1.本发明涉及热处理技术领域,具体而言,涉及一种粉末冶金制品的氮化工艺方法。
背景技术:
2.粉末冶金制品可以减少机械加工量,提高生产率,所以在五金、电子工业上得到了日益广泛的应用。为了进一步提高其抗变载荷能力和耐磨耐磨性能,需要对粉末冶金制品进行氮化处理。
3.现有技术中,通常采用井式氮化炉实现对工件的氮化,且通常是通入氮化气体后一次氮化,难以控制气氛中的氮含量比或氮氢含量比,经气体氮化处理的工件表面通常会出现较厚(20um以上)的化合物层,这是由于e γ
′
两相组成的不均匀混合物层,里层则为扩散层。因此,在化合物内产生三相显微应力,若在此方向上再约略加外力就会产生微裂纹,此裂纹逐渐扩展而使整个化合物层剥落,含铬,铝渗氮钢的化合物层很脆,气体氮化后一般都要把它磨去才能使用。
技术实现要素:
4.本发明的目的包括,例如,提供了一种粉末冶金制品的氮化工艺方法,其能够提高工件表面硬度,改善白亮层不均匀现象,减少了工作的噪音,提高了耐磨、耐蚀特性,还可进一步扩大粉末冶金制品的用途,不需要磨削直接装机使用,降低后期加工成本。
5.本发明的实施例可以这样实现:
6.第一方面,本发明提供一种粉末冶金制品的氮化工艺方法,包括:
7.对工件进行清洗;
8.将所述工件送入真空炉;
9.在渗氮温度下周期性地对所述真空炉进行抽真空操作和通氮化气体操作,以对所述工件进行真空脉冲氮化;
10.冷却所述工件并出炉。
11.在可选的实施方式中,在渗氮温度下周期性地对所述真空炉进行抽真空操作和通氮化气体操作的步骤,包括:
12.抽出所述真空炉内的气体,直至所述真空炉内的真空度达到第一预设值;
13.加热所述真空炉至渗氮温度;
14.停止抽出所述真空炉内的气体,并向所述真空炉内通入氮化气体,直至所述真空炉内的气压达到第二预设值,完成一个氮化周期;
15.循环完成多个氮化周期。
16.在可选的实施方式中,所述第一预设值为1.33pa。
17.在可选的实施方式中,加热所述真空炉至渗氮温度的步骤,包括:
18.加热所述真空炉至530℃-540℃,并保温。
19.在可选的实施方式中,所述第二预设值为1000mbar。
20.在可选的实施方式中,每个所述氮化周期为80-140ss。
21.在可选的实施方式中,循环完成多个氮化周期的步骤,包括:
22.循环完成60个氮化周期。
23.在可选的实施方式中,对工件进行清洗的步骤,包括:
24.将工件送入真空清洗机;
25.蒸汽清洗所述工件;
26.循环喷淋所述工件;
27.浸泡所述工件;
28.干燥所述工件并出炉。
29.在可选的实施方式中,在蒸汽清洗所述工件400s的步骤之前,所述方法还包括:
30.向所述真空清洗机加入cl离子中和剂;
31.预喷淋所述工件。
32.在可选的实施方式中,所述氮化气体为氨气。
33.本发明实施例的有益效果包括,例如:
34.本发明实施例提供的粉末冶金制品的氮化工艺方法,其首先对工件进行清洗,然后将工件送入真空炉,并且在渗氮温度下周期性地对真空炉进行抽真空操作和通氮化气体的操作,从而实现对工件实现真空脉冲氮化,最后冷却工件并出炉。相较于现有技术,本发明通过脉冲气体氮化工艺,可通过控制气氛中氮含量比,或氮氢的比例,可以获得5-15um的脆性较小的ε相单相层或0-8um厚的韧性γ
′
相单相层,也可以得到韧性更优的无化合物层而仅有扩散层的渗层,这样可以提高工件表面硬度,改善白亮层不均匀现象,减少了工作的噪音,提高了耐磨、耐蚀特性,还可进一步扩大粉末冶金制品的用途,与其他氮化工艺相比,可以说是提高粉末冶金件氮化质量的一个很好得途径,且不需要磨削直接装机使用,降低后期加工成本。
附图说明
35.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
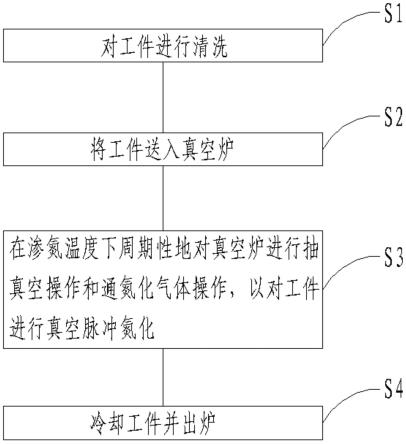
36.图1为本发明具体实施例提供的粉末冶金制品的氮化工艺方法的步骤框图。
具体实施方式
37.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
38.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范
围。
39.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
40.在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
41.此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
42.正如背景技术中所公开的,现有技术中的氮化工艺,通常是采用井式氮化炉实现的,首先需要融入保护气体置换,然后通入氮化气体,并在审的温度下保持一定时间连续渗氮,渗氮速度较慢,渗氮时间较长,导致总的氮化周期长达24小时。同时,由于渗氮气体通入炉内后即无法控制,导致无法控制炉内气氛,持续渗氮作用下,经气体氮化处理的工件表面通常会出现较厚(20um以上)的化合物层,这是由于e γ
′
两相组成的不均匀混合物层,里层则为扩散层。因此,在化合物内产生三相显微应力,若在此方向上再约略加外力就会产生微裂纹,此裂纹逐渐扩展而使整个化合物层剥落,含铬,铝渗氮钢的化合物层很脆,气体氮化后一般都要把它磨去才能使用。
43.此外,对于钢制零件,氮化前可用汽油、洗涤剂进行清洗,而对于多孔的粉末冶金,使用常规的清洗方法是不当的。
44.为了解决上述问题,本发明提供了一种新型的粉末冶金制品的氮化工艺方法,需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
45.具体实施例
46.参见图1,本实施例提供一种粉末冶金制品的氮化工艺方法,提高了粉末冶金件的氮化质量,且冶金件不需要磨削直接装机使用,降低后期加工成本。
47.本实施例提供的粉末冶金制品的氮化工艺方法,用于实现对粉末冶金制品的氮化工艺,能够进一步提升粉末冶金制品的抗变载荷能力和耐磨耐磨性能。其中粉末冶金制品的粉末配方为:铜2.5%、石墨1.5%、硬质酸锌1%、二硫化钼0.5%、锭子油0.1%、100目铁粉94.4%,烧制后制品含碳量为0.68%、金相组织为珠光体 铁素体 石墨、硬度93hrb。
48.本实施例提供的粉末冶金制品的氮化工艺,具体包括以下步骤:
49.s1:对工件进行清洗。
50.具体而言,可以利用真空溶剂清洗机对粉末冶金制品进行清洗,首先将工件放入到真空溶剂清洗机,然后向真空清洗机中加入cl离子中和剂,然后预喷淋工件,起到初步清洗作用,再通过蒸汽清洗工艺对工件进行清洗,然后循环喷淋工件,再浸泡工件,最后干燥工件后出炉。
51.需要说明的是,本实施例中真空溶剂清洗机能够清洗充分,压制粉末冶金件的空隙油污、避免表面含氧化物吸附和在后期还原性气氛而生成氧,减少内氧化清洗系统采用纯净的环境的环保碳氢有机溶剂,对金属加工有及各种淬火油都有极佳的溶解性,能够保证清洗效果。
52.优选地,本实施例中可以采用真空溶剂清洗机清洗,通过对工件蒸汽清洗400秒、
喷淋400秒、浸泡300秒(包含发泡和超声波)、快速干燥800秒,充分去除表面油污、水分、切削液、避免表面含氧化物吸附和在后期还原性气氛而生成氧。
53.s2:将工件送入真空炉。
54.具体地,将清洗过后的工件送入真空炉,真空炉上设置有抽真空装置和氮化气体通入装置,其中抽真空装置可以是机械泵,能够实现对真空炉内气体的抽取动作,从而使得炉内气压降低,氮化气体通入装置用于脉冲式地向真空炉内通入氮化气体,方便对工件进行氮化。
55.s3:在渗氮温度下周期性地对真空炉进行抽真空操作和通氮化气体操作,以对工件进行真空脉冲氮化。
56.具体而言,在工件装入真空炉后,首先抽出真空炉内的气体,直至真空炉内的真空度达到第一预设值,然后加热真空炉至渗氮温度,再停止抽出真空炉内的气体,并向真空炉内通入氮化气体,直至真空炉内的气压达到第二预设值,完成一个氮化周期,然后循环完成多个氮化周期。
57.需要说明的是,在完成多个氮化周期的过程中,真空炉始终处于渗氮温度的范围内,保证温度始终处于渗氮条件下。
58.优选地,此处第一预设值可以是1.33pa,即初始抽真空动作需要持续到真空炉内的真空度达到1.33pa时才会启动后续的加热动作。同时,渗氮温度可以是530℃-540℃,即加热真空炉至530℃-540℃,优选加热至535℃,并保温直至渗氮结束。同时,第二预设值可以是1000mbar,即通入氮化气体会使得炉内压力升高,直至1000mbar时即可停止通入。此外,每个氮化周期为80-140s,在整个氮化工艺中需要完成60个氮化周期。当然,此处所列举的数据仅仅是举例说明,可以根据实际的氮化环境做出一定改进。
59.在本实施例中,氮化气体可以是氨气,氨气的通入速率可以是5m3/h,实际执行步骤s3时,可以采用脉冲方式向真空炉内通入氨气,即工件装入真空炉后开始启动机械泵抽气,当真空度达到第一预设值(例如1.33pa)时,通电升温,加热真空炉,同时继续抽真空,保持炉内的真空度,炉温达到要求的渗氮温度530-540℃后,保温一定时间,然后停止抽真空,向炉内通人干燥的氨气,使炉压升高至1000mbar下,循环60次,一次120秒,保持一定时间,再抽真空并保持一定时间,再通入氨气,如此反复进行多次,直到渗层达到要求为止。在整个氮化过程中炉温保持不变。
60.在本实施例中,真空脉冲氮化后工件表面硬度较高,渗氮速度较普通气体渗氮快很多,缩短氮化时间,总周期为14小时,比气体氮化总周期24小时减少了10小时,且渗层均匀分布。
61.s4:冷却工件并出炉。
62.具体而言,在渗层达到要求后,停止加热并冷却真空炉至80℃后出炉,完成渗氮动作。
63.值得注意的是,常规工艺中,其具体工艺过程参数如下:井式氮化炉温度525℃点火10min,渗氮温度525℃保持9h,此时nh3分解率18%-22%,然后保持渗氮温度525℃11h,此时nh3分解率30%-35%,最后保持渗氮温度525℃7h,此时nh3分解率18%-22%,nh3流量15-25m3/h,工艺周期27小时左右。而要求规范如下:表面硬度≥550hv
0.05
;氮化层-花键≥0.1mm;白亮层-花键处:5-15μm;脆性≤2级;疏松≤2级;脉冲氮化物≤2级。利用常规工艺渗
氮处理后工件的检测结果如下:表面硬度456、634、493hv
0.05
,氮化层-花键:0.037dn(280hv
0.1
);白亮层-花键处:6-10μm,脆性3级;疏松3级;脉冲氮化物3级。检测结果证明其并不合格。
64.经过本发明提供的粉末冶金制品的氮化工艺方法后,对于工件的检测结果如下:表面硬度643、631、656hv
0.05
,氮化层-花键:0.951dn(280hv
0.1
),白亮层-花键:5-12μm,脆性1级;疏松2级;脉冲氮化物1级。检测结果证明其合格。由此可以看出,经过本实施例方法渗氮后的工件,质量优于常规工艺渗氮后的工件。
65.综上所述,本实施例提供的粉末冶金制品的氮化工艺方法,其首先对工件进行清洗,然后将工件送入真空炉,并且在渗氮温度下周期性地对真空炉进行抽真空操作和通氮化气体的操作,从而实现对工件实现真空脉冲氮化,最后冷却工件并出炉。相较于现有技术,本发明通过脉冲气体氮化工艺,可通过控制气氛中氮含量比,或氮氢的比例,可以获得5-15um的脆性较小的ε相单相层或0-8um厚的韧性γ
′
相单相层,也可以得到韧性更优的无化合物层而仅有扩散层的渗层,这样可以提高工件表面硬度,改善白亮层不均匀现象,减少了工作的噪音,提高了耐磨、耐蚀特性,还可进一步扩大粉末冶金制品的用途,与其他氮化工艺相比,可以说是提高粉末冶金件氮化质量的一个很好得途径,且不需要磨削直接装机使用,降低后期加工成本。
66.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。