1.本发明涉及一种轴承加工的控制方法及确定砂轮进给量的方法,属于轴承加工技术领域。
背景技术:
2.在轴承加工过程中,沟道磨削是轴承加工过程中的重要环节。沟道磨削的加工并非一步到位,往往需要进行二次磨削,多次磨削加工有助于减少轴承加工过程中的变形量。但是由于二次磨削时,沟道位置和沟曲率半径不可能与之前的参数完全一致,因此难免出现沟道位置和沟曲率半径发生变化的现象,其结果可能导致沟道截面形状不再是一条完整的圆弧曲线,而是两条或两条以上的圆弧曲线。对此还需要进一步磨削,以保证沟道截面形状为一条完整的圆弧曲线,导致磨削工作量增加。
技术实现要素:
3.本发明的目的是提供一种轴承加工的控制方法及确定砂轮进给量的方法,用以解决二次沟道磨削过程中存在多段圆弧导致工作量增加的问题。
4.为实现上述目的,本发明的方案和有益效果包括:
5.本发明的一种轴承加工确定砂轮进给量的方法,包括如下步骤:
6.1)获取一次加工时轴承的第一沟曲率半径、锁口高点位置和第一沟曲率中心;
7.2)以第一沟曲率中心到锁口高点的横向距离为第一横向距离,以第一沟曲率中心到锁口高点的纵向距离为第一纵向距离;通过第一沟曲率半径和锁口高点位置确定第一纵向距离,根据第一纵向距离和第一沟曲率半径确定第一横向距离;
8.3)获取一次加工后进行二次加工的待加工轴承的第二沟曲率半径,获取二次加工所述待加工轴承时砂轮的横向进给量;预设待加工轴承的第二沟曲率中心,第二沟曲率中心到锁口高点的横向距离为第二横向距离,第二沟曲率中心到锁口高点的纵向距离为第二纵向距离;通过第一横向距离和砂轮的横向进给量确定第二横向距离,根据第二横向距离和第二沟曲率半径确定第二纵向距离;
9.4)令二次加工时的锁口高点位置与一次加工时的锁口高点位置重合,计算第一纵向距离和第二纵向距离的差值,所述差值为砂轮的纵向进给量。
10.上述技术方案的有益效果为:本发明提供的轴承加工时确定砂轮进给量的方法,直接根据一次加工的沟曲率半径、锁口高点、预设的二次加工的沟曲率半径和砂轮的横向进给量确定砂轮的纵向进给量。以一次加工和二次加工的锁口高点为同一个的情况,计算出砂轮的纵向进给量,以该纵向进给量对轴承进行二次加工,就能完整磨削掉一次加工的沟道截面,使得二次加工的沟道截面形状为一条完整的圆弧曲线,以减少磨削过程的工作量。
11.进一步地,所述步骤2)中,通过如下公式计算得到第一横向距离:
[0012][0013]
其中,l1为第一横向距离,r1为第一沟曲率半径,t1为锁口高度。
[0014]
上述技术方案的有益效果为:通过三角形勾股定理建立一次加工时第一横向距离、第一沟曲率半径和锁口高度之间的数量关系,计算更加简单、快捷。
[0015]
进一步地,所述步骤3)中,通过如下公式计算得到第二纵向距离:
[0016][0017]
其中,l2为第二纵向距离,r2为第二沟曲率半径,r1为第一沟曲率半径,t1为锁口高度,a为砂轮的横向进给量。
[0018]
上述技术方案的有益效果为:通过三角形勾股定理建立二次加工时第二纵向距离、第二沟曲率和锁口高度之间的数量关系,能够快速的计算出二次加工时沟曲率中心到距离锁口高度的纵向距离。
[0019]
进一步地,通过如下公式计算得到砂轮的纵向进给量:
[0020][0021]
其中,b为砂轮的纵向进给量。
[0022]
上述技术方案的有益效果为:将获取的一次加工的工件参数和预设的二次加工的工件参数输入至计算纵向进给量的数学表达式,只需要进行简单的数学计算,就可以精准的获得二次加工时砂轮的纵向进给量,不仅计算简单,也极大的减少了轴承加工的工作量。
[0023]
进一步地,根据第一沟曲率半径确定第一沟底直径,根据第二沟曲率半径确定第二沟底直径;根据砂轮纵向进给量通过如下公式计算第一沟底直径和第二沟底直径的差值:
[0024]
δ=2(b r
2-r1)
[0025]
其中,δ为第一沟底直径和第二沟底直径的差值。
[0026]
本发明还提供一种轴承加工的控制方法,包括如下步骤:
[0027]
a获取一次加工时轴承的第一沟曲率半径、锁口高点位置和第一沟曲率中心;
[0028]
b以第一沟曲率中心到锁口高点的横向距离为第一横向距离,以第一沟曲率中心到锁口高点的纵向距离为第一纵向距离;通过第一沟曲率半径和锁口高点位置确定第一纵向距离,根据第一纵向距离和第一沟曲率半径确定第一横向距离;
[0029]
c获取一次加工后再次加工的待加工轴承的第二沟曲率半径,获取再次加工所述待加工轴承时砂轮的横向进给量;预设待加工轴承的第二沟曲率中心,第二沟曲率中心到锁口高点的横向距离为第二横向距离,第二沟曲率中心到锁口高点的纵向距离为第二纵向距离;通过第一横向距离和砂轮的横向进给量确定第二横向距离,根据第二横向距离和第二沟曲率半径确定第二纵向距离;
[0030]
d令再次加工时的锁口高点位置与一次加工时的锁口高点位置重合,计算第一纵向距离和第二纵向距离的差值,所述差值为砂轮的纵向进给量;
[0031]
e按照砂轮的纵向进给量和横向进给量控制砂轮对轴承进行加工,判断再次加工后轴承沟道是否达到设定的加工标准,若未达到,则重复步骤a~d进行重新加工。
[0032]
上述技术方案的有益效果为:本发明提供的轴承加工的控制方法,直接根据一次加工的沟曲率半径、锁口高点、预设的二次加工的沟曲率半径和砂轮的横向进给量确定砂轮的纵向进给量。以一次加工和二次加工的锁口高点为同一个的情况,计算出砂轮的纵向进给量,以该纵向进给量对轴承进行二次加工,就能完整磨削掉一次加工的沟道截面,使得二次加工的沟道截面形状为一条完整的圆弧曲线,以减少磨削过程的工作量。
[0033]
进一步地,所述步骤b中,通过如下公式计算得到第一横向距离:
[0034][0035]
其中,l1为第一横向距离,r1为第一沟曲率半径,t1为锁口高度。
[0036]
进一步地,所述步骤c中,通过如下公式计算得到第二纵向距离:
[0037][0038]
其中,l2为第二纵向距离,r2为第二沟曲率半径,r1为第一沟曲率半径,t1为锁口高度,a为砂轮的横向进给量。
[0039]
进一步地,通过如下公式计算得到砂轮的纵向进给量:
[0040][0041]
其中,b为砂轮的纵向进给量。
[0042]
进一步地,根据第一沟曲率半径确定第一沟底直径,根据第二沟曲率半径确定第二沟底直径;根据砂轮纵向进给量通过如下公式计算第一沟底直径和第二沟底直径的差值:
[0043]
δ=2(b r
2-r1)
[0044]
其中,δ为第一沟底直径和第二沟底直径的差值。
附图说明
[0045]
图1是方法实施例中二次磨削时,轴承沟道变化示意图;
[0046]
图2是方法实施例中二次磨削时,砂轮位移变化示意图;
[0047]
图3是方法实施例中二次磨削后,最终沟道状态示意图。
具体实施方式
[0048]
下面结合附图和实施例对本发明做进一步详细地说明。
[0049]
确定砂轮进给量的方法实施例:
[0050]
本发明提供一种轴承加工确定砂轮进给量的方法,在进行沟道磨削时,第一次磨削与第二次磨削的沟道位置和沟曲率半径会对应不同,为了避免两次磨削导致沟道界面形状不是一条完整的圆弧曲线的情况,本发明在沟道位置或者沟曲率半径发生变化时,计算
砂轮的纵向进给量,以保证轴承沟道磨削时的完整性,以便能够在轴承沟道磨削过程中指导生产。
[0051]
具体地,本发明提供的一种轴承加工时控制磨削量的方法包括如下步骤:
[0052]
1)确定磨削时的加工参数。
[0053]
如图1所示,轴承第一次磨削时的沟道曲线为弧线ab;第二次磨削后,沟道截面形状为两条圆弧曲线的情况对应图中的弧线cdb;第二次磨削后,沟道截面形状为一条完整的圆弧曲线的情况对应图中弧线eb。由工艺文件或实际加工参数确定轴承沟道在第一次磨削时的沟曲率半径r1、第二次磨削时的沟曲率半径r2。
[0054]
2)确定砂轮的横向进给量a。
[0055]
如图2所示,在第二次磨削时,由工艺文件或实际加工参数确定砂轮的横向进给量a。
[0056]
3)计算砂轮的纵向进给量b。
[0057]
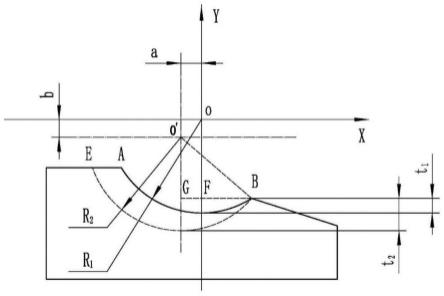
为保证沟形的完整性,砂轮需要在上次移动的基础上,继续纵向移动纵向进给量b。如图3所示,第一次磨削的锁口高点为图中b点,锁口高度为b点到弧线ab最低点的距离,即锁口高度为t1。第二次磨削的锁口高点为同样为图中b点,锁口高度为b点到弧线eb最低点的距离,即锁口高度为t2。在第一次磨削时,圆心o为沟曲率中心是已知的,并且沟曲率半径为已知;在第二次磨削时,根据工程实践第二次磨削沟道沟曲率半径为已知,虽然在理论基础上,在半径已知的情况下,可以对应计算出第二次磨削的沟曲率中心,也即o
′
,随之就能计算出砂轮的纵向进给量b。但是,在每一次需要移动砂轮的磨削时都计算一次沟曲率中心,会带来很大的计算量,并不适合于工程实践中。
[0058]
本发明在计算砂轮的纵向进给量b时,先将第一次磨削时的加工参数分别对应到几何图形中,即rt
△
ofb。根据第一次磨削时的加工参数可以直接确定第一次磨削的沟曲率半径r1和锁口高度t1,因此,在rt
△
ofb中,of的长度为第一次磨削时的半径与锁口高度之间的差值,ob的长度为第一次磨削的沟曲率半径值,于是在rt
△
ofb中,根据勾股定理,通过如下公式就能计算出bf的长度。
[0059]
l
of
=r
1-t1[0060]
l
ob
=r1[0061][0062]
故,
[0063]
在第二次磨削时,已知砂轮横向进给量a,因此能确定o
′
g所在直线的位置;第二次磨削时,锁口高点b与第一次磨削时的锁口高点b相同,并且根据第一次磨削时确定的bf的长度,就能确定bg的位置及长度;再根据第二次磨削时沟曲率半径r2为已知,就能确定出rt
△o′
gb,进而能计算出o
′
g的长度,以此来确定砂轮的纵向进给量b。根据rt
△o′
gb计算出的纵向进给量b能够使得第二次磨削后,轴承沟道仍为一条完整的圆弧曲线,即为弧线eb。于是在rt
△o′
gb中,根据勾股定理,通过如下公式就能计算出o
′
g的长度。
[0064]
l
bg
=l
bf
a
[0065]
lo′b=r2[0066]
[0067]
故,
[0068]
砂轮纵向进给量b=r
1-t
1-lo′g,即根据砂轮纵向进给量,可以直接获得第二次磨削的新沟底直径相比第一次磨削的原沟底直径的减少量为δ=2(b r
2-r1)。
[0069]
本实施例中,纵向表示轴承套圈直径移动的方向,也即沿砂轮直径运动的方向;横向指沿砂轮轴线移动的方向。对于轴承而言,砂轮的运动是在二维坐标下的运动,即只存在平面内的运动,不存在图3中相对于xy轴之外的z轴方向的运动(方向为向外或向内)。
[0070]
利用本发明确定的砂轮的纵向进给量b的计算公式就可以在进行沟道磨削时,获取第一次沟道磨削的沟曲率半径、锁口高度、第二次沟道磨削的沟曲率半径和砂轮横向进给量就可以直接计算得到在保证二次磨削仍为一道完整沟形的砂轮纵向进给量。
[0071]
利用本发明的方法对某角接触球轴承内圈进行磨削时,轴承沟道在第一次磨削时的沟曲率半径为2.86mm,锁口高度为0.2mm。第二次磨削时的沟曲率半径为2.88mm,砂轮横向进给量0.1mm。
[0072]
为保证二次加工后的沟道沟形完整,砂轮需要纵向进给量b。
[0073][0074]
此时,第二次磨削的锁口高点与第一次磨削的锁口高点重合,第二次磨削的新沟底直径相比第一次磨削的原沟底直径的减少量为δ=2
×
(0.019 2.88-2.86)=0.078mm。据此,可以确定保证沟形完整性的相关磨削参数,即砂轮需在第一次沟道磨削径向位移的基础上继续下移0.019mm,或者保证新形成的沟底直径至少比第一次沟道磨削所形成的沟底直径的基础上减少0.078mm。
[0075]
控制方法实施例:
[0076]
本发明还提供一种轴承加工的控制方法,根据本发明提供的轴承加工确定砂轮进给量的方法确定的砂轮纵向进给量,控制砂轮纵向移动进行轴承加工磨削,加工后判断轴承沟道是否达到设定的加工标准,也就是判断轴承的沟曲率半径是否达到需要的设定值,沟道截面是否为一条完整的弧线,若未达到则重新计算砂轮的纵向进给量,再次进行加工。轴承加工确定砂轮进给量的方法已在方法实施例中阐述清楚,此处不再赘述。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。