1.本实用新型涉及铝型材切割设备领域,特别是涉及一种高效、高安全性的铝型材半自动切割机。
背景技术:
2.现有的型材切割机虽然能通过施加工装实现定位切割的目的,但存在以下不足:
3.一、拿取切割成品时,手要经过锯刀片上方,存在安全隐患;
4.二、切割碎屑飞溅严重,操作者必须携带厚重护具;
5.三、切割成品容易沾染许多切割碎屑,需要二次清理;
6.四、切割碎屑残留在工装内,多了后会对产品的切割精度造成影响。
技术实现要素:
7.为解决上述技术问题,本实用新型提供了一种铝型材半自动切割机,自动弹出切割成品,可及时清理碎屑,提高生产效率和生产质量,保证操作人员的安全。
8.本实用新型解决其技术问题所采用的技术方案是:一种铝型材半自动切割机,包括工作台,所述工作台上具有进料通道;进料通道的前端设置有挡料机构,用于对待切割铝型材的前端进行定位;所述工作台上还具有切割通道,用于切割工具通过,使切割工具对离待切割铝型材前端指定距离处对待切割铝型材进行切割,使待切割铝型材的前端被切割分离出切割成品;所述进料通道的前端还设置有打料机构,所述进料通道在位于切割通道的后方还具有取料空间;该取料空间由待切割铝型材沿进料通道回退所需距离而形成;所述打料机构用于击打切割成品,使切割成品脱离切割通道所在区域而进入取料空间。
9.进一步的,所述工作台上位于切割通道附近还安装有多个除屑气枪。
10.进一步的,多个除屑气枪至少包括位于切割区域前侧的第一除屑气枪、位于切割区域后侧的第三除屑气枪、位于切割区域侧面并吹向切割成品切割面的第二除屑气枪。
11.进一步的,所述打料机构的打料方向倾斜向上,打料机构击打切割成品位置位于切割成品前端面靠上的区域,用于使切割成品被打离切割通道,并使切割成品翻转。
12.进一步的,所述工作台上位于进料通道和挡料机构之间的区域还设置有压料机构;所述压料机构用于在被启动时对待切割铝型材的前端进行压紧固定。
13.进一步的,所述压料机构包括上压料机构和侧压料机构,用于配合工作台对待切割铝型材的前端进行固定。
14.进一步的,所述挡料机构包括安装块;所述安装块的后端面上设置为挡料定位部;所述安装块上还安装有第一到位检测传感器;所述第一到位检测传感器,用于在待切割铝型材沿进料通道前进至与挡料定位部接触时被触发,并发出第一信号。
15.进一步的,所述打料机构包括打料气缸、用于将打料气缸固定在安装块上的气缸固定架。
16.进一步的,所述进料通道的侧面还安装有第二到位检测传感器;所述第二到位检
测传感器,用于在待切割铝型材沿进料通道回退所需距离时被触发,并发出第二信号。
17.进一步的,所述切割机还配合有送料动力机构;送料动力机构用于为待切割铝型材沿进料通道移动的提供动力;所述切割机还设置有控制模块,所述控制模块与送料动力机构、打料机构、压料机构、第一到位检测传感器、第二到位检测传感器连接。
18.本实用新型的优点:本实用新型的一种铝型材半自动切割机,采用的打料机构可以弹出切割成品,使切割成品脱离切割区域,避免操作人员在拿取切割成品时可能产生的机械伤害;切割成品在进入取料空间时,已经由除屑气枪进行了清理,无需操作人员再次清理,提升加工效率;通过打料机构的击打方向的控制,配合除屑气枪,可以有效提高清屑效率,即可提高切割成品的除屑效果,还可使切割成品不会因为直接推动而带着工作台上的碎屑向取料空间移动,以翻动的状态进入取料空间,更有利于对工作台上的碎屑进行清理;通过控制模块,配合多个传感器,操作过程有序且可控,使得操作更加简便;利用控制模块控制,简化操作人员的操作过程,还可使操作人员有足够的时间远离锯刀位置,避免碎飞溅造成的伤害,整体结构简单紧凑,安装、维护方便,便于使用。
附图说明
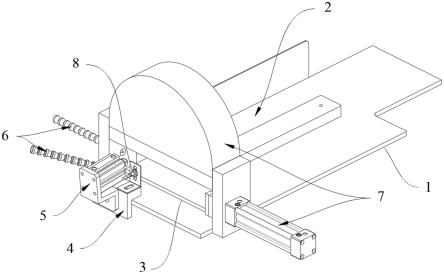
19.图1为实施例的一种铝型材半自动切割机的第一角度的立体示意图;
20.图2为实施例的一种铝型材半自动切割机的第二角度的立体示意图;
21.图3为实施例的一种铝型材半自动切割机的第三角度的立体示意图;
22.图4为实施例的一种铝型材半自动切割机的配合有待切割铝型材的主视示意图;
23.图5为图4的a-a的剖视示意图;
24.图6为实施例的一种铝型材半自动切割机的切割成品位于取料空间状态的立体示意图;
25.其中,1-工作台,2-进料通道,3-切割通道,4-挡料机构,5-打料机构,6-除屑气枪,7-压料机构,8-第一到位检测传感器,9-第二到位检测传感器,10-待切割铝型材,11-切割成品,201-导向板,202-导向块,401-安装块,402-挡料定位部,501-打料气缸,502-气缸固定架,601-第一除屑气枪,602-第二除屑气枪,603-第三除屑气枪,701-立架,702-上压料机构,703-侧压料机构。
具体实施方式
26.为了加深对本实用新型的理解,下面将结合附图和实施例对本实用新型做进一步详细描述,该实施例仅用于解释本实用新型,并不对本实用新型的保护范围构成限定。
27.实施例
28.请参照图1至图6所示,本实施例提供了一种铝型材半自动切割机,包括工作台1,所述工作台1上具有进料通道2;进料通道2的前端设置有挡料机构4,用于对待切割铝型材10的前端进行定位;所述工作台1上还具有切割通道3,用于切割工具通过,使切割工具对离待切割铝型材10前端指定距离处对待切割铝型材10进行切割,使待切割铝型材10的前端被切割分离出切割成品11;所述进料通道2的前端还设置有打料机构5,所述进料通道在位于切割通道的后方还具有取料空间;该取料空间由待切割铝型材10沿进料通道回退所需距离而形成;所述打料机构5用于击打切割成品11,使切割成品11脱离切割通道3所在区域而进
入取料空间。
29.再参照图2所示,所述进料通道包括固定在工作台1左侧的导向板201和安装在工作台1上的导向块202;导向板201、导向块202、工作台1共同形成进料通道。
30.再参照图1和2所示,所述工作台上位于切割通道3附近还安装有多个除屑气枪6至少包括位于切割区域前侧的第一除屑气枪601、位于切割区域后侧的第三除屑气枪603、位于切割区域侧面并吹向切割成品11切割面的第二除屑气枪602。具体的,第一除屑气枪601的枪头通过支架安装在后述的安装块401上,第二除屑气枪602的枪头安装在后述的立架701中左架所开设的通道中;第三除屑气枪603的枪头安装在后述的上压料机构702的后方,以倾斜向下的方式吹向切割成品11的区域。
31.再参照图5和图6所示,所述打料机构5的打料方向倾斜向上,打料机构5击打切割成品11位置位于切割成品11前端面靠上的区域,用于使切割成品11被打离切割通道3,并使切割成品11翻转。
32.再参照图2和图5所示,所述工作台1上位于进料通道2和挡料机构4之间的区域还设置有压料机构7;所述压料机构7用于在被启动时对待切割铝型材10的前端进行压紧固定;具体的,所述压料机构7包括上压料机构702和侧压料机构703,用于配合工作台1对待切割铝型材10的前端进行固定。所述上压料机构702和侧压料机构703的压料端还设置有缓冲垫704。所述工作台位于进料通道2和挡料机构之间的区域的两侧固定有一左一右的立架701,所述上压料机构702安装在两个立架之间,上压料机构702的压料端位于切割成品11的区域的正上方;侧压料机构703通过侧压料气缸驱动,侧压料气缸固定在右侧立架的右端面上,侧压料气缸的活塞杆穿过右侧立架后连接有侧压料块,缓冲垫固定在侧压料块的左端面上。
33.再参照图1、图2和图3所示,所述挡料机构4包括安装块401;所述安装块401的后端面上设置为挡料定位部402;所述安装块401上还安装有第一到位检测传感器8;所述第一到位检测传感器8,用于在待切割铝型材沿进料通道2前进至与挡料定位部402接触时被触发,并发出第一信号。
34.再参照图2和图5所示,所述打料机构5包括打料气缸501、用于将打料气缸501固定在安装块401上的气缸固定架502。
35.再参照图3所示,所述进料通道2的侧面还安装有第二到位检测传感器9;所述第二到位检测传感器9,用于在待切割铝型材10沿进料通道2回退所需距离时被触发,并发出第二信号。
36.本实施例提供了一种铝型材半自动切割机中,所述切割机还配合有送料动力机构;送料动力机构用于为待切割铝型材沿进料通道2移动的提供动力;所述切割机还设置有控制模块,所述控制模块与送料动力机构、打料机构5、压料机构7、第一到位检测传感器8、第二到位检测传感器9连接。
37.本实施例提供了一种铝型材半自动切割机,启动后,控制模块向送料动力机构发出送料信号,送料动力机构接收送料信号,推动待切割铝型材沿进料通道向前移动,当待切割铝型材的前端抵在挡料机构的挡料定位部后,第一到位检测传感器被触发,并向控制模块发出第一信号,控制模块接收第一信号后,停止送料动力机构的动作,向压料机构发出压料信号,压料机构接收压料信号后,通过上压料机构和侧压料机构对待切割铝型材的前端
进行固定;固定好后,开启除屑气枪,并启动切割工具穿过切割通道对待切割铝型材进行切割,形成切割成品,在这个过程中,除屑气枪对切割区域进行除屑;切割完成后,控制模块向送料动力机构发送回退信号,并同步的控制压料机构松开切割成品;送料动力机构接收回退信号,带动待切割铝型材沿进料通道向后移动,当移动至触发第二到位检测传感器时,第二到位检测传感器发出第二信号,控制模块接收第二信号后,停止送料动力机构的动作,控制模块同时还向打料机构发送打料信号,打料机构接收打料信号后,击打切割成品,使切割成品被向后击打离开切割区域进入待切割铝型材后退所让出的取料空间;由于打料方向倾斜向上,使得切割成品被击打翻转90
°
,此过程,第二除屑气枪一直开启,在翻转的过程中,第一除屑气枪也开启,持续对切割成品以及附近区域进行除屑,进而实现工件的360
°
除屑,切割成品进入取料空间后,第二除屑气枪停止,第三除屑气枪启动,与第一除屑气枪共同清理切割区域的残留的切割碎屑,操作人员从取料空间取出切割成品,并进入下一次工作循环。
38.本实施例的一种铝型材半自动切割机,采用的打料机构可以弹出切割成品,使切割成品脱离切割区域,避免操作人员在拿取切割成品时可能产生的机械伤害;切割成品在进入取料空间时,已经由除屑气枪进行了清理,无需操作人员再次清理,提升加工效率;通过打料机构的击打方向的控制,配合除屑气枪,可以有效提高清屑效率,即可提高切割成品的除屑效果,还可使切割成品不会因为直接推动而带着工作台上的碎屑向取料空间移动,以翻动的状态进入取料空间,更有利于对工作台上的碎屑进行清理;通过控制模块,配合多个传感器,操作过程有序且可控,使得操作更加简便;利用控制模块控制,简化操作人员的操作过程,还可使操作人员有足够的时间远离锯刀位置,避免碎飞溅造成的伤害,整体结构简单紧凑,安装、维护方便,便于使用。
39.上述实施例不应以任何方式限制本实用新型,凡采用等同替换或等效转换的方式获得的技术方案均落在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
