技术特征:
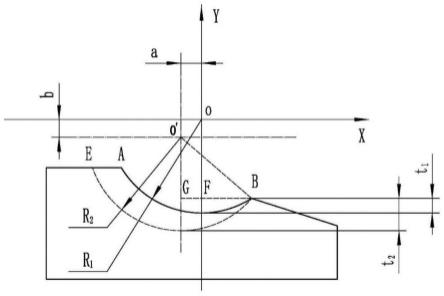
1.一种轴承加工确定砂轮进给量的方法,其特征在于,包括如下步骤:1)获取一次加工时轴承的第一沟曲率半径、锁口高点位置和第一沟曲率中心;2)以第一沟曲率中心到锁口高点的横向距离为第一横向距离,以第一沟曲率中心到锁口高点的纵向距离为第一纵向距离;通过第一沟曲率半径和锁口高点位置确定第一纵向距离,根据第一纵向距离和第一沟曲率半径确定第一横向距离;3)获取一次加工后进行二次加工的轴承的第二沟曲率半径,获取二次加工轴承时砂轮的横向进给量;预设待加工轴承的第二沟曲率中心,第二沟曲率中心到锁口高点的横向距离为第二横向距离,第二沟曲率中心到锁口高点的纵向距离为第二纵向距离;通过第一横向距离和砂轮的横向进给量确定第二横向距离,根据第二横向距离和第二沟曲率半径确定第二纵向距离;4)令二次加工时的锁口高点位置与一次加工时的锁口高点位置重合,计算第一纵向距离和第二纵向距离的差值,所述差值为砂轮的纵向进给量。2.根据权利要求1所述的轴承加工确定砂轮进给量的方法,其特征在于,所述步骤2)中,通过如下公式计算得到第一横向距离:其中,l1为第一横向距离,r1为第一沟曲率半径,t1为锁口高度。3.根据权利要求1所述的轴承加工确定砂轮进给量的方法,其特征在于,所述步骤3)中,通过如下公式计算得到第二纵向距离:其中,l2为第二纵向距离,r2为第二沟曲率半径,r1为第一沟曲率半径,t1为锁口高度,a为砂轮的横向进给量。4.根据权利要求2或3所述的轴承加工确定砂轮进给量的方法,其特征在于,通过如下公式计算得到砂轮的纵向进给量:其中,b为砂轮的纵向进给量。5.根据权利要求4所述的轴承加工确定砂轮进给量的方法,其特征在于,根据第一沟曲率半径确定第一沟底直径,根据第二沟曲率半径确定第二沟底直径;根据砂轮纵向进给量通过如下公式计算第一沟底直径和第二沟底直径的差值:δ=2(b r
2-r1)其中,δ为第一沟底直径和第二沟底直径的差值。6.一种轴承加工的控制方法,其特征在于,包括如下步骤:a获取一次加工时轴承的第一沟曲率半径、锁口高点位置和第一沟曲率中心;b第一沟曲率中心到锁口高点的横向距离为第一横向距离,第一沟曲率中心到锁口高点的纵向距离为第一纵向距离;通过第一沟曲率半径和锁口高点位置确定第一纵向距离,
根据第一纵向距离和第一沟曲率半径确定第一横向距离;c预设一次加工后再次加工的待加工轴承的第二沟曲率半径,获取再次加工所述待加工轴承时砂轮的横向进给量;预设待加工轴承的第二沟曲率中心,第二沟曲率中心到锁口高点的横向距离为第二横向距离,第二沟曲率中心到锁口高点的纵向距离为第二纵向距离;通过第一横向距离和砂轮的横向进给量确定第二横向距离,根据第二横向距离和第二沟曲率半径确定第二纵向距离;d令再次加工时的锁口高点位置与一次加工时的锁口高点位置重合,计算第一纵向距离和第二纵向距离的差值,所述差值为砂轮的纵向进给量;e按照砂轮的纵向进给量和横向进给量控制砂轮对轴承进行加工,判断再次加工后轴承沟道是否达到设定的加工标准,若未达到,则重复步骤a~d进行重新加工。7.根据权利要求6所述的轴承加工的控制方法,其特征在于,所述步骤b中,通过如下公式计算得到第一横向距离:其中,l1为第一横向距离,r1为第一沟曲率半径,t1为锁口高度。8.根据权利要求6所述的轴承加工的控制方法,其特征在于,所述步骤c中,通过如下公式计算得到第二纵向距离:其中,l2为第二纵向距离,r2为第二沟曲率半径,r1为第一沟曲率半径,t1为锁口高度,a为砂轮的横向进给量。9.根据权利要求7或8所述的轴承加工的控制方法,其特征在于,通过如下公式计算得到砂轮的纵向进给量:其中,b为砂轮的纵向进给量。10.根据权利要求9所述的轴承加工的控制方法,其特征在于,根据第一沟曲率半径确定第一沟底直径,根据第二沟曲率半径确定第二沟底直径;根据砂轮纵向进给量通过如下公式计算第一沟底直径和第二沟底直径的差值:δ=2(b r
2-r1)其中,δ为第一沟底直径和第二沟底直径的差值。
技术总结
本发明涉及一种轴承加工的控制方法及确定砂轮进给量的方法,属于轴承加工技术领域;根据轴承加工的一次加工过程中的沟曲率中心、沟曲率半径和锁口高度等效出三角形,计算出一次加工的沟曲率中心到锁口的横向距离;根据锁口高度、预设轴承二次加工的沟曲率中心和沟曲率半径等效出三角形,计算出二次加工的沟曲率中心到锁口的纵向距离;再根据二次加工的沟曲率中心到锁口的纵向距离和一次加工的沟曲率半径计算得到砂轮的纵向进给量。利用本发明可直接根据一次加工的沟曲率半径、锁口高度、预设的二次加工的沟曲率半径和砂轮的横向进给量确定砂轮的纵向进给进行加工,保证加工的沟道截面形状为一条完整的圆弧曲线,以减少磨削过程的工作量。过程的工作量。过程的工作量。
技术研发人员:尹延经 徐润润 韩涛 李文超 张振强
受保护的技术使用者:洛阳轴承研究所有限公司
技术研发日:2022.04.21
技术公布日:2022/7/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。