1.本发明涉及光学加工技术领域,尤其是涉及一种子口径加工工艺的自动优选方法、系统和介质。
背景技术:
2.子口径抛光技术由美国r.a.jones在60年代提出,其基本原理是采用远小于加工元件口径的工具,通过数控技术控制驻留时间去除局部材料,结合高精度面形检测迭代加工实现误差收敛,可获得大口径光学元件面形误差rms优于0.01μm。由于其高精度高确定性的优点,子口径抛光技术广泛应用于超精密加工的最终精密修形阶段,是目前实现大口径光学元件高精度加工的最可行手段。例如小工具数控、气囊、大气等离子体、磁流变、射流、离子束等先进光学制造技术均属于子口径抛光技术,大幅提升了光学元件的加工精度与效率,但目前大口径光学元件超精密加工成本依然十分高昂,动辄数十万,数百万。
3.在子口径抛光数字化自动控制模型中,面形误差表征的是待加工元件所需去除函数的空间频段误差的分布,去除函数表征的是加工工具修正空间频段误差的能力,去除函数可以用二维矩阵来表征其工具在定点加工影响范围内的去除速率分布。
4.虽然采用磁流变、离子束、小工具数控等子口径抛光技术,均可实现rms值小于0.1μm的大口径光学元件加工,由于面形误差分布存在随机性与去除函数具备多样性的特点,为了获得最终精度,一般采用尽可能保守的低去除速率小尺寸去除函数,导致加工工时大幅增加。
5.目前表征去除函数修正能力的方法主要有两种,一是根据加工实验结果来间接反映去除函数对所加工元件误差分布的收敛能力,这需要大量的实验结果作为前提,需要实验人员具有一定的经验积累才能够具有一定程度的实操性;二是直接对去除函数傅利叶变换,可定性表征去除对空间频段误差的修正能力。这两种方式仅能够通过经验或多个去除函数之间的定性表征对去除函数修正能力进行评价,均未能根据不同情况下,光学元件面形误差分布不同做出针对性的工艺优选。
6.综上所述,现有技术中的子口径加工工艺的自动优选方法均未解决实际加工中,未能结合当前元件的面形误差分布得到最适合当前元件的工艺参数(去除函数)的问题,严重降低了子口径抛光的综合效率。
技术实现要素:
7.本发明的目的是提供一种加工效率高、生产成本低的子口径加工工艺的自动优选方法、系统和介质。
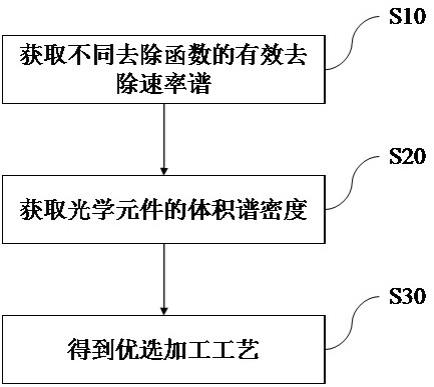
8.本发明第一方面提供了一种子口径加工工艺的自动优选方法,包括如下步骤:步骤s10:获取不同去除函数的有效去除速率谱,所述有效去除速率谱为去除函数修正各空间频率误差体积的收敛速率;步骤s20:获取光学元件的体积谱密度函数,所述体积谱密度函数为光学元件的面
形误差在各频率下所含残余误差材料体积的密度;步骤s30:通过所述有效去除速率谱和体积谱密度函数得到优选加工工艺。
9.进一步的,步骤s10还包括:通过面形误差体积变化量与加工时间的比值,得到有效去除速率谱。
10.进一步的,通过所述有效去除速率谱和所述体积谱密度函数得到优选加工工艺。
11.进一步的,步骤s20还包括,通过所述有效去除速率谱和所述体积谱密度函数计算得到时间谱密度函数,对所述时间谱密度函数进行积分得到所述去除函数的加工时间;当所述去除函数的加工时间最小时,所述去除函数为优选加工工艺。
12.进一步的,步骤s20中,时间谱密度函数为体积谱密度函数与有效去除速率谱相除。
13.进一步的,步骤s20还包括:在预设空间频段对所述体积谱密度函数进行积分得到光学元件在该预设空间频段下的面形误差体积,计算所述去除函数截止频率外的面形误差体积,选择体积差值最小的去除函数作为优选加工工艺。
14.进一步的,所述体积谱密度函数为二维体积谱密度函数或一维体积谱密度函数。
15.本发明第二方面提供了一种子口径加工工艺的优选系统,包括有效去除速率谱获取模块、体积谱密度函数获取模块和优选加工工艺获取模块;所述有效去除速率谱获取模块用于获取不同去除函数的有效去除速率谱;所述体积谱密度函数获取模块用于获取光学元件的体积谱密度函数;所述优选加工工艺获取模块用于通过所述有效去除速率谱和所述体积谱密度函数得到优选加工工艺。
16.本发明第三方面提供了一种可读存储介质,用于存储程序,所述程序被执行时,用于实现所述的子口径加工工艺的自动优选方法。
17.综上所述,本发明至少具有如下技术效果:1. 本发明中通过光学元件的体积谱密度函数,实现了光学元件面形误差体积在频域上的定量表征和分频段表征,能够获取光学元件在不同频段上的面形误差体积数量,为光学元件加工提供精确的数据参考;2. 本发明通过有效去除速率谱和体积谱密度函数得到优选加工工艺,使得去除函数的体积数据与光学元件面形误差体积数据能够相互匹配,从而有效解决了现有技术中去除函数无法结合光学元件的面形误差分布得到最适合光学元件的工艺参数的问题,有效提升了子口径抛光的综合效率,降低了生产成本,带来了巨大的经济效益;3. 本发明通过面形误差体积变化量与加工时间的比值,得到有效去除速率谱,提出了与去除函数形态、尺寸等直接相关的有效去除速率谱的概念,利用有效去除速率谱能够定量表征去除函数修正空间频率误差能力,实现了去除函数的定量表征;4. 本发明通过有效去除速率谱和体积谱密度函数得到优选加工工艺,将去除函数的有效去除速率与光学元件待去除的面形误差分布进行结合,可得到采用何种去除函数的组合能够提高光学元件的加工速率或加工精度,便于实验人员根据实际情况进行优选;5. 本发明通过对时间谱密度函数进行积分得到所述去除函数的加工时间,从而选择加工时间最小的去除函数作为优选加工工艺,从而有效提高了光学元件的加工速率,提升了子口径抛光的综合效率,具有巨大的经济效益和实际生产应用价值;6. 本发明通过在预设空间频段对所述体积谱密度函数进行积分得到面形误差体
积,计算残余误差材料体积与面形误差体积的体积差值,进而选择体积差值最小的去除函数作为优选加工工艺,这种优选方式便于实践经验少的试验人员使用,并且,具有操作和计算简单便捷,加工效率高、精度高的优势。
附图说明
18.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
19.图1是本发明中子口径加工工艺的自动优选方法和系统的示意图;图2是本发明中面形误差1体积谱密度函数曲线;图3是本发明中去除函数1有效去除速率谱曲线图;图4是本发明中子口径加工工艺的自动优选方法的示意图一;图5是本发明中时间谱密度的曲线图;图6是本发明中面形1的误差分布及数值图;图7是本发明中面形2的误差分布及数值图;图8是本发明中去除函数1的形态分布及参数图;图9是本发明中去除函数2的形态分布及参数图;图10是本发明中子口径加工工艺的自动优选方法的示意图二;图11是本发明中rand旋转变换函数的示意图。
具体实施方式
20.以下的说明提供了许多不同的实施例、或是例子,用来实施本发明的不同特征。以下特定例子所描述的元件和排列方式,仅用来精简的表达本发明,其仅作为例子,而并非用以限制本发明。
21.下面将结合本发明实施例中附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本发明的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
23.实施例一:如图1所示,本发明实施例一提供了一种子口径加工工艺的自动优选方法,包括如下步骤:步骤s10:获取不同去除函数的有效去除速率谱,所述有效去除速率谱为去除函数修正各空间频率误差体积的收敛速率;
步骤s20:获取光学元件的体积谱密度函数,所述体积谱密度函数为光学元件的面形误差在各频率下所含残余误差材料体积的密度;步骤s30:通过所述有效去除速率谱和体积谱密度函数得到优选加工工艺。
24.实施例一中子口径加工工艺的自动优选方法将去除函数与面形误差匹配的定量表征,解决了现有技术中在子口径加工过程中需根据待加工元件的面形误差的需求,并能够选择合理的工艺参数加工,可实现工艺参数的自动优选,获得与当前待加工元件面形误差空间分布最匹配的去除函数,实现高效率加工,降低生产成本。
25.体积谱密度函数vsd(ω)可表征面形误差在各空间频段误差体积含量的定量表征数学模型,获得面形误差体积含量频域定量表征,如图2所示。
26.通过光学元件的体积谱密度函数,实现了光学元件面形误差体积在频域上的定量表征和分频段表征,能够获取光学元件在不同频段上的面形误差体积数量,为光学元件加工提供精确的数据参考。
27.通过有效去除速率谱和体积谱密度函数得到优选加工工艺,使得去除函数的体积数据与光学元件面形误差体积数据能够相互匹配,实现了去除函数与待加工元件面形误差的匹配度,为光学元件超精密加工工艺参数自动智能优选提供有效可靠的技术途径,从而有效解决了现有技术中去除函数无法结合光学元件的面形误差分布得到最适合光学元件的工艺参数的问题,有效提升了子口径抛光的综合效率,降低了生产成本,带来了巨大的经济效益;进一步的,步骤s10还包括:通过面形误差体积变化量与加工时间的比值,得到有效去除速率谱。
28.有效去除速率谱基于空域仿真计算获得去除函数修整各个空间频段误差的有效去除速率谱,获得去除函数修正各空间频段误差能力的定量表征。
29.面形误差体积变化量为预设空间频率下加工前后面形误差的体积变化量,通过面形误差体积变化量与加工时间的比值,得到有效去除速率谱re(ω),如图3所示,可实现小工具数控抛光、气囊抛光、射流抛光、大气等离子体抛光、磁流变抛光、离子束抛光等所有子口径抛光的去除函数的定量表征,提出了与去除函数形态、尺寸等直接相关的有效去除速率谱的概念,利用有效去除速率谱能够定量表征去除函数修正空间频率误差能力,实现了去除函数的定量表征。
30.进一步的,通过所述有效去除速率谱和所述体积谱密度函数得到优选加工工艺。
31.通过有效去除速率谱和体积谱密度函数得到优选加工工艺,将去除函数的有效去除速率与光学元件待去除的面形误差分布进行结合,可得到采用何种去除函数的组合能够提高光学元件的加工速率或加工精度,便于实验人员根据实际情况进行优选。
32.进一步的,如图4所示,步骤s20还包括,通过所述有效去除速率谱和所述体积谱密度函数计算得到时间谱密度函数,对所述时间谱密度函数进行积分得到所述去除函数的加工时间;当所述去除函数的加工时间最小时,所述去除函数为优选加工工艺通过有效去除速率谱re(ω)表征去除函数的修正能力,定量表征去除函数修正每一频段误差的有效去除速率谱。通过体积谱密度函数vsd(ω)定量表征每一频段下的体积含量。
33.在分别获得了去除函数修正能力与面形误差在频域上的表征之后,将上述信息结
合起来定量表征去除函数与面形误差的匹配程度,即时间谱密度函数t(ω)。所述时间谱密度函数用于表征去除函数与面形误差的分频段匹配表征。
34.如图5所示,可以根据已知的体积谱密度函数vsd(ω)与有效去除速率谱re(ω)曲线获得时间密度谱函数t(ω),对时间谱密度曲线进行积分,可以获得去除函数修正面形误差的理论总时间,也就获得了去除函数修正待加工元件每一空间频段误差的理论时间,即加工时间。
35.对于待加工元件误差分布,可快速计算出所有待选择去除函数所对应的ti(ω),通过比较修正目标频段误差所对应的加工时间ti,i为去除函数的编号,进行简单的排序,即可优选出加工效率最高的去除函数,从而提高加工效率,如图4所示。
36.为验证所获得的时间谱密度是否与真实加工过程符合,通过对比时间谱密度的时间与实际的仿真加工是否一致来进行验证。通过两组面形误差(如图6所示的面形1和如图7所示的面形2)与两组去除函数(如图8所示的去除函数1和如图9所示的去除函数2),进行正交试验,通过计算与仿真加工得到四组时间谱密度,具体各参数的详细信息及特点描述如表1所示,选取了不同尺寸的去除函数以及所含误差频域分布存在明显差异的面形误差数据作为交叉验证参数。
37.表1 仿真加工输入参数情况交叉验证结果如表2所示,表明通过采用时间谱密度曲线计算得到的加工总时间,与仿真加工的时间基本一致,偏差不到1%,充分证明了模型的正确性。
38.表2 仿真验证结果
实施例一通过对时间谱密度函数进行积分得到所述去除函数的加工时间,从而选择加工时间最小的去除函数作为优选加工工艺,从而有效提高了光学元件的加工速率,提升了子口径抛光的综合效率,具有巨大的经济效益和实际生产应用价值。
39.进一步的,步骤s20中,时间谱密度函数为体积谱密度函数与有效去除速率谱相除。
40.体积谱密度函数vsd(ω)与有效去除速率谱re(ω)相除则可以获得时间谱密度函数t(ω),其物理意义为采用去除函数修正面形误差对应频段上单位频率体积所耗费的时间,得到的全频段曲线即为时间谱密度曲线。
41.进一步的,如图10所示,步骤s20还包括:在预设空间频段对所述体积谱密度函数进行积分得到光学元件在该预设空间频段下的面形误差体积,计算所述去除函数截止频率外的面形误差体积,选择体积差值最小的去除函数作为优选加工工艺。
42.在预设空间频段对所述体积谱密度函数进行积分得到面形误差体积,计算残余误差材料体积与面形误差体积的体积差值,选择体积差值最小的去除函数作为优选加工工艺。通过在预设空间频段对所述体积谱密度函数进行积分得到面形误差体积,计算残余误差材料体积与面形误差体积的体积差值,进而选择体积差值最小的去除函数作为优选加工工艺,这种优选方式通过数据的量化,有助于更加精准的选择并判断去除函数的精度,避免了由于经验带来的不确定性和误差,解除了工作经验的限制,便于实践经验少的试验人员使用,并且,具有操作和计算简单便捷,加工效率高、精度高的优势。
43.需要说明的是,本领域技术人员在选择去除函数时,通常的规律是:加工工具的尺寸越小,加工精度越好。但这种规律也具有一定的局限性,实际应用中存在大尺寸加工工具的加工精度比小尺寸加工工具的加工精度好,这是由于决定加工精度的根本原因是去除函数的分布形态,而非加工工具的尺寸大小。因此,本实施例可有效避免本领域技术人员仅通过加工工具尺寸大小进行选择带来的失误,提高了抛光效率。
44.进一步的,所述体积谱密度函数为二维体积谱密度函数或一维体积谱密度函数。
45.所述二维体积谱密度函数的计算公式为,其中,s为元件面积,δl为采样间隔,x为第一方向,y为第二方向,n为第一方向的采样点数,m为第二方向的采样点数,为面形误差算术平方根的傅里叶变换,为第一方向的频域空间坐标,为第二方向的频域空间坐标。
46.所述面形误差算术平方根的傅里叶变换的计算公式为:,其中,为面形误差幅值二维矩阵,i
为虚数单位,j为第二方向采样点的序号,k为第一方向采样点的序号,j、k为正整数。
47.所述面形误差幅值二维矩阵z(j,k)可通过三坐标测量机、干涉仪等检测仪器检测光学元件获得。
48.所述一维体积谱密度函数的计算公式为,其中,为旋转变换二维体积谱密度函数,θ为旋转角度,为旋转变换后第一方向的采样长度。
49.所述旋转变换二维体积谱密度函数的计算公式为,其中,rand为旋转变换函数。
50.rand旋转变换如图11所示,当θ=0
˚
时,得到x方向的一维体积谱密度计算公式为:,其中,ly笛卡尔坐标下第二方向采样长度。当θ=90
˚
时,得到y方向的一维体积谱密度计算公式为:,其中,l
x
笛卡尔坐标下第一方向采样长度。
51.所述一维体积谱密度函数的某一频段的积分为该频段下的误差体积,即,其中,为预设空间频段下面形误差幅值。
52.所述二维体积谱密度函数或一维体积谱密度函数的预设空间频段积分均等于光学元件的面形误差体积,即,其中,为面形误差平均高度,v为面形误差体积。
53.实施例二:如图1所示,本发明实施例二提供了一种子口径加工工艺的优选系统,包括有效去除速率谱获取模块、体积谱密度函数获取模块和优选加工工艺获取模块;所述有效去除速率谱获取模块用于获取不同去除函数的有效去除速率谱;所述体积谱密度函数获取模块用于获取光学元件的体积谱密度函数;所述优选加工工艺获取模块用于通过所述有效去除速率谱和所述体积谱密度函数得到优选加工工艺。
54.实施例三:本发明实施例三提供了一种可读存储介质,用于存储程序,所述程序被执行时,用于实现所述的子口径加工工艺的自动优选方法。
55.实施例四:
本发明实施例四提供了一种电子设备,包括:一个或多个处理器;存储器,其上存储有一个或多个程序;当所述一个或多个程序被所述一个或多个处理器执行时,使得所述一个或多个处理器实现所述的子口径加工工艺的自动优选方法。
56.通过本发明提供的一种子口径加工工艺的自动优选方法、系统和介质,可以实现子口径抛光加工过程面形误差与去除函数匹配程度的定量表征,能够适用于所有子口径类抛光技术加工任意面形误差分布,实现过程简单,快速,稳定性好。同时,通过去除函数与面形误差匹配度的定量表征,可自动优选与待加工元件面形误差匹配度最优的去除函数,避免了人为因素的对生产过程导致的不确定性影响,大幅提高大口径光学元件加工的效率,降低生产成本,可带来巨大的经济效益。
57.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。