件的位置处的那些部分。(粘合剂从粘合剂批料经由粘合剂转移辊输送到施加辊)。第三幅材3'被输送到第二幅材100'并在压花辊101与合成辊111之间的辊隙110中被粘合地结合到第二幅材100'。粘合剂结合发生在幅材的施加了粘合剂的那些部分。
[0195]
所得到的多片层幅材1'包括三个对应压花的片层,它们通过压花和粘合剂结合而结合在一起。从上述描述中将可以理解,如果多片层幅材1'例如通过连续转换而形成为多片层棉纸产品,则在棉纸产品1中,第一幅材2'形成第一最外片层2,第二幅材100'形成内片层100,而第三幅材3'形成第二最外片层3。
[0196]
图6中主要描述的制造方法不限于仅包括三个片层的幅材或产品的制造。替代地,可以实现多于三个片层,例如四个片层或五个片层。
[0197]
特别地,可以实现四片层幅材或产品,其中两个内片层都是如上所述的起皱的带肋片层。
[0198]
图7是又一多片层棉纸产品1的示意性侧视图,其根据本文中称为“nesfip”的类型的方法组装,并如ep1081284a1中更详细描述的。产品1包括第一最外片层2、第二最外片层3以及内片层100。尽管在附图中没有示出,但是内片层100是起皱的带肋片层。第一和第二外片层2、3是非带肋片层。
[0199]
第一最外片层2和第二最外片层3至少在由离散的突起6、8和10组成的部分中压花有图案5、7、9。突起面向内片层100。
[0200]
内片层100是非压花的。因此,内片层100可用于防止相邻片层、即第一和第二外片层2、3之间的无意嵌套。
[0201]
第一外片层2包括第一压花图案5和第二压花图案7。第二图案7的高度h小于第一图案5的高度h。第一图案5包括相对高的突起6,而第二图案7包括相对低的突起,第一图案5的高突起6的高度为h,而第二图案7的低突起8具有小于高突起的高度的高度h,h>h。
[0202]
有利地并且如图1所示,第二外片层3包括例如由高度为h'的突起12实现的单个图案9。
[0203]
通过将第一最外片层2的至少部分高突起6的远端区域和第二最外片层3的至少部分的远端区域与内片层100接合来组合片层2、3和100。
[0204]
外片层2、3中的至少一个可包括具有大于30个突起/cm2的图案密度的图案。
[0205]
图8示意性地示出用于制造多片层棉纸产品的方法的变型,该变型为nesfip型方法。
[0206]
在图8中,要形成第一外片层2的第一幅材2'在第一压花设备12中被压花,该第一压花设备12包括雕刻滚筒13和在相反方向上旋转的配合橡胶滚筒。滚筒13被雕刻成具有高度为h1的压花端的第一相对高的图案和高度为h1的压花端的相对较浅的图案。
[0207]
由于通过滚筒13进行的双层次雕刻,在第一最外片层2上制成第一图案5和第二图案7。第一图案5至少部分地由高度为h的高离散突起6构成。具有相对高的压花高度h1的该图案5可以形成装饰元素,例如皮纹和/或花。第二图案7由高度为h的相对低的突起8例如微
点构成。高度h和h取决于雕版的深度h1和h1,并且也取决于其它压花参数,例如压力、橡胶质量等。
[0208]
优选地,如上所述为起皱的带肋幅材的内幅材100'预先未被压花。内片幅材100'被移动就位并在雕刻滚筒13的高度处叠置在第一压花的最外幅材2'的突起6'、8'上。以这种方式,幅材100'紧靠压花的外片幅材2'的高突起6',同时在两个接续的高突起6'之间保持大致上平坦,低突起8'的平坦区域能够用作中间支撑。
[0209]
在压花的外幅材2'与内幅材100'之间的这种接合的高度处,使用胶水分配器15将粘合剂11施加到内幅材100'的外侧。
[0210]
并行地,第二外幅材3'借助于第二压花设备19单独地压花成至少在由高度为h'的离散突起10'构成的部分中的压花图案9。设备19包括刻有高度为h4'a的压花端图案的滚筒20和配合的橡胶滚筒。
[0211]
图9是另一多片层棉纸产品1的示意性侧视图。该棉纸产品1具有作为底片层的第一最外片层2和作为顶片层的第二最外片层3。图9的棉纸产品可以根据本文中称为“novefip”并且在pct/ib2018/001556中描述的类型的方法制造。
[0212]
第一最外片层2和第二最外片层3都被提供有包括微压花突起8a、8b的压花图案。
[0213]
然而,也有可能提供第一和/或第二最外片层2、3作为所谓的结构化片层,例如借助于通气干燥工艺(tad)制造。
[0214]
在根据图9的示例中,提供了两个内片层4和100。第一内片层100是起皱的带肋片层。第一内片层100未被压花(这意味着第一内片层100在被供给到最终片层结合之前没有借助于与压花辊接触而被压花)。
[0215]
在所示出的实施例中,为起皱的带肋片层的第一内片层100与为第一最外片层2的底片层相邻。
[0216]
第一内片层100与第二最外片层3之间的第二内片层4是非带肋片层。第二内片层4被微压花以增加棉纸产品1的松厚度。
[0217]
第一最外片层2包括微压花图案,该微压花图案包括具有高度h1的压花突起8b。第二最外片层3包括微压花图案,该微压花图案包括具有高度h3的压花突起8a。第二最外片层3的微压花图案的高度h3可以不同于第一最外片层2的微压花图案的高度h1。
[0218]
除了包括压花突起8a的微压花图案之外,第二最外片层3还可以包括包含装饰压花突起9的装饰压花图案。装饰压花突起9可以具有高于第二最外片层3的微压花突起8a的高度的高度h2。在具有所述高度h2的装饰压花突起9处,实现所有片层之间的片层结合。
[0219]
粘合剂的施加可以限制为小于所述多片层棉纸产品1的总面积的10%、优选地小于所述多片层棉纸产品1的总面积的6%的总表面部分,最优选地为所述多片层棉纸产品1的总面积的3至6%。
[0220]
粘合剂的受限量对于产品的感知到的柔软性是有益的。
[0221]
第二内片层4的微压花突起19和相邻的第二最外片层3的微压花突起8a彼此不对准。这增加棉纸产品1的松厚度和吸收性,因为突起19、8a不能一个嵌套在另一个中,这种无意嵌套会减小棉纸产品的厚度。
[0222]
而且,第二内片层4的微压花突起19和相邻的第二最外片层3的微压花突起8a可以具有不同的密度,以便避免/限制突起19、8a之间的无意嵌套,这种无意嵌套会减小棉纸产
品的厚度。
[0223]
如图9中可见,微压花的第二内片层4的突起19无法与第一最外片层2的突起嵌套,因为在它们之间存在未压花的第一内片层100。厚度没有减小,这对于棉纸产品1的松厚度和吸收性是积极的。
[0224]
图10示意性地示出根据本文中称为novefip的类型的方法制造多片层棉纸产品的装置。第一最外幅材2、第二最外幅材3、第一内幅材100和第二内幅材4被引导到装置30中。
[0225]
装置30的中央元件是压花辊s1,其是雕刻钢辊。第二最外幅材3被引导到压花辊s1与反向辊32之间的辊隙中,以便对第二最外幅材3压花。在已经被压花之后,第二内幅材4接合第二最外幅材3。在压花辊s1处接合第二最外幅材3之前,第二内幅材4在雕刻钢压花辊s3与反向辊34之间的辊隙中被微压花。
[0226]
在第二最外幅材3和第二内幅材4已经在压花辊s1处接合之后,胶水借助于胶水施加装置gu朝向第二内幅材4施加。由于压花辊s1具有较小高度的微压花突起和较大高度的装饰压花突起,因此仅在具有较大高度的装饰压花突起处朝向第二内幅材4施加胶水。
[0227]
第一内幅材100是非压花的,并被朝向胶水施加装置gu下游的压花辊s1进给。第一内幅材100被引导到压花辊s1与也抵靠反向辊38运行的第二压花辊s2之间的间隙中。第二压花辊s2也是具有微压花图案的雕刻钢辊。在第二压花辊s2与反向辊38之间的辊隙中,第一最外幅材2被压花。第一内幅材100接合第二内幅材4和第一最外幅材2,并且夹在这两者之间。
[0228]
在离开压花辊s1与第二压花辊s2之间的间隙之后,多片层结构被引导到压花辊s1与合成辊m1之间的辊隙中,在该辊隙中发生最终的片层结合。在合成辊m1的下游,多片层棉纸幅材1可以被引导至穿孔单元40,在该穿孔单元40处棉纸幅材1接收穿孔线,该穿孔线以规则间隔设置在垂直于多片层棉纸幅材1的纵向方向的方向上。
[0229]
在穿孔单元40的下游,棉纸幅材1可被卷绕成卷或被折叠成堆。代替穿孔,幅材1可以被分离成单独的片,并且可选地被折叠以变成单独的片材的堆叠。
[0230]
详细示例
[0231]
在以下示例中,在包括如本文中定义的起皱的带肋片层的内片层的产品与没有这种起皱的带肋片层的产品之间做出比较例。
[0232]
在各示例中,使用不同的片层结合方法将不同的片层组合。
[0233]
用作外片层的非带肋片层:
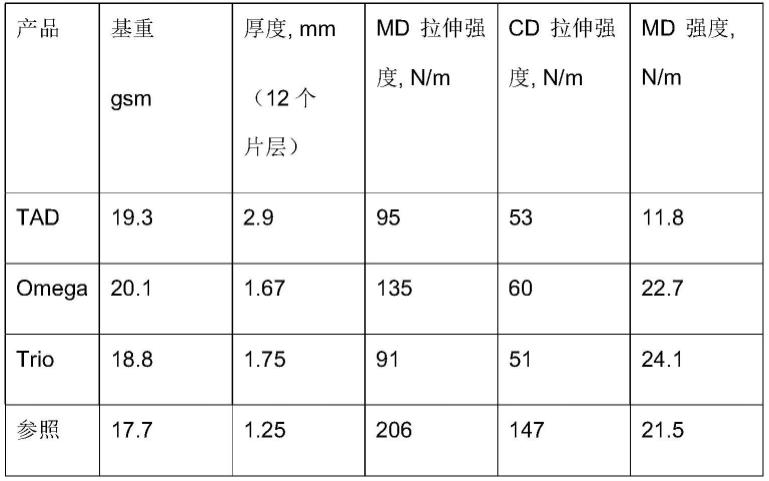
[0234][0235]
用作外片层或内片层的非带肋片层:
[0236][0237]
起皱的带肋片层:
[0238][0239][0240]
对于起皱的带肋片层“thunder e”,在横向方向上来自肋和谷的峰的数量为9个/cm,并且在横向方向上的rk为70.7μm。这些测量是在片层的扬克式烘缸侧进行的,并且总体上,肋和谷在片层的扬克式烘缸侧比在片层的罩侧稍微更明显。
[0241]
thunder e片层的起皱线的数量为61个/cm,如在罩侧上沿md测量的。
[0242]
发现非带肋片层tad、ω、trio和参照的rk值都为至少0.35μm。然而,它们中没有一个显示出沿着片层连续地延伸的任何平行的肋和谷。
[0243]
在下面,用于确定各种参数的方法如下:
[0244]
坚固度:
[0245]
坚固度是在1kg压缩质量下在卷半径上测量的压缩值。将该卷定位在芯支撑件上,
并且具有用于将1kg砝码施加到卷的中间的测量板。将1kg砝码缓慢放在测量板上。在施加卷5s之后,记录测量板的移动。
[0246]
坚固度单位是1/10mm。对于每个卷,报告2次测量的平均值。
[0247]
将卷在50
±
10%r.h和23
±
1℃下调节24
±
4h。
[0248]
下表中的值表示从其中取样的卷的坚固度。卷的坚固度会影响产品的厚度。为了排除这种影响,在具有相似坚固度的卷之间进行比较。作为结果,比较的卷的片材计数和卷直径是不同的。
[0249]
关于坚固度的进一步细节可以在ep1541756a1中找到。
[0250]
基重:
[0251]
基重根据iso 12625-6:2016确定。
[0252]
基重以g/m2确定。
[0253]
每张片材的厚度:
[0254]
厚度根据iso 12625-3确定。
[0255]
干拉伸强度(md,cd)和拉伸伸长率:
[0256]
干拉伸强度和拉伸伸长率根据iso 12625-4确定。
[0257]
使用100n的负荷元件。
[0258]
吸收性:
[0259]
吸收性在本文中是指棉纸的吸水能力。吸水能力是样品能够吸收的水的量,以g/g(即,样品中的g水/g材料)报告。
[0260]
吸收性根据iso 12625-8:2011测量,
[0261]
根据iso14487,水是去离子水,25℃时的电导率≤0.25ms/m。
[0262]
tsa柔软度:
[0263]
tsa在本文中指示用柔软度测试方法(tsa-棉纸柔软度分析仪)进行的柔软度测量,该方法使用声波并且已经证明与类似棉纸的薄材料的手合议测试良好相关。测试方法遵循tsa仪器手册的总体概述,日期为2013-07-08(collection of the tsa operating instruction,multi functional measuring system,tissue softness analyzer,2012-12-12,从emtec electronic gmbh可获得,其中具有其中所述的设置,或由essity healthcare and health aktiebolag在wo 2019/221647a1中所述的设置)。
[0264]
棉纸柔软度分析器tsa同时收集对棉纸柔软度有影响的基本的单个相关参数,并提供舒适性预测。
[0265]
舒适性预测可以用于确定被比较的两个棉纸中较柔软的一个。较高的值指示较高的柔软度。
[0266]
为了本技术的目的,作为起皱的带肋片层的“thunder e”和作为非带肋片层的“参照(reference)”的tsa测量的结果是可比较的结果,表明“参照”片层实际上是比“thunder e”更柔软的片层。
[0267]
柔软度合议:
[0268]
通过由合议成员进行的评估来确定合议柔软度。合议组员根据柔软度对产品进行评级。因此,软度合议值是能够在被测试的样品之间进行比较的比较值,而不是绝对参数。
[0269]
产品/棉纸基础片材的评级越柔软,则该值将越高。
[0270]
由于存在不同的等级/参照产品,因此棉纸产品(成品)和棉纸基础片材的柔软度值不是直接可比较的。
[0271]
每个样品由一个产品、即多片层棉纸产品组成。
[0272]
因此,样品的尺寸是最终产品的尺寸。
[0273]
在合议组员之前将样品放置于md上。
[0274]
将样品在受控区域中在23℃和50%相对湿度下调理最少2小时。
[0275]
由十个合议组员对不同样品进行舒适性评级,并且在合议组员中确定对于每个产品的平均舒适性评级。
[0276]
因此,柔软度合议值是测试内的比较值,并且指示产品的感知到的柔软度。
[0277]
出于本技术的目的,在同一表中给出的柔软度合议值是可比较的,并且指示所测试的产品的感知到的相对柔软度。评级的值越高,则产品越舒适。
[0278]
测试:nesfip
[0279]
使用nesfip技术制造三片层产品。
[0280]
nesfip3片层产品
[0281]
外片层:omega
[0282]
内片层:thunder e与参照相比较
[0283][0284]
外片层:trio和tad
[0285]
内片层:thunder e与参照相比较
[0286][0287][0288]
外片层:tad
[0289]
内片层:thunder e与参照相比较
[0290][0291]
样品测试证实,与没有起皱的带肋片层的样品相比,在包括作为起皱的带肋片层的thunder e片层的样品中厚度增加。此外,与参照片层相比,在包括thunder e片层的所有样品中吸收性增加。
[0292]
此外,与包括参照片层的样品相比,在包括thunder e片层的样品中基重降低或没有受到显著影响。
[0293]
因此,使用作为起皱的带肋片层的内片层(多个内片层)实现了增加的厚度,尽管多片层产品的基重较低。这意味着使用比参照样品中更少的材料的增加的厚度结果。
[0294]
另外,与包括参照内片层的样品相比,包括thunder e内片层的样品的柔软度相同或没有受到显著影响。这是令人惊讶的,因为预期带肋片层的带肋结构会对柔软度具有负
面影响。
[0295]
因此,以上显示的结果证明,通过使用如本文中提出的作为带肋片层的内片层,可以如何以更高厚度和更少或相同纤维消耗的优点实现令人惊讶的柔软产品。
[0296]
当使用nesfip方法形成产品时,已经进行了进一步的测试来研究辊隙尺寸的影响。比较辊隙尺寸30/30mm、32/31mm和34/32mm。如所预期的,对于包括作为带肋片层的内片层的产品和不包括这种片层的产品,随着外片层的压花辊隙的增加,总的产品厚度增加。然而,对于相同的辊隙尺寸,发现具有作为带肋片层的内片层的产品总是比没有带肋片层的产品更厚。
[0297]
novefip 4片层产品
[0298]
使用novefip方法制造4片层产品。
[0299]
外片层:trio
[0300]
两个内片层:参照 参照或参照 thunder e
[0301][0302]
再次,在测试的样品上执行的测量结果证实良好的柔软度可以与增加的吸收性和厚度相结合,此时与略微降低的基重相结合。
[0303]
此外,测试了其中内片层均为带肋片层的4片层产品,其中各带肋片层定向成各片层的扬克式烘缸侧分别向上或向下。没有发现带肋片层的定向对厚度、强度、柔软度或吸收性具有任何影响。
[0304]
novefip5片层产品
[0305]
使用novefip方法制造5片层产品。
[0306]
样品1:5个参照片层
[0307]
样品2:4个参照片层和1个为thunder e片层的内片层
[0308]
样品3:5个thunder e片层
[0309][0310]
同样,对于5片层novefip产品,当包括作为带肋片层的内片层的产品与没有带肋片层的产品相比时,厚度增加而对柔软度或吸收没有显著影响。
[0311]
与没有带肋的最外片层的产品相比,仅具有带肋片层的产品,即最外片层也是如本文中定义的带肋片层的产品,显示出显著降低的柔软度。
[0312]
总之,样品产品的上述测试证实,包括作为如本文中描述的起皱的带肋片层的内片层的产品可以提供比先前产品更高的厚度,即使具有略低的重量,同时仍然实现至少令人满意的强度值。
[0313]
对于所有比较,卷坚固度保持相同或至少在相似的水平上。
[0314]
应当理解,本公开不限于以上描述的和在附图中示出的变型;相反,本领域技术人员将认识到,在所附权利要求的范围内可以进行许多改变和修改。特别地,本文中提出的方法可以改变和调整以产生本文中提出的产品的变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。