精密双承口45
°
弯管件注塑模具
技术领域
1.本发明涉及一种精密双承口45
°
弯管件注塑模具,属于塑料模具领域。
背景技术:
2.采用塑料模具生产塑料产品,例如塑料弯管等,根据产品结构和外型分析,同时为了提高生产效率,在模具设计时,一般采用立式多腔结构,即一次注塑生产多只产品。常规的弯管结构简单,模具上下开模就可将弯管的外壁脱出,但在生产一种双承口45
°
弯时,弯管的双承口之间形成倒拔,在模具设计时,倒拔处必须设置倒拔镶块才能成型,但有了倒拔镶块后,导致弯管外壁无法直接开模脱出,因此,需要设计一种适用于倒拔镶块成型的注塑模具。
技术实现要素:
3.本发明目的是为了克服已有技术的缺点,提供一种在模具定模侧设置倒拔结构,采用拉钩与拉板配合,并利用二次浮动开模动作,实现倒拔镶块向两侧滑开,产品外壁顺利脱出,以及抽芯顺利斜抽的精密双承口45
°
弯管件注塑模具。
4.本发明精密双承口45
°
弯管件注塑模具的技术方案是:包括模具定模复板和动模复板,定模复板下设置定模板,动模复板上设置模脚,模脚上设置动模固定板,动模固定板上设置动模板,动模板上设置动模镶块,其特征在于:在定模复板与定模板之间设置垫块,定模复板下连接上芯子,动模镶块上设置下芯子,上芯子穿过定模板与下芯子相配合,在定模板中设置两块哈夫配合的倒拔镶块,两块倒拔镶块包围在上芯子和下芯子外面,并在两者之间形成模腔,模腔中注塑双承口45
°
弯管件,倒拔镶块由倒拔脱模机构带动脱模,下芯子由斜抽机构带动抽芯;所述倒拔脱模机构包括在两块倒拔镶块的底部各设置定位拉钩,动模镶块上设置对应的避空槽,避空槽中设置定位拉板,定位拉钩与定位拉板相配合;在两块倒拔镶块的外侧壁上各设置斜滑槽,在定模板的上顶面安装滑块固定板,滑块固定板下连接对应的斜滑导块,斜滑导块穿过定模板与斜滑槽相配合,在两块倒拔镶块中各设置与斜滑槽平行的弹簧固定杆和弹簧,弹簧的上头顶在定模板中;所述的斜抽机构包括在动模板的外侧设置与下芯子平行的斜边,斜边上滑动设置斜抽滑块,下芯子连接斜抽滑块,在斜抽滑块的左右两侧各设置滑轮,对应的动模固定板安装导向板,导向板穿过斜边,导向板上设置与下芯子相垂直的导向槽,滑轮与导向槽相配合,所述动模固定板、动模板和定模板之间设置定距拉钉组件。
5.本发明公开了一种精密双承口45
°
弯管件注塑模具,当产品(双承口45
°
弯管件)注塑成型后,由注塑机动力带动模具的动模部分与定模部分开模,开模时,上芯子直接抽芯,倒拔镶块由倒拔脱模机构带动脱模,下芯子由斜抽机构带动抽芯,在开模过程中,倒拔镶块先进行脱模,由动模镶块带着定位拉板向下运动,定位拉板带动定位拉钩,定位拉钩带动倒拔镶块跟着运动,但由于倒拔镶块的外侧壁上设置斜滑槽,斜滑槽与连接在滑块固定板下
的斜滑导块相配合,斜滑导块不动,所以,倒拔镶块在跟着向下运动的同时,沿着斜滑槽与斜滑导块的配合轨迹,向两侧滑开,当滑动(开模)到一定距离后,定位拉钩与定位拉板脱离接触,倒拔镶块停止滑动,而产品外壁从两块倒拔镶块之间脱出;然后模具继续开模,并在定距拉钉组件的作用下,动模板带动其上的动模部件向上浮起,斜抽滑块跟着浮起,但导向板安装在动模固定板上,相对不动,并且下芯子与导向板相垂直,在滑轮与导向槽的配合下,斜抽滑块带动下芯子斜滑抽芯,下芯子完成抽芯,然后,又在定距拉钉组件的作用下,动模板停止浮起,又跟着动模固定板继续完成开模动作,使产品在模具的顶针作用下,从模具(动模镶块)上顶脱落,脱模完成。本方案采用拉钩和拉板配合,结合定模侧斜滑导向结构,实现倒拔镶块向两侧滑开(分离),同时利用模具二次开模(动模板浮起)动作,带动斜抽滑块滑动,实现下芯子抽芯,整体结构设计紧凑、巧妙,各动作依靠机械配合,稳定、可靠,有效提高生产效率。
6.本发明的本发明精密双承口45
°
弯管件注塑模具,所述的斜抽滑块底部设置t型槽,斜边上设置t型条,t型槽与t型条相配合,使斜抽滑块滑动更稳定。所述的斜边上设置支撑块,支撑块抵在斜抽滑块底下,合模注塑时,起支撑作用,防止涨模。所述的定模板下连接限位块,限位块顶在斜抽滑块的顶面,复位时,起限位作用,防止下芯子碰伤。所述的上芯子、下芯子和倒拔镶块有2-16组,即在定模板与动模镶块之间设置2-16组模腔,一次加工生产2-16只产品,生产效率高。
附图说明
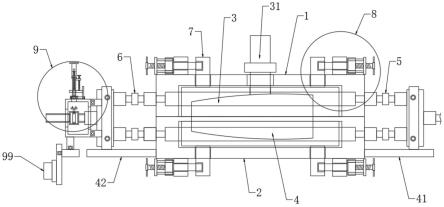
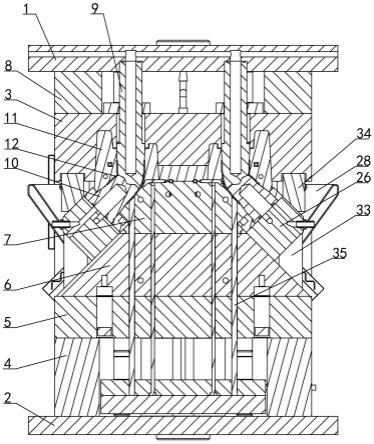
7.图1是本发明的定模倒拔镶块脱模机构结构示意图;图2是本发明的拉钩与拉板配合示意图;图3是本发明的斜滑槽与斜滑导块配合示意图;图4是本发明的倒拔镶块中设置弹簧示意图;图5是本发明的斜抽机构结构示意图;图6是本发明的定距拉钉结构示意图;图7是本发明的精密双承口45
°
弯管件注塑模具立体示意图。
具体实施方式
8.本发明涉及一种精密双承口45
°
弯管件注塑模具,如图1—图7所示,包括模具定模复板1和动模复板2,定模复板下设置定模板3,动模复板上设置模脚4,模脚上设置动模固定板5,动模固定板上设置动模板6,动模板上设置动模镶块7,其中,在定模复板1与定模板3之间设置垫块8,定模复板1下连接上芯子9,动模镶块7上设置下芯子10,上芯子9穿过定模板与下芯子10相配合,在定模板3中设置两块哈夫配合的倒拔镶块11,两块倒拔镶块11包围在上芯子9和下芯子10外面,并在两者之间形成模腔,模腔中注塑双承口45
°
弯管件12,倒拔镶块11由倒拔脱模机构带动脱模,下芯子10由斜抽机构带动抽芯;所述倒拔脱模机构包括在两块倒拔镶块11的底部各设置定位拉钩20,动模镶块7上设置对应的避空槽21,避空槽中设置定位拉板17,定位拉钩20与定位拉板17相配合;在两块倒拔镶块11的外侧壁上各设置斜滑槽13,在定模板3的上顶面安装滑块固定板15,滑块固定板15下连接对应的斜滑导块16,斜滑导块16穿过定模板与斜滑槽13相配合,在两块倒拔
镶块11中各设置与斜滑槽13平行的弹簧固定杆18和弹簧19,弹簧19的上头顶在定模板3中;所述的斜抽机构包括在动模板6的外侧设置与下芯子10平行的斜边25,斜边25上滑动设置斜抽滑块26,下芯子10连接斜抽滑块26,在斜抽滑块的左右两侧各设置滑轮27,对应的动模固定板5安装导向板28,导向板穿过斜边25,导向板上设置与下芯子10相垂直的导向槽29,滑轮27与导向槽29相配合,所述动模固定板6、动模板7和定模板3之间设置定距拉钉组件30,定距拉钉组件为标准件,市场上有售,也可自行生产,包括安装在定模板3上的定距拉钉36,安装在动模板6上的弹性卡块37,安装在动模固定板5上的定距压板38。
9.当产品(双承口45
°
弯管件12)注塑成型后,由注塑机动力带动模具的动模部分与定模部分开模,开模时,上芯子9直接抽芯,倒拔镶块11由倒拔脱模机构带动脱模,下芯子10由斜抽机构带动抽芯,在开模过程中,倒拔镶块11先进行脱模,由动模镶块7带着定位拉板17向下运动,定位拉板17带动定位拉钩20,定位拉钩20带动倒拔镶块11跟着运动,但由于倒拔镶块11的外侧壁上设置斜滑槽13,斜滑槽13与连接在滑块固定板15下的斜滑导块16相配合,斜滑导块16不动,所以,倒拔镶块11在跟着向下运动的同时,沿着斜滑槽13与斜滑导块16的配合轨迹,向两侧滑开,当滑动(开模)到一定距离后,定位拉钩20与定位拉板17脱离接触,倒拔镶块11停止滑动,而产品外壁从两块倒拔镶块11之间脱出;然后模具继续开模,并在定距拉钉组件30的作用下,动模板7带动其上的动模部件向上浮起,斜抽滑块26跟着浮起,但导向板28安装在动模固定板5上,相对不动,并且下芯子10与导向板28相垂直,在滑轮27与导向槽29的配合下,斜抽滑块26带动下芯子10斜滑抽芯,下芯子完成抽芯,然后,又在定距拉钉组件30的作用下,动模板停止浮起,又跟着动模固定板5继续完成开模动作,使产品在模具的顶针35作用下,从模具(动模镶块)上顶脱落,脱模完成。本方案采用拉钩和拉板配合,结合定模侧斜滑导向结构,实现倒拔镶块向两侧滑开(分离),同时利用模具二次开模(动模板浮起)动作,带动斜抽滑块滑动,实现下芯子抽芯,整体结构设计紧凑、巧妙,各动作依靠机械配合,稳定、可靠,有效提高生产效率。
10.所述的斜抽滑块26底部设置t型槽31,斜边25上设置t型条32,t型槽31与t型条32相配合,使斜抽滑块滑动更稳定。所述的斜边25上设置支撑块33,支撑块33抵在斜抽滑块26底下,合模注塑时,起支撑作用,防止涨模。所述的定模板3下连接限位块34,限位块34顶在斜抽滑块26的顶面,复位时,起限位作用,防止下芯子碰伤。所述的上芯子9、下芯子10和倒拔镶块11有2-16组,即在定模板与动模镶块之间设置2-16组模腔,一次加工生产2-16只产品,本技术方案的图纸为8腔实施例,生产效率高。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。