1.本发明涉及光伏组件加工技术领域,更具体地说,它涉及一种光伏组件生产设备及生产方法。
背景技术:
2.光伏组件是太阳能发电系统中的核心部分,也是太阳能发电系统中最重要的部分,光伏组件是由多块太阳能电池片串、并联连接和严密封装而成,而在太阳能电池片的连接中必不可少的工艺便是焊接,焊接工艺首先是对单片太阳能电池片进行单焊,然后将单焊完成的太阳能电池片进行串焊。
3.目前,市场上太阳能电池片在单焊过程中,往往是通过人工使用电烙铁将焊带焊接在太阳能电池片的表面,但是人工焊接效率低,且因为工人的自身因素,焊接成品往往质量参差不齐,且电烙铁在高温状态下容易烫伤工人,不够安全,而现有的焊接自动化设备生产成本大。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的在于提供一种光伏组件生产设备及生产方法。
5.为实现上述目的,本发明提供了如下技术方案:一种光伏组件生产设备,包括底座,所述底座的顶面放置有多块太阳电池片,多块所述太阳电池片的焊接处放置有焊带,所述底座的一侧设置有支撑板,所述支撑板的一侧面固定安装有用于连续焊接多块太阳电池片的焊接机构,以及用于同时固定多块太阳电池片的夹持机构。
6.所述焊接机构包括直线模组,所述直线模组固定安装在支撑板的一侧面,所述直线模组驱动连接有电机,所述直线模组的滑动端固定安装有焊接端与底座顶面成45度角的电烙铁,所述底座的顶面固定安装有多个用于对电烙铁焊接端除渣的清理机构,且多个所述清理机构一一分布在每块太阳电池片的两侧。
7.优选地,所述夹持机构包括液压杆,所述液压杆固定安装在支撑板的一侧面,所述液压杆的输出端固定连接有安装架,所述安装架的底部固定安装有助焊筒,所述助焊筒的底部固定安装有按压板,所述按压板的内部设置有助焊机构,所述助焊机构与助焊筒的底部固定连接。
8.优选地,所述助焊机构包括多个齿条,多个所述齿条等距固定安装在支撑板的一侧面,所述按压板的内部设置有多个与齿条位置一一对应的空腔,所述空腔的一侧壁设置有出液槽,所述按压板的一侧面固定安装有多个安装筒,所述安装筒的内部与相对应的空腔相连通,所述安装筒的内部一侧板转动连接有转轴,所述转轴的外壁固定套接有风扇和齿轮,所述齿轮延伸至安装筒的外部,并与相对应的齿条啮合。
9.优选地,所述助焊筒的底部设置有多个与空腔相适配的进液槽,所述进液槽的底部固定连接有海绵条,所述海绵条的底端延伸至相对应的空腔的内部,所述进液槽的底部
内壁延伸至海绵条的底部,所述空腔的顶部内壁转动连接有向靠近海绵条一侧突出的弧形的挤压板。
10.优选地,所述底座的一端顶部设置有多个与安装筒相适配的凹槽,其中一个所述凹槽的内部设置有第一金属箔片,与第一金属箔片相对应的一个所述安装筒的底部设置有第二金属箔片,所述第二金属箔片以及第一金属箔片相接触后用于启动电烙铁。
11.优选地,所述进液槽的内部设置有滤膜,所述出液槽的外端设置有喷头。
12.优选地,所述清理机构包括功能板,所述底座的顶部设置有多个功能板,所述功能板的顶部对称设置有两个安装罩,所述安装罩的内部顶板与功能板的顶部之间固定连接有连接轴,所述连接轴的外壁转动套接有功能套,所述功能套设置为中空结构,所述功能套的外壁交叉分布有第一齿板和第二齿板,所述第一齿板的外端设置有磨砂层,所述第二齿板的内部填充有清洁海绵,所述清洁海绵的外端延伸至第二齿板的外部,所述清洁海绵的内部嵌入有渗透棉条,所述渗透棉条的内侧端延伸至功能套的内部。
13.优选地,所述功能套的顶部设置有进料嘴,所述进料嘴的顶端活动贯穿安装罩的顶板,并塞有橡胶塞。
14.一种光伏组件生产方法,包括以下步骤:s1:往助焊筒的内部添加助焊剂,助焊剂通过滤膜而浸湿海绵条,通过进料嘴往功能套的内部加入清水,清水通过渗透棉条渗透至清洁海绵的内部;s2:启动液压杆向下移动按压板,直至同时按压住多块太阳电池片;s3:利用齿轮与齿条之间的啮合关系,按压板下移会使风扇转动,利用挤压板设置的凹弧形,向一侧吹转挤压板直至挤压出海绵条内部的助焊剂,滴落的助焊剂顺着出液槽被风吹出,并通过喷头喷散到焊带与太阳电池片的焊接处;s4:按压板下移至最大距离时,利用第二金属箔片与第一金属箔片相接触,连通电烙铁与外接电源,电烙铁的焊接端开始逐步升温;s5:启动电机驱动直线模组带动电烙铁向后侧移动,电烙铁的焊接端首先通过第一组功能套之间的间隙,利用吸附有清水的清洁海绵对电烙铁的焊接端进行预清理;s6:人工按住焊带,电烙铁经过时,其焊接端对焊带以及太阳电池片进行焊接;s7:电烙铁的焊接端通过其他几组功能套之间的间隙时,利用设置有磨砂层的第一齿板对电烙铁焊接端沾附的、已融化的焊渣进行清理。
15.与现有技术相比,本发明具备以下有益效果:1、本发明通过设置齿轮,当按压板下移压住多块太阳电池片时,按压板一侧面设置的齿轮由于与支撑板相互啮合,所以会在下移过程中转动,并带转风扇,风扇旋转会对空腔的内部吹风,并吹转挤压板,从而使挤压板将海绵条内部的助焊剂挤出,进入的风会将滴落的助焊剂通过出液槽从喷头吹出,并洒在太阳电池片的焊接处,从而清洁焊带与太阳电池片的焊接处,以便后续更好地焊接;2、本发明通过设置滤膜,不但能够将助焊筒内部助焊剂的杂质灰尘过滤掉,还能降低助焊剂渗透海绵条的速率,从而防止海绵条因吸收助焊剂过多而造成助焊剂的浪费;3、本发明通过在其中一个安装筒的底部设置第二金属箔片,当第二金属箔片跟着安装筒下移至凹槽的内部,并与相对应的第一金属箔片相接触时,电烙铁通电开启而使焊接端升温,从而提高整个装置的自动化;
4、本发明通过设置多组功能套,当电烙铁被直线模组带动而后移时,电烙铁的焊接端首先经过第一个清理机构,电烙铁的焊接端恰好通过两个功能套之间的间隙,并在摩擦力的作用下带转功能套,由于功能套的内部装有清水,而清水会通过渗透棉条渗透到清洁海绵的内部,并浸湿清洁海绵,所以功能套发生转动时,会通过清洁海绵外露的一端对电烙铁的焊接端进行预清理;5、本发明通过在每片太阳电池片之间的位置都设置有清理机构,因此电烙铁每焊接完成一块太阳电池片,都会经过清理机构,从而带转功能套,使第一齿板通过磨砂层转动摩擦掉电烙铁焊接端沾附的、已融化的焊渣,使清洁海绵转动清洁电烙铁焊接端的表面,从而保证后续焊接的平滑度;6、本发明通过设置电烙铁的焊接端与太阳电池片成最佳焊接角度:45度,当电烙铁慢慢靠近太阳电池片以及焊带时,电烙铁的焊接端会将焊带焊接在太阳电池片的焊接处,从而完成焊接工作,由于无需人工持电烙铁,所以焊接效果相对更好,焊接过程也相对更加安全,并且电烙铁能够在移动的过程中焊接多块太阳电池片,从而提高了焊接效率。
附图说明
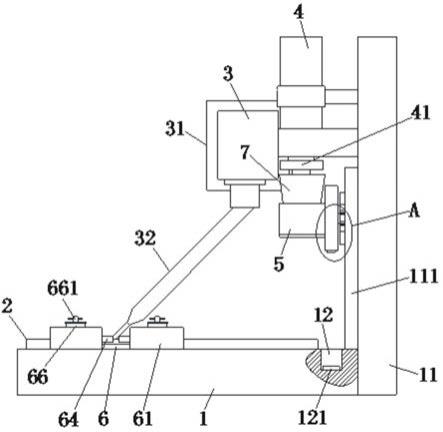
16.图1为本发明的正视图;图2为本发明左视图;图3为本发明的俯视图;图4为本发明的按压板的剖视图;图5为本发明的功能套与功能板的连接图;图6为本发明的功能套的剖面图;图7为本发明的图1中a的放大图;图8为本发明的图5中b的放大图。
17.图中:1、底座;11、支撑板;111、齿条;12、凹槽;121、第一金属箔片;2、太阳电池片;3、直线模组;31、电机;32、电烙铁;4、液压杆;41、安装架;5、按压板;51、空腔;52、挤压板;53、出液槽;531、喷头;6、功能板;61、安装罩;62、连接轴;63、功能套;64、第一齿板;641、磨砂层;65、第二齿板;651、渗透棉条;652、清洁海绵;66、进料嘴;661、橡胶塞;7、助焊筒;71、进液槽;711、滤膜;72、海绵条;8、安装筒;81、转轴;82、风扇;83、齿轮;84、第二金属箔片。
具体实施方式
18.参照图1至图8对本发明一种光伏组件生产设备及生产方法实施例做进一步说明。
19.一种光伏组件生产设备,包括底座1,所述底座1的顶面放置有多块太阳电池片2,多块所述太阳电池片2的焊接处放置有焊带,所述底座1的一侧设置有支撑板11,所述支撑板11的一侧面固定安装有用于连续焊接多块太阳电池片2的焊接机构,以及用于同时固定多块太阳电池片2的夹持机构。
20.所述焊接机构包括直线模组3,所述直线模组3固定安装在支撑板11的一侧面,所述直线模组3驱动连接有电机31,所述直线模组3的滑动端固定安装有焊接端与底座1顶面成45度角的电烙铁32,所述底座1的顶面固定安装有多个用于对电烙铁32焊接端除渣的清理机构,且多个所述清理机构一一分布在每块太阳电池片2的两侧。
21.作为本发明的一种实施例,如图1、图2和图3所示,所述夹持机构包括液压杆4,所述液压杆4固定安装在支撑板11的一侧面,所述液压杆4的输出端固定连接有安装架41,所述安装架41的底部固定安装有助焊筒7,所述助焊筒7的底部固定安装有按压板5,所述按压板5的内部设置有助焊机构,所述助焊机构与助焊筒7的底部固定连接,所述按压板5的底部设置有防滑垫。
22.工作时,启动液压杆4,液压杆4通过安装架41向下推动按压板5,直至按压板5按压住多块太阳电池片2,设置的防滑垫起到防滑的效果,以便后续焊接工作。
23.作为本发明的一种实施例,如图1、图3、图4和图7所示,所述助焊机构包括多个齿条111,多个所述齿条111等距固定安装在支撑板11的一侧面,所述按压板5的内部设置有多个与齿条111位置一一对应的空腔51,所述空腔51的一侧壁设置有出液槽53,所述按压板5的一侧面固定安装有多个安装筒8,所述安装筒8的内部与相对应的空腔51相连通,所述安装筒8的内部一侧板转动连接有转轴81,所述转轴81的外壁固定套接有风扇82和齿轮83,所述齿轮83延伸至安装筒8的外部,并与相对应的齿条111啮合,所述助焊筒7的底部设置有多个与空腔51相适配的进液槽71,所述进液槽71的底部固定连接有海绵条72,所述海绵条72的底端延伸至相对应的空腔51的内部,所述进液槽71的底部内壁延伸至海绵条72的底部,所述空腔51的顶部内壁转动连接有向靠近海绵条72一侧突出的弧形的挤压板52,所述进液槽71的内部设置有滤膜711,所述出液槽53的外端设置有喷头531。
24.工作时,当按压板5下移时,按压板5一侧面设置的齿轮83由于与支撑板11相互啮合,所以会在下移过程中转动,齿轮83转动时会通过转轴81带转风扇82,风扇82旋转会对空腔51的内部吹风,由于助焊筒7的内部装有助焊剂,助焊剂会通过滤膜711而浸湿海绵条72,当空腔51的内部从右至左进入的风会吹转挤压板52,从而使挤压板52一侧设置的凸点不断挤压海绵条72,从而使海绵条72内部的助焊剂滴落,进入的风会将滴落的助焊剂通过出液槽53从喷头531吹出,并洒在太阳电池片2的焊接处,从而清洁焊带与太阳电池片2的焊接处,以便后续更好地焊接,其中,设置的滤膜711不但能够将助焊筒7内部助焊剂的杂质灰尘过滤掉,还能降低助焊剂渗透海绵条72的速率,从而防止海绵条72因吸收助焊剂过多而造成助焊剂的浪费,其中,设置的挤压板52为向靠近海绵条72一侧突出的弧形,从而增大其与吹入空气的接触面积,提高挤压板52的转动效果。
25.作为本发明的一种实施例,如图1、图4和图7所示,所述底座1的一端顶部设置有多个与安装筒8相适配的凹槽12,其中一个所述凹槽12的内部设置有第一金属箔片121,与第一金属箔片121相对应的一个所述安装筒8的底部设置有第二金属箔片84,所述第二金属箔片84以及第一金属箔片121相接触后用于启动电烙铁32。
26.工作时,当第二金属箔片84跟着安装筒8下移至凹槽12的内部,并与相对应的第一金属箔片121相接触时,电烙铁32通电开启而使焊接端升温。
27.作为本发明的一种实施例,如图1、图5、图6和图8所示,所述清理机构包括功能板6,所述底座1的顶部依次设置有多个功能板6,所述功能板6的顶部对称设置有两个安装罩61,所述安装罩61的内部顶板与功能板6的顶部之间固定连接有连接轴62,所述连接轴62的外壁转动套接有功能套63,所述功能套63设置为中空结构,所述功能套63的外壁交叉分布有第一齿板64和第二齿板65,所述第一齿板64的外端设置有磨砂层641,所述第二齿板65的内部填充有清洁海绵652,所述清洁海绵652的外端延伸至第二齿板65的外部,所述清洁海
绵652的内部嵌入有渗透棉条651,所述渗透棉条651的内侧端延伸至功能套63的内部,所述功能套63的顶部设置有进料嘴66,所述进料嘴66的顶端活动贯穿安装罩61的顶板,并塞有橡胶塞661。
28.工作时,当电烙铁32向后侧移动,电烙铁32的焊接端首先经过第一个功能机构,电烙铁32的焊接端恰好通过两个功能套63之间的间隙,并在摩擦力的作用下带转功能套63,由于功能套63的内部装有清水,而清水会通过渗透棉条651渗透到清洁海绵652的内部,并浸湿清洁海绵652,所以功能套63发生转动时,会通过清洁海绵652外露的一端对电烙铁32的焊接端进行预清理,由于在每片太阳电池片2之间的位置都设置有功能机构,因此电烙铁32每焊接完成一块太阳电池片2,都会经过功能机构,从而带转功能套63,使第一齿板64通过磨砂层641转动摩擦掉电烙铁32焊接端沾附的、已融化的焊渣,使清洁海绵652转动清洁电烙铁32焊接端的表面,从而保证后续焊接的平滑度,其中,设置的进料嘴66能够方便为功能套63补充清水。
29.需要说明的是,该光伏组件生产设备,在使用时,需要人工按住焊带,使焊带与太阳电池片2不发生相对移动,电烙铁32的焊接端与太阳电池片2成最佳焊接角度:45度,当电烙铁32慢慢靠近太阳电池片2以及焊带时,电烙铁32的焊接端会将焊带均匀焊接在太阳电池片2的焊接处,从而完成单焊工作。
30.一种光伏组件生产方法,包括以下步骤:s1:往助焊筒7的内部添加助焊剂,助焊剂通过滤膜711而浸湿海绵条72,通过进料嘴66往功能套63的内部加入清水,清水通过渗透棉条651渗透至清洁海绵652的内部;s2:启动液压杆4向下移动按压板5,直至同时按压住多块太阳电池片2;s3:利用齿轮83与齿条111之间的啮合关系,按压板5下移会使风扇82转动,利用挤压板52设置的凹弧形,向一侧吹转挤压板52直至挤压出海绵条72内部的助焊剂,滴落的助焊剂顺着出液槽53被风吹出,并通过喷头531喷散到焊带与太阳电池片2的焊接处;s4:按压板5下移至最大距离时,利用第二金属箔片84与第一金属箔片121相接触,连通电烙铁32与外接电源,电烙铁32的焊接端开始逐步升温;s5:启动电机31驱动直线模组3带动电烙铁32向后侧移动,电烙铁32的焊接端首先通过第一组功能套63之间的间隙,利用吸附有清水的清洁海绵652对电烙铁32的焊接端进行预清理;s6:人工按住焊带,电烙铁32经过时,其焊接端对焊带以及太阳电池片2进行焊接;s7:电烙铁32的焊接端通过其他几组功能套63之间的间隙时,利用设置有磨砂层641的第一齿板64对电烙铁32焊接端沾附的、已融化的焊渣进行清理。
31.工作原理:启动液压杆4,液压杆4通过安装架41向下推动按压板5,直至按压板5按压住多块太阳电池片2,设置的防滑垫起到防滑的效果,以便后续焊接工作;当按压板5下移时,按压板5一侧面设置的齿轮83由于与支撑板11相互啮合,所以会在下移过程中转动,齿轮83转动时会通过转轴81带转风扇82,风扇82旋转会对空腔51的内部吹风,由于助焊筒7的内部装有助焊剂,助焊剂会通过滤膜711而浸湿海绵条72,当空腔51的内部从右至左进入的风会吹转挤压板52,从而使挤压板52一侧设置的凸点不断挤压海绵条72,从而使海绵条72内部的助焊剂滴落,进入的风会将滴落的助焊剂通过出液槽53从喷头531吹出,并洒在太阳电池片2的焊接处,从而清洁焊带与太阳电池片2的焊接处,以便
后续更好地焊接,其中,设置的滤膜711不但能够将助焊筒7内部助焊剂的杂质灰尘过滤掉,还能降低助焊剂渗透海绵条72的速率,从而防止海绵条72因吸收助焊剂过多而造成助焊剂的浪费;其中一个安装筒8的底部设置有第二金属箔片84,当第二金属箔片84跟着安装筒8下移至凹槽12的内部,并与相对应的第一金属箔片121相接触时,电烙铁32通电开启而使焊接端升温;启动电机31驱动直线模组3,直线模组3的移动端开始带动电烙铁32向后侧移动,电烙铁32的焊接端首先经过第一个功能机构,电烙铁32的焊接端恰好通过两个功能套63之间的间隙,并在摩擦力的作用下带转功能套63,由于功能套63的内部装有清水,而清水会通过渗透棉条651渗透到清洁海绵652的内部,并浸湿清洁海绵652,所以功能套63发生转动时,会通过清洁海绵652外露的一端对电烙铁32的焊接端进行预清理,其中设置的进料嘴66能够方便为功能套63补充清水;人工按住焊带,使焊带与太阳电池片2不发生相对移动,电烙铁32的焊接端与太阳电池片2成最佳焊接角度:45度,当电烙铁32慢慢靠近太阳电池片2以及焊带时,电烙铁32的焊接端会将焊带焊接在太阳电池片2的焊接处,从而完成焊接工作,由于无需人工持电烙铁32,所以焊接效果相对更好,焊接过程也相对更加安全,由于夹持机构一次性固定住多块太阳电池片2,所以电烙铁32能够一次性焊接多块太阳电池片2,从而提高了焊接效率;由于在每片太阳电池片2之间的位置都设置有功能机构,因此电烙铁32每焊接完成一块太阳电池片2,都会经过功能机构,从而带转功能套63,使第一齿板64通过磨砂层641转动摩擦掉电烙铁32焊接端沾附的、已融化的焊渣,使清洁海绵652转动清洁电烙铁32焊接端的表面,从而保证后续焊接的平滑度。
32.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。