1.本实用新型属于瓶子装箱设备领域,特别涉及一种压提环一体装箱机。
背景技术:
2.目前,大部分企业针对附赠产品或者组合装产品在生产流水线上的组装,大多采用人工将提环套在瓶子上,再通过装箱机将捆绑在一起的瓶子进行装箱,也有部分企业通过套提环的设备,将提环套在瓶子上,然后通过输送设备,将捆绑在一起的产品输送到装箱设备,进行瓶子装箱,这两种方式均具有投资成本高、设备占用空间大、人工成本大、生产效率低等缺点。
技术实现要素:
3.针对现有技术的不足,本实用新型要解决的技术问题是提供一种适用于饮料、调味、食品等行业组合产品装箱的压提环一体装箱机,包括机架,所述机架底部设有可旋转的回转机构,所述机架一侧设有升降机构,另一侧设有输送纸箱的输箱机构,所述升降机构上滑动设有压提环机构,所述机架上靠近所述升降机构处固定有下提环机构,所述压提环机构位于所述下提环机构下端,所述机架上还设有第一输瓶机构和第二输瓶机构,所述第一输瓶机构和第二输瓶机构均靠接在中转平台上,所述第一输瓶机构、第二输瓶机构和输箱机构上端分别设有第一移栽机构、第二移栽机构和第三移栽机构,所述第一移栽机构、第二移栽机构和第三移栽机构均固定在所述机架上端。
4.作为进一步的改进,所述回转机构包括底座,所述底座固定在所述机架底部,所述底座上端设有凸轮分割器,所述凸轮分割器与转盘活动连接,所述底座侧面设有旋转电机,所述旋转电机动力输出端与所述凸轮分割器连接,所述转盘上端设有装瓶模具,所述装瓶模具包括大瓶固定座和小瓶固定座。
5.作为进一步的改进,所述装瓶模具设有4个,相邻的所述装瓶模具相互垂直,所述大瓶固定座为两个且以小瓶固定座为中心对称设置。
6.作为进一步的改进,所述下提环机构包括固定架,所述固定架上固定设有提环导向仓,所述固定架下端设有限提环钩,所述固定架上靠近提环导向仓处设有止挡气缸,所述限提环钩和止挡气缸均可止挡提环下降
7.作为进一步的改进,所述限提环钩包括限位座,所述限位座固定在固定架下端,所述限位座一侧活动的设有限位钩,另一侧固定有定位螺杆,所述定位螺杆上套设有压缩弹簧,所述限位钩右侧设有回形孔,所述定位螺杆穿过所述回形孔,所述压缩弹簧被限制在所述限位座与所述回形孔之间,所述限位钩可在压缩弹簧的行程范围内向下运动,提环被吸走后限位钩复位。
8.作为进一步的改进,所述提环导向仓由仿形块和止挡条合围而成,所述提环导向仓是弧型或直线型。
9.作为进一步的改进,所述压提环机构包括压提环固定板,所述压提环固定板上端
设有翻转气缸,其下端设有齿条导向槽,所述齿条导向槽上滑动的设有齿条,所述翻转气缸动力输出端与所述齿条固定连接,所述压提环固定板下端还固定设有立式轴承,所述立式轴承套设在转轴上,所述转轴一端设有齿轮,所述齿轮与所述齿条相齿合连接,所述转轴另一端固定设有吸盘固定板,所述吸盘固定板上穿设有多个真空吸盘,所述转轴上位于所述齿轮和立式轴承之间设有防震机构,所述吸盘固定板上还设有第一压环定位套和第二压环定位套,第一压环定位套为多个且以第二压环定位套为中心对称设置,所述真空吸盘靠近所述第一压环定位套设置。
10.作为进一步的改进,所述第一移栽机构、第二移栽机构和第三移栽机构均设有升降机构、平移机构和抓瓶组件,所述升降机构和平移机构垂直的滑动连接,所述抓瓶组件固定在所述升降机构下端。
11.作为进一步的改进,所述第一移栽机构上设置的抓瓶组件是第一抓瓶组件,所述第一移栽机构与第一输瓶机构相配合,抓取小瓶放置到装瓶模具上,所述第二移栽机构上设置的抓瓶组件是第二抓瓶组件,所述第二移栽机构与第二输瓶机构相配合,抓取所述第二移栽机构上的大瓶放置到装瓶模具上,所述装瓶模具先在所述第二输瓶机构位置装载大瓶,然后90度旋转到所述第一输瓶机构位置装栽小瓶。所述第三移栽机构上设置的抓瓶组件是第三抓瓶组件,所述第三移栽机构与所述输箱机构相配合,将通过提环连接的大瓶和小瓶一起装入纸箱。
12.作为进一步的改进,所述第一输瓶机构和第二输瓶机构均包括输瓶链道和输瓶组件,输瓶链道靠接在输瓶组件上且相互垂直,所述输瓶组件包括输瓶机架,所述输瓶机架上设有驱动机构和推瓶机构,所述推瓶机构靠近中转平台设置,所述推瓶机构可将输送的瓶子推送到中转平台上。
13.作为进一步的改进,所述输箱机构包括输箱链道和导箱机构,所述导箱机构固定在输箱链道上端。
14.本实用新型具有如下有益效果:
15.1、本实用新型公开的压提环一体装箱机,采用多个机构组合,实现附赠产品、组合产品的多瓶组合捆绑并一同装箱,适用范围较广、提高了生产效率、降低了生产成本。
16.2、能够把不同尺寸的瓶子按不同的数量组合排列在一起,然后将提环按组合分别套在瓶子上,再将组合的瓶子一起装箱。
17.3、本实用新型采用循环装载,实现高速稳定生产。
附图说明
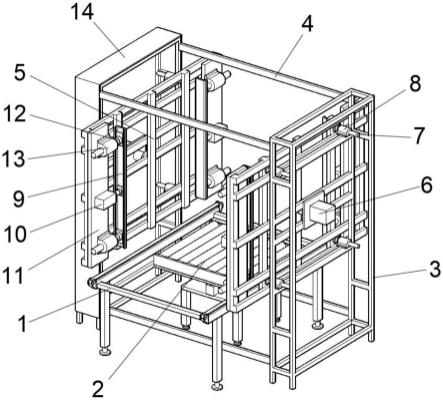
18.图1是压提环一体装箱机的结构图;
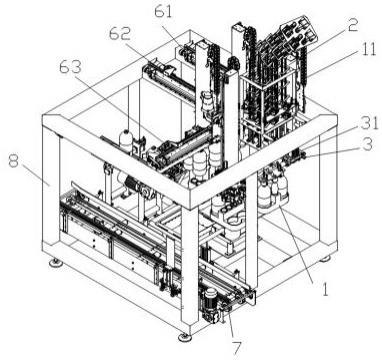
19.图2是压提环一体装箱机的俯视图;
20.图3是回转机构的结构图;
21.图4是下提环机构的结构图;
22.图5是图4中a处局部放大图;
23.图6是限位钩的结构图;
24.图7是提环导向仓的另一种实施方式的结构图;
25.图8是压提环机构的仰视图;
26.图9是压提环机构的结构图;
27.图10是第一移栽机构的结构图;
28.图11是第二移栽机构的结构图;
29.图12是第三移栽机构的结构图;
30.图13是输瓶组件的结构图;
31.图14是输箱机构的结构图。
32.其中:
33.1、回转机构,2、下提环机构,3、压提环机构,4、第一输瓶机构,5、第二输瓶机构,6、中转平台,61、第一移栽机构,62、第二移栽机构,63、第三移栽机构,7、输箱机构,8、机架,9、升降机构,10、平移机构;
34.11、底座,12、凸轮分割器,13、旋转电机,14、转盘,15、装瓶模具,151、大瓶固定座,152小瓶固定座;
35.21、固定架,22、提环导向仓,221、仿形块,222、止挡条,23、限提环钩,24、止挡气缸,25、第二止挡气缸,231、限位座,232、限位钩,233、回形孔,234、定位螺杆,235、压缩弹簧;
36.30、真空吸盘,31、压提环固定板,32、翻转气缸,33、齿条,34、齿轮,35、立式轴承,36、转轴,37、吸盘固定板,38、第一压环定位套,39、第二压环定位套,311、防震机构,312、齿条导向槽;
37.41、第一输瓶链道,51、第二输瓶链道,52、输瓶组件,521、输瓶机架,522、驱动机构,523、推瓶机构;
38.611、第一抓瓶组件,621、第二抓瓶组件,631、第三抓瓶组件;
39.71、输箱链道,72、导箱机构。
具体实施方式
40.下面结合附图对本实用新型作进一步说明。
41.一种压提环一体装箱机,如图1-2所示,包括机架8,机架8底部设有可旋转的回转机构1,机架8一侧设有升降机构9,另一侧设有输送纸箱的输箱机构7,该升降机构9上滑动设有压提环机构3,机架8上靠近升降机构9处固定有下提环机构2,压提环机构3位于下提环机构2下端,机架8上还设有第一输瓶机构4和第二输瓶机构5,第一输瓶机构4和第二输瓶机构5相互垂直设置且均靠接在中转平台6上,第一输瓶机构4、第二输瓶机构5和输箱机构7上端分别设有第一移栽机构61、第二移栽机构62和第三移栽机构63,第一移栽机构61、第二移栽机构62和第三移栽机构63均固定在机架8上端。
42.如图3所示,回转机构1包括底座11,底座11固定在机架8底部,底座11上端设有凸轮分割器12,该凸轮分割器12与转盘14活动连接,底座11侧面设有旋转电机13,旋转电机13动力输出端与凸轮分割器12连接,转盘14上端沿设有4个装瓶模具15,相邻的装瓶模具15相互垂直,装瓶模具15包括大瓶固定座151和小瓶固定座152,大瓶固定座151为两个且以小瓶固定座152为中心对称设置,旋转电机13可带动转盘14做360度旋转,装瓶模具15根据两种瓶型定制尺寸,每个模具可以同时放置4个大瓶和4个小瓶,或者不同数量的尺寸不一的瓶子,回转机构1通过旋转电机13驱动,带动凸轮分割器12,使转盘14实现定角度间歇转动,该
角度优选为90度。
43.如图4-5,下提环机构2包括固定架21,固定架21上固定设有提环导向仓22,其下端设有限提环钩23,固定架21上靠近提环导向仓22处设有止挡气缸24,为了提环导向仓22能放置更多提环,还可在固定架21上设置第二止挡气缸25,止挡气缸24位于第二止挡气缸25上,限提环钩23、止挡气缸24和第二止挡气缸25均可止挡提环下降,当放置提环较多,重量较大时止挡气缸24止住提环下降,止挡气缸24和第二止挡气缸25之间具有一定提环存量,此时,第二止挡气缸25根据存量大小决定是否止挡,限提环钩23不能勾住提环时,第二止挡气缸25止挡提环下降,限提环钩23可限位时,第二止挡气缸25不再止挡提环下降。
44.如图6所示,限提环钩23包括限位座231,限位座231固定在固定架21下端,限位座231一侧活动的设有限位钩232,另一侧固定有定位螺杆234,定位螺杆234上套设有压缩弹簧235,限位钩232右侧设有回形孔233,定位螺杆234穿过回形孔233,压缩弹簧235被限制在限位座231与回形孔233之间,限位钩232可在压缩弹簧235的行程范围内向下运动,提环被吸走后限位钩232复位。
45.如图4和图7所示,提环导向仓22由仿形块221和止挡条222合围而成,提环导向仓22是弧型或直线型,可以竖直设置,也可以倾斜设置。
46.如图8-9所示,压提环机构3包括压提环固定板31,压提环固定板31上端设有翻转气缸32,其下端设有齿条导向槽312,齿条导向槽312上滑动的设有齿条33,翻转气缸32动力输出端与齿条33固定连接,压提环固定板31下端还并列设有两个立式轴承35,两个立式轴承35均套设在转轴36上,转轴36一端设有齿轮34,该齿轮34与齿条33相齿合连接,转轴36另一端固定设有吸盘固定板37,吸盘固定板37上穿设有多个真空吸盘30,转轴36上位于齿轮34和立式轴承35之间设有防震机构311,吸盘固定板37上还设有第一压环定位套38和第二压环定位套39,第一压环定位套38为多个且以第二压环定位套39为中心对称设置,真空吸盘30靠近第一压环定位套38设置。
47.如图10-12所示,第一移栽机构61、第二移栽机构62和第三移栽机构63均设有升降机构9和平移机构10,所不同的是,根据抓取的瓶型不同,升降机构9下端设置的抓瓶组件不同。
48.如图10所示,第一移栽机构61包括升降机构9、平移机构10和第一抓瓶组件611,平移机构10固定在机架8上,升降机构9滑动的垂直设在平移机构10上,升降机构9下端固定设有第一抓瓶组件611,第一移栽机构61与第一输瓶机构4相配合,抓取第一输瓶机构4上的小瓶放置到装瓶模具15上。
49.如图11所示,第二移栽机构62包括升降机构9、平移机构10和第一抓瓶组件621,平移机构10固定在机架8上,升降机构9滑动的垂直设在平移机构10上,升降机构9下端固定设有第一抓瓶组件621,第二移栽机构62与第二输瓶机构5相配合,抓取第二移栽机构62上的大瓶放置到装瓶模具15上,装瓶模具15先在第二输瓶机构5位置装载大瓶,然后旋转到第一输瓶机构4位置装栽小瓶。
50.如图12所示,第三移栽机构63包括升降机构9、平移机构10和第三抓瓶组件631,平移机构10固定在机架8上,升降机构9滑动的垂直设在平移机构10上,升降机构9下端固定设有第三抓瓶组件631,第三移栽机构63与输箱机构7相配合,将通过提环连接的大瓶和小瓶一起装入纸箱。
51.如图2和13所示,第一输瓶机构4和第二输瓶机构5均包括输瓶链道和输瓶组件52,输瓶链道靠接在输瓶组件52上且相互垂直,输瓶链道用于向输瓶组件52输送瓶子,所述输瓶组件52包括输瓶机架521,所述输瓶机架521上设有驱动机构522和推瓶机构523,所述推瓶机构523靠近中转平台6设置,所述推瓶机构523可将输送的瓶子推送到中转平台6上。
52.第一输瓶机构4和第二输瓶机构5的结构基本相同,所不同的是第一输瓶机构4的输瓶链道是第一输瓶链道41,其终端靠近中转平台6,用于输送小瓶;第二输瓶机构5的输瓶链道是第二输瓶链道51,其终端同样靠接在中转平台6上,用于输送大瓶。
53.如图14所示,输箱机构7包括输箱链道71和导箱机构72,导箱机构72固定在输箱链道71上端,用于引导瓶子装入纸箱。
54.工作原理:第一输瓶机构4和第二输瓶机构5同时开始向中转平台6输送瓶子,第一输瓶机构4运输小瓶,第二输瓶机构5运输大瓶,第二移栽机构62抓取第二输瓶机构5上的大瓶移动放置到设在装瓶模具15上的大瓶固定座151上,回转机构1转动,装载有小瓶的装瓶模具15旋转90度到达第一输瓶机构4位置,第一移栽机构61抓取小瓶放置到装瓶模具15上的小瓶固定座152上,装瓶模具15装好大瓶和小瓶后再次旋转90度,到达压提环机构3下方,此时下提环机构2上的提环下落,压提环机构3通过真空吸盘30吸取提环,然后翻转气缸32带动吸盘固定板37做180度翻转,使提环向下,面向装瓶模具15,设在压提环机构3上的升降机构9下降,将提环压在大瓶和小瓶上,完成大瓶和小瓶的捆绑,升降机构9上升回原位,回转机构1带动装瓶模具15再次旋转90度,到达输箱机构7位置,第三移栽机构63抓取装瓶模具15上捆绑好的瓶子,装载到纸箱里,装瓶模具15设有四个,回转机构1不停的做90度间歇转动,大大的提高装栽效率。
55.以上仅为本实用新型的较佳实施方式,本实用新型并不局限于上述实施方式,在实施过程中可能存在局部微小的结构改动,如果对本实用新型的各种改动或变型不脱离本实用新型的精神和范围,且属于本实用新型的权利要求和等同技术范围之内,则实用新型也意图包含这些改动和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。