1.本发明涉及焊接技术领域,具体而言,涉及用于焊接低合金钢的多元环保熔炼焊剂及其制备和应用;更具体地,涉及一种用于焊接低合金钢的多元环保熔炼焊剂、一种用于焊接低合金钢的多元环保熔炼焊剂的制备方法以及用于焊接低合金钢的多元环保熔炼焊剂的应用。
背景技术:
2.埋弧焊的焊接特性是焊接时电弧在焊剂层下进行燃烧,这种焊接方法在焊接后具有焊缝质量稳定、生产效率高、无弧光、稳弧性好等优点,因此其成为压力容器、管段制造、箱型梁柱等重要重工业生产中的主要焊接方法之一。焊剂在埋弧焊当中起到了重要的作用,焊剂作为大线能量焊接过程中主要的消耗材料之一,其决定着焊缝组织与力学性能等方面指标的优劣。采用配方合理的焊剂既能保护熔池在焊接时免受外界气氛的污染,也能够通过合金过渡向焊缝中过渡有益的金属元素来提高焊缝金属的各项力学性能,如抗拉强度、低温冲击韧性等。
3.常规的焊剂组分中均含有caf2。caf2的作用主要是提高焊剂的碱度、降低焊剂氧势及焊缝金属的氧含量,促进焊后脱渣性能。同时,由于caf2在高温条件下能够和其他氧化物结合,形成熔点更低的氟化物,因此其能够降低焊剂在制备过程中的难度,即在熔炼时可以采用功率更低、温度上限更低的电磁感应炉等设备进行升温加热。
4.尤其是对于含zro2的熔炼焊剂,zro2的熔点在2000℃以上,在制作含zro2的熔炼焊剂时,通常需要加入大量的caf2,以降低其熔点,从而简化熔炼过程的难度。
5.但是,在焊剂的加热过程中,会导致氟化钙大量挥发,这不仅会影响焊剂制备后成分的准确性,而且在制备过程中所排放的氟化物气体以及含氟粉尘也不利于环保。并且,在焊接过程中,熔池的局部最高温度可达2000℃以上,这样也容易使氟化物挥发,从而对焊剂成分的准确性产生不利影响。
6.因此,提供一种不含有氟化钙的熔炼焊剂具有重要意义。
7.有鉴于此,特提出本发明。
技术实现要素:
8.本发明的第一目的在于提供一种用于焊接低合金钢的多元环保熔炼焊剂,该用于焊接低合金钢的多元环保熔炼焊剂的组分中不含有氟化钙,更加环保,有利于保证焊剂成分的准确性;并且,该用于焊接低合金钢的多元环保熔炼焊剂具有碱度较高、焊剂应用于焊接时体系中氧势和焊缝金属的氧含量合理以及焊后脱渣性能好等优点。
9.本发明的第二目的在于提供所述的用于焊接低合金钢的多元环保熔炼焊剂的制备方法,该制备方法具有简单、容易操作、流程短以及适合大批量生产等优点。
10.本发明的第三目的在于提供所述的用于焊接低合金钢的多元环保熔炼焊剂在焊接领域中的应用。
11.为了实现本发明的上述目的,特采用以下技术方案:本发明提供了一种用于焊接低合金钢的多元环保熔炼焊剂,所述用于焊接低合金钢的多元环保熔炼焊剂由按照质量百分比计的如下组分制成:cao 52%~60%,zro
2 12%~19%,sio
2 13%~19%,al2o
3 3%~8%和mno 8%~15%。
12.本发明提供的用于焊接低合金钢的多元环保熔炼焊剂,其组分中不含有氟化钙,更加环保,不易对环境造成污染,安全性能高,有利于保证焊剂成分的准确性,从而保证焊缝的性能。并且,该用于焊接低合金钢的多元环保熔炼焊剂具有成分简单、碱度较高、焊剂氧势和焊缝金属的氧含量合理以及焊后脱渣性能好等优点。
13.具体地,本发明通过采用氧势极低的cao代替caf2,并引入了特定种类的酸性氧化物和碱性氧化物搭配使用,制得了粘度适中、氧势合理、碱度较高的焊剂,从而获得了力学性能优良,表面形貌好、无气孔、裂纹等缺陷,脱渣性能好,针状铁素体含量较高,成分与组织均匀的焊缝。
14.更具体地,zro2化学性质稳定,其分解产生的氧含量并不多。在本发明焊剂体系中,zro2可以使焊缝金属当中的氧含量更加趋于合理化,促进形成细小弥散的夹杂物,促进针状铁素体的形成。同时,zro2通过化学分解形成的zr以合金的形式进入焊缝中,可以在一定程度上细化其晶粒。
15.并且,在本发明焊剂体系中,sio2的加入可以促进焊后的脱渣性能,同时起到控制焊缝中si含量的作用。al2o3化学性质极其稳定,其少量的加入可以降低焊剂的粘度。sio2加入也会增加焊剂的粘度,因此本发明通过控制al2o3和sio2的用量能够控制焊剂的粘度,使其具备一定的流动性的同时又可以充分的对熔池进行保护。
16.cao的加入可提升焊剂的碱度,在保证焊剂环保的同时,可以控制焊缝金属中的氧含量。mno的加入可以不仅补偿焊接过程中熔池中因为发生化学反应[mn] [o]=mno以及由于高温下挥发烧损的少量mn,同时向焊缝中过渡mn,可以增加焊缝的强韧性与淬透性。此外,cao与mno的加入在提升焊剂的碱度同时,保证了焊接时焊剂的流动性。
[0017]
在本发明一些具体的实施方式中,所述用于焊接低合金钢的多元环保熔炼焊剂中的cao的质量百分比包括但不限于53%、54%、55%、56%、57%、58%、59%、60%中的任意一者的点值或任意两者之间的范围值。
[0018]
在本发明一些具体的实施方式中,所述用于焊接低合金钢的多元环保熔炼焊剂中的zro2的质量百分比包括但不限于12%、13%、14%、15%、16%、17%、18%、19%中的任意一者的点值或任意两者之间的范围值。
[0019]
在本发明一些具体的实施方式中,所述用于焊接低合金钢的多元环保熔炼焊剂中的sio2的质量百分比包括但不限于13%、14%、15%、16%、17%、18%、19%中的任意一者的点值或任意两者之间的范围值。
[0020]
在本发明一些具体的实施方式中,所述用于焊接低合金钢的多元环保熔炼焊剂中的al2o3的质量百分比包括但不限于3%、4%、5%、6%、7%、8%中的任意一者的点值或任意两者之间的范围值。
[0021]
在本发明一些具体的实施方式中,所述用于焊接低合金钢的多元环保熔炼焊剂中的mno的质量百分比包括但不限于8%、9%、10%、11%、12%、13%、14%、15%中的任意一者的点值或任意两者之间的范围值。
[0022]
在本发明一些具体的实施方式中,所述用于焊接低合金钢的多元环保熔炼焊剂的粒度为20目~90目,包括但不限于30目、40目、50目、60目、70目、80目中的任意一者的点值或任意两者之间的范围值。
[0023]
采用上述粒度范围的焊剂有利于提高焊剂焊接时覆盖在熔池表面的均匀性与致密性,不会使熔池与外界气氛见产生较大空隙,从而避免了外界的空气对焊缝的污染与氧化。
[0024]
在本发明一些具体的实施方式中,所述用于焊接低合金钢的多元环保熔炼焊剂由按照质量百分比计的如下组分制成:cao 52%~58%,zro
2 14%~16%,sio
2 13%~18%,al2o
3 3%~7%和mno 8%~12%。
[0025]
优选地,所述用于焊接低合金钢的多元环保熔炼焊剂由按照质量百分比计的如下组分制成:cao 53%~55%,zro
2 14%~16%,sio
2 15%~18%,al2o
3 5%~7%和mno 9%~11%。
[0026]
采用上述配比范围有利于提高焊接接头的力学性能。
[0027]
更优选地,所述用于焊接低合金钢的多元环保熔炼焊剂由按照质量百分比计的如下组分制成:cao 53%~54%,zro
2 14%~16%,sio
2 15%~18%,al2o
3 5%~7%和mno 9%。
[0028]
在本发明一些具体的实施方式中,所述用于焊接低合金钢的多元环保熔炼焊剂由按照质量百分比计的如下组分制成:cao 54%,zro
2 14%,sio
2 18%,al2o
3 5%和mno 9%。
[0029]
在本发明一些具体的实施方式中,所述用于焊接低合金钢的多元环保熔炼焊剂由按照质量百分比计的如下组分制成:cao 53%,zro
2 16%,sio
2 15%,al2o
3 7%和mno 9%。
[0030]
优选地,所述用于焊接低合金钢的多元环保熔炼焊剂的熔点为1500℃~1550℃,包括但不限于1500℃、1505℃、1510℃、1515℃、1520℃、1525℃、1530℃、1540℃、1550℃中的任意一者的点值或任意两者之间的范围值。
[0031]
现有技术中往往需要加入大量的caf2以降低熔点。本发明提供的用于焊接低合金钢的多元环保熔炼焊剂,通过采用特定的组成及其配比,在不加入caf2的情况下同样具有较低的熔点。从而降低了熔炼过程的难度。
[0032]
本发明提供的用于焊接低合金钢的多元环保熔炼焊剂的熔点较低,可以采用高温重烧炉进行熔炼制备,不存在制备困难。
[0033]
优选地,所述用于焊接低合金钢的多元环保熔炼焊剂的碱度为1.90~3.24,包括但不限于1.91、1.92、1.94、1.95、1.97、1.99、2、2.05、2.1、2.2、2.3、2.4、2.5、2.6、2.7、2.8、2.9、3、3.1、3.2中的任意一者的点值或任意两者之间的范围值。
[0034]
本发明提供的用于焊接低合金钢的多元环保熔炼焊剂中虽然没有引入caf2,但是仍然具有较高的碱度。
[0035]
在本发明一些具体的实施方式中,采用所述用于焊接低合金钢的多元环保熔炼焊剂进行焊接后所得到的焊接接头的抗拉强度≥723mpa;包括但不限于725mpa、728mpa、730mpa、733mpa、735mpa、738mpa、740mpa、742mpa、745mpa、748mpa、750mpa、751mpa、752mpa、755mpa、758mpa、760mpa、762mpa、763mpa、765mpa、766mpa、768mpa、769mpa、771mpa、773mpa、774mpa、775mpa、778mpa、779mpa、780mpa中的任意一者的点值或任意两者之间的范围值。
[0036]
在本发明一些具体的实施方式中,采用所述用于焊接低合金钢的多元环保熔炼焊剂进行焊接后所得到的焊接接头的-40℃低温冲击功≥77j;包括但不限于78j、79j、80j、82j、83j、84j、88j、90j、93j、95j、98j中的任意一者的点值或任意两者之间的范围值。
[0037]
在本发明一些具体的实施方式中,采用所述用于焊接低合金钢的多元环保熔炼焊剂进行焊接后所得到的焊接接头的维氏硬度≥253hv;包括但不限于255hv、258hv、560hv、563hv、265hv、267hv、268hv、270hv、272hv、275hv、276hv、277hv、280hv、281hv、283hv、285hv、288hv、290hv中的任意一者的点值或任意两者之间的范围值。
[0038]
在本发明一些具体的实施方式中,采用所述用于焊接低合金钢的多元环保熔炼焊剂进行焊接后所得到的焊接接头中的针状铁素体含量≥61%,包括但不限于61%、62%、63%、64%、65%、66%、67%、68%、69%中的任意一者的点值或任意两者之间的范围值。
[0039]
在本发明一些具体的实施方式中,采用所述用于焊接低合金钢的多元环保熔炼焊剂进行焊接后所得到的焊缝的拉伸断口与冲击断口均为典型的韧性断裂,且韧窝较为致密。
[0040]
本发明还提供了如上所述的用于焊接低合金钢的多元环保熔炼焊剂的制备方法,包括以下步骤:将各原料混合均匀后进行熔炼,然后将经过所述熔炼后得到的熔炼物料进行水淬,得到中间物料;再将所述中间物料进行焙烧,得到所述用于焊接低合金钢的多元环保熔炼焊剂。
[0041]
该制备方法具有操作简单、容易操作、工艺流程短和适合大批量生产等优点。
[0042]
优选地,所述熔炼的温度为1650℃~1680℃,包括但不限于1655℃、1660℃、1665℃、1670℃、1675℃、1680℃中的任意一者的点值或任意两者之间的范围值;所述熔炼的保温时间为60min~80min,包括但不限于60min、65min、70min、75min、80min中的任意一者的点值或任意两者之间的范围值。
[0043]
在本发明一些具体的实施方式中,升温至所述熔炼的温度的升温速率为2℃/min~7℃/min。优选地,以6℃/min~8℃/min的升温速率升温至1000℃,然后以3℃/min~5℃/min的升温速率升温至1400℃,再以1℃/min~3℃/min的升温速率升温至1650℃~1680℃。更优选地,以7℃/min的升温速率升温至1000℃,然后以4℃/min的升温速率升温至1400℃,再以2℃/min的升温速率升温至1650℃~1680℃。
[0044]
优选地,所述焙烧的温度为900℃~1000℃,包括但不限于900℃、920℃、950℃、970℃、990℃、1000℃中的任意一者的点值或任意两者之间的范围值;所述焙烧的时间为3h~5h,包括但不限于3.5h、4h、4.5h、5h中的任意一者的点值或任意两者之间的范围值。
[0045]
高温焙烧能够去除焊剂中在水淬后残留的水分及熔炼后附着在焊剂表面的碳粉等杂质。
[0046]
在本发明一些具体的实施方式中,所述焙烧在高温重烧炉中进行。
[0047]
在本发明一些具体的实施方式中,所述熔炼在石墨坩埚中进行。
[0048]
在本发明一些具体的实施方式中,所述混合在混料设备中进行。优选地,所述混料设置包括v型搅拌机。
[0049]
本发明还提供了如上所述的用于焊接低合金钢的多元环保熔炼焊剂在焊接领域中的应用,所述用于焊接低合金钢的多元环保熔炼焊剂用于船板用钢的焊接。
[0050]
其中,所述船板用钢是指用于建造船舶的低合金高强度钢。
[0051]
本发明所提供的用于焊接低合金钢的多元环保熔炼焊剂用于船板用钢的焊接时,能够获得力学性能更好的焊接接头。
[0052]
在本发明一些具体的实施方式中,所述船板用钢包括eh27钢、eh32钢、eh36钢、ah32钢和dh36钢中的至少一种。
[0053]
优选地,所述焊接的线能量为65kj/cm~75kj/cm;包括但不限于66kj/cm、67kj/cm、68kj/cm、69kj/cm、70kj/cm、71kj/cm、72kj/cm、73kj/cm、74kj/cm中的任意一者的点值或任意两者之间的范围值。
[0054]
所述焊接的速度为450mm/min~550mm/min,包括但不限于460mm/min、470mm/min、480mm/min、490mm/min、500mm/min、510mm/min、520mm/min、530mm/min、540mm/min中的任意一者的点值或任意两者之间的范围值。
[0055]
优选地,所述焊接包括双丝埋弧焊。
[0056]
所述双丝埋弧焊的前丝采用直流电,所述直流电的焊接电流为850a~950a,包括但不限于860a、870a、880a、890a、900a、910a、920a、930a、940a中的任意一者的点值或任意两者之间的范围值;所述直流电的焊接电压为34v~38v;包括但不限于35v、36v、37v中的任意一者的点值或任意两者之间的范围值。
[0057]
所述双丝埋弧焊的后丝采用交流电,所述交流电的焊接电流为630a~730a,包括但不限于630a、640a、650a、660a、670a、680a、690a、700a、710a、720a、730a中的任意一者的点值或任意两者之间的范围值;所述交流电的焊接电压为38v~42v,包括但不限于38v、39v、40v、41v、42v中的任意一者的点值或任意两者之间的范围值。
[0058]
所述用于焊接低合金钢的多元环保熔炼焊剂用于所述船板用钢的焊接时,采用上述焊接线能量、焊接速度、焊接电流以及焊接电压,有利于进一步提高焊接接头的力学性能。
[0059]
在本发明一些具体的实施方式中,所述用于焊接低合金钢的多元环保熔炼焊剂搭配焊丝,进行所述焊接。
[0060]
在本发明一些具体的实施方式中,所述焊丝包括chw-s5埋弧焊丝、chw-s9埋弧焊丝、chw-s16埋弧焊丝和chw-s17埋弧焊丝中的至少一种。
[0061]
与现有技术相比,本发明的有益效果为:(1)本发明提供的用于焊接低合金钢的多元环保熔炼焊剂,其组分中不含有氟化钙,更加环保,安全性能高,有利于保证焊剂成分的准确性。
[0062]
(2)本发明提供的用于焊接低合金钢的多元环保熔炼焊剂,具有成分简单、碱度较高、焊剂氧势和焊缝金属的氧含量合理、焊后脱渣性能好、焊接后获得的焊接接头的力学性能好等优点。
[0063]
(3)本发明提供的用于焊接低合金钢的多元环保熔炼焊剂的熔点较低,且碱度较高。
附图说明
[0064]
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0065]
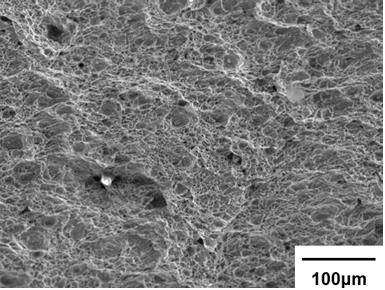
图1为本发明实施例1提供的用于焊接低合金钢的多元环保熔炼焊剂焊接后得到
的焊缝的冲击断口形貌的sem图;图2为本发明实施例1提供的用于焊接低合金钢的多元环保熔炼焊剂焊接后得到的焊缝的拉伸断口形貌的sem图;图3为本发明实施例1提供的用于焊接低合金钢的多元环保熔炼焊剂焊接后得到的焊缝的表面形貌图;图4为本发明实施例1提供的用于焊接低合金钢的多元环保熔炼焊剂焊接后得到的焊缝的金相显微镜图;图5为本发明对比例1提供的熔炼焊剂焊接后得到的焊缝的冲击断口形貌的sem图;图6为本发明对比例1提供的熔炼焊剂焊接后得到的焊缝的拉伸断口形貌的sem图;图7为本发明对比例4提供的熔炼焊剂焊接后得到的焊缝的表面形貌图;图8为本发明对比例5提供的熔炼焊剂焊接后得到的焊缝的表面形貌图;图9为本发明对比例6提供的熔炼焊剂焊接后得到的焊缝的金相显微镜图。
具体实施方式
[0066]
下面将结合附图和具体实施方式对本发明的技术方案进行清楚、完整地描述,但是本领域技术人员将会理解,下列所描述的实施例是本发明一部分实施例,而不是全部的实施例,仅用于说明本发明,而不应视为限制本发明的范围。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
[0067]
本发明以下各实施例和各对比例中的混合均在delixi的v型搅拌机中进行。
[0068]
本发明以下各实施例和各对比例中的熔炼均在圆柱形石墨坩埚中进行。
[0069]
本发明以下各实施例和各对比例中的焙烧均在安特利尔csl-17-14型高温重烧炉中进行。
[0070]
实施例1本实施例提供的用于焊接低合金钢的多元环保熔炼焊剂由按照质量百分比计的如下组分制成:cao 53%,zro
2 14%,sio
2 14%,al2o
3 7%和mno 12%。
[0071]
本实施例提供的用于焊接低合金钢的多元环保熔炼焊剂的制备方法包括以下步骤:(1)按照上述配比称取上述各原料并将各原料混合均匀后,对其进行熔炼。然后将经过所述熔炼后得到的熔炼物料进行水淬,得到玻璃态的中间物料。其中,熔炼的温度为1650℃,熔炼的保温时间为60min。升温至该熔炼温度的升温速率为:以7℃/min的升温速率升温至1000℃,然后以4℃/min的升温速率升温至1400℃,再以2℃/min的升温速率升温至1650℃。
[0072]
(2)将步骤(1)得到的中间物料在900℃焙烧4h,然后破碎、过筛,得到粒度为20目~90目的用于焊接低合金钢的多元环保熔炼焊剂。
[0073]
实施例2
本实施例提供的用于焊接低合金钢的多元环保熔炼焊剂由按照质量百分比计的如下组分制成:cao 52%,zro
2 16%,sio
2 15%,al2o
3 6%和mno 11%。
[0074]
本实施例提供的用于焊接低合金钢的多元环保熔炼焊剂的制备方法包括以下步骤:(1)按照上述配比称取上述各原料并将各原料混合均匀后,对其进行熔炼。然后将经过所述熔炼后得到的熔炼物料进行水淬,得到玻璃态的中间物料。其中,熔炼的温度为1660℃,熔炼的保温时间为80min。升温至该熔炼温度的升温速率为:以7℃/min的升温速率升温至1000℃,然后以4℃/min的升温速率升温至1400℃,再以2℃/min的升温速率升温至1660℃。
[0075]
(2)将步骤(1)得到的中间物料在950℃焙烧4h,然后破碎、过筛,得到粒度为20目~90目的用于焊接低合金钢的多元环保熔炼焊剂。
[0076]
实施例3本实施例提供的用于焊接低合金钢的多元环保熔炼焊剂由按照质量百分比计的如下组分制成:cao 55%,zro
2 14%,sio
2 14%,al2o
3 6%和mno 11%。
[0077]
本实施例提供的用于焊接低合金钢的多元环保熔炼焊剂的制备方法包括以下步骤:(1)按照上述配比称取上述各原料并将各原料混合均匀后,对其进行熔炼。然后将经过所述熔炼后得到的熔炼物料进行水淬,得到玻璃态的中间物料。其中,熔炼的温度为1660℃,熔炼的保温时间为65min。升温至该熔炼温度的升温速率为:以7℃/min的升温速率升温至1000℃,然后以4℃/min的升温速率升温至1400℃,再以2℃/min的升温速率升温至1660℃。
[0078]
(2)将步骤(1)得到的中间物料在930℃焙烧3.5h,然后破碎、过筛,得到粒度为20目~90目的用于焊接低合金钢的多元环保熔炼焊剂。
[0079]
实施例4本实施例提供的用于焊接低合金钢的多元环保熔炼焊剂由按照质量百分比计的如下组分制成:cao 54%,zro
2 14%,sio
2 18%,al2o
3 5%和mno 9%。
[0080]
本实施例提供的用于焊接低合金钢的多元环保熔炼焊剂的制备方法包括以下步骤:(1)按照上述配比称取上述各原料并将各原料混合均匀后,对其进行熔炼。然后将经过所述熔炼后得到的熔炼物料进行水淬,得到玻璃态的中间物料。其中,熔炼的温度为1650℃,熔炼的保温时间为65min。升温至该熔炼温度的升温速率为:以7℃/min的升温速率升温至1000℃,然后以4℃/min的升温速率升温至1400℃,再以2℃/min的升温速率升温至1650℃。
[0081]
(2)将步骤(1)得到的中间物料在950℃焙烧4.5h,然后破碎、过筛,得到粒度为20目~90目的用于焊接低合金钢的多元环保熔炼焊剂。
[0082]
实施例5本实施例提供的用于焊接低合金钢的多元环保熔炼焊剂由按照质量百分比计的如下组分制成:cao 57%,zro
2 14%,sio
2 14%,al2o
3 5%和mno 10%。
[0083]
本实施例提供的用于焊接低合金钢的多元环保熔炼焊剂的制备方法包括以下步
骤:(1)按照上述配比称取上述各原料并将各原料混合均匀后,对其进行熔炼。然后将经过所述熔炼后得到的熔炼物料进行水淬,得到玻璃态的中间物料。其中,熔炼的温度为1670℃,熔炼的保温时间为75min。升温至该熔炼温度的升温速率为:以7℃/min的升温速率升温至1000℃,然后以4℃/min的升温速率升温至1400℃,再以2℃/min的升温速率升温至1670℃。
[0084]
(2)将步骤(1)得到的中间物料在970℃焙烧4.5h,然后破碎、过筛,得到粒度为20目~90目的用于焊接低合金钢的多元环保熔炼焊剂。
[0085]
实施例6本实施例提供的用于焊接低合金钢的多元环保熔炼焊剂由按照质量百分比计的如下组分制成:cao 53%,zro
2 16%,sio
2 15%,al2o
3 7%和mno 9%。
[0086]
本实施例提供的用于焊接低合金钢的多元环保熔炼焊剂的制备方法包括以下步骤:(1)按照上述配比称取上述各原料并将各原料混合均匀后,对其进行熔炼。然后将经过所述熔炼后得到的熔炼物料进行水淬,得到玻璃态的中间物料。其中,熔炼的温度为1675℃,熔炼的保温时间为80min。升温至该熔炼温度的升温速率为:以7℃/min的升温速率升温至1000℃,然后以4℃/min的升温速率升温至1400℃,再以2℃/min的升温速率升温至1675℃。
[0087]
(2)将步骤(1)得到的中间物料在980℃焙烧3.5h,然后破碎、过筛,得到粒度为20目~90目的用于焊接低合金钢的多元环保熔炼焊剂。
[0088]
实施例7本实施例提供了一种采用用于焊接低合金钢的多元环保熔炼焊剂对dh36船板用钢(dh36钢板,其生产厂家为鞍山钢铁股份有限公司)进行焊接的焊接方法,所用的焊机的型号为奥太电机mze-1000型埋弧焊机,该埋弧焊机中的mz-1250iv型逆变器箱可以将焊接电极的电在交流与直流电之间转化。焊接方法具体包括以下步骤:(1)在经过除锈除污处理的dh36钢板(厚度为20mm)的表面开坡口,其角度为45
°
~50
°
,深度在9mm~11mm,然后先对母材进行初步焊接。初步焊接可以起到在母材与焊丝间的过渡作用,使母材与焊缝能够良好的结合。其中,所述初步焊接采用大西洋金桥烧结sj201型自主埋弧焊剂(粒度为10目~60目),焊丝采用四川大西洋股份有限公司生产的chw-s17型低合金高强钢埋弧焊丝,成分与母材成分基本一致。
[0089]
(2)采用双丝埋弧焊法,对步骤(1)中得到的经过初步焊接的dh36钢板进行二次焊接。其中,所述二次焊接所采用的焊剂包括上述实施例1~6中任一项所制得的焊剂(或者各对比例的焊剂)。二次焊接所用的焊丝为四川大西洋股份有限公司生产的chw-s17型低合金高强钢埋弧焊丝。双丝埋弧焊的线能量为70kj/cm,焊接的速度为510mm/min。双丝埋弧焊的前丝采用直流电,直流电的焊接电流为900a,直流电的焊接电压为36v;后丝采用交流电,交流电的焊接电流为680a,交流电的焊接电压为40v。
[0090]
实施例8本实施例提供的采用用于焊接低合金钢的多元环保熔炼焊剂对dh36船板用钢(dh36钢板)进行焊接的焊接方法与实施例7基本相同,区别在于,步骤(2)中,双丝埋弧焊的
线能量为73kj/cm,焊接的速度为520mm/min。双丝埋弧焊的前丝采用直流电,直流电的焊接电流为920a,直流电的焊接电压为38v;后丝采用交流电,交流电的焊接电流为700a,交流电的焊接电压为42v。
[0091]
对比例1本对比例提供的熔炼焊剂由按照质量百分比计的如下组分制成:cao 64%,zro
2 4%,sio
2 15%,al2o
3 7%和mno 10%。
[0092]
本对比例提供的熔炼焊剂的制备方法包括以下步骤:(1)按照上述配比称取上述各原料,并将各原料混合均匀后,对其进行熔炼。然后将经过所述熔炼后得到的熔炼物料进行水淬,得到玻璃态的中间物料。其中,熔炼的温度为1675℃,熔炼的保温时间为80min。升温至该熔炼温度的升温速率为:以7℃/min的升温速率升温至1000℃,然后以4℃/min的升温速率升温至1400℃,再以2℃/min的升温速率升温至1675℃。
[0093]
(2)将步骤(1)得到的中间物料在980℃焙烧3.5h,然后破碎、过筛,得到粒度为20目~90目的熔炼焊剂。
[0094]
对比例2本对比例提供的熔炼焊剂由按照质量百分比计的如下组分制成:caf
2 53%,zro
2 16%,sio
2 15%,al2o
3 7%和mno 9%。
[0095]
本对比例提供的熔炼焊剂的制备方法与对比例1相同。
[0096]
对比例3本对比例提供的熔炼焊剂由按照质量百分比计的如下组分制成:cao 45%,zro
2 7%,sio
2 30%,al2o
3 9%和mno 9%。
[0097]
本对比例提供的熔炼焊剂的制备方法与对比例1相同。
[0098]
对比例4本对比例提供的熔炼焊剂由按照质量百分比计的如下组分制成:tio
2 53%,zro
2 16%,sio
2 15%,al2o
3 7%和mno 9%。
[0099]
本对比例提供的熔炼焊剂的制备方法与对比例1相同。
[0100]
对比例5本对比例提供的熔炼焊剂由按照质量百分比计的如下组分制成:cao 56%,zro
2 17%,sio
2 17%和mno 10%。
[0101]
本对比例提供的熔炼焊剂的制备方法与对比例1相同。
[0102]
对比例6本对比例提供的熔炼焊剂由按照质量百分比计的如下组分制成:cao 63%,sio
2 17%,al2o
3 9%和mno 11%。
[0103]
本对比例提供的熔炼焊剂的制备方法与对比例1相同。
[0104]
实验例1采用实施例7所提供的焊接方法,并分别采用实施例1~实施例6制得的用于焊接低合金钢的多元环保熔炼焊剂以及对比例1~对比例6制得的熔炼焊剂对dh36钢板进行焊接。然后检测并记录各组焊接后焊缝的力学性能、针状铁素体含量以及焊缝的拉伸断口和冲击断口形貌,结果如下表1所示。
[0105]
表1 各组焊缝的性能检测结果
组别抗拉强度(mpa)-40℃低温冲击功(j)维氏硬度(hv)拉伸与冲击断口形貌针状铁素体含量实施例172377253均为韧性断裂,且韧窝较致密61%实施例275184268均为韧性断裂,且韧窝较致密64%实施例376988267均为韧性断裂,且韧窝较致密62%实施例477190270均为韧性断裂,且韧窝较致密64%实施例575280276均为韧性断裂,且韧窝较致密68%实施例676893277均为韧性断裂,且韧窝较致密65%对比例170665232均为脆性断裂46%对比例274887262均为韧性断裂,且韧窝较致密60%对比例369874246均为脆性断裂47%对比例469368249均为脆性断裂43%对比例569069230均为脆性断裂45%对比例667964228均为脆性断裂41%
从表1能够看出,对比例1得到的焊缝的力学性能较差。因为对比例1提供的焊剂中的zro2含量过低,导致通过合金过渡形式进入到焊缝中的zr含量经icp-oes(电感耦合等离子体发射光谱仪)测得仅有13ppm,而zr是能有效促进针状铁素体形成的元素,焊缝中存在着大量多边形铁素体等脆性组织恶化了其力学性能。
[0106]
同样地,对比例3得到的焊缝的拉伸断口与冲击断口的形貌均为典型的脆性断裂,存在着明显的解理台阶,并伴有撕裂棱的产生,这是由于sio2含量的过多导致在焊接时焊缝中的si含量过高,从而增加了材料的脆性。
[0107]
对比例2得到的焊缝的力学性能较好,与各实施例的力学性能基本一致。但是其在熔炼时存在较大的刺激性气味,产生了大量含氟气体,熔炼结束后运用xrf(x射线荧光光谱仪)测得焊剂中caf2含量为48%。这就说明,本发明提供的用于焊接低合金钢的多元环保熔炼焊剂在保证环保、无污染的前提下,焊后所得的焊缝能够达到与含有caf2焊剂焊后所得的焊缝基本一致的效果,甚至,本发明获得的焊缝的力学性能更好。
[0108]
对比例4不含cao,焊剂体系中的氧势大幅增加,焊缝中的o含量大量增加,o含量的过量导致焊缝中的缺陷生成,从而导致了各项力学性能下降。
[0109]
对比例5中无al2o3添加,导致焊剂粘度增加,脱渣性变差,焊缝表面有少量焊剂黏附,从而影响了焊缝的力学性能。
[0110]
对比例6中无zro2添加,导致焊缝中zr含量极低,无含zr夹杂物生成,从而导致针状铁素体的形核位点减少,使得组织内针铁含量低,强度与韧性均较差,从而导致冲击与拉伸断口均为脆性断裂。
[0111]
进一步地,采用扫描电镜分别对实施例1和对比例1得到的焊缝的拉伸断口和冲击断口进行观察。采用实施例1制得的用于焊接低合金钢的多元环保熔炼焊剂焊接后得到的焊缝的冲击断口形貌的sem图如图1所示。采用实施例1制得的用于焊接低合金钢的多元环保熔炼焊剂焊接后得到的焊缝的拉伸断口形貌的sem图如图2所示。从图1和图2可以看出,实施例1得到的焊缝的冲击断口形貌为典型的韧性断裂,且韧窝较为致密。可见,本发明提供的用于焊接低合金钢的多元环保熔炼焊剂能够在断裂时有效抵抗裂纹的扩展,降低裂纹的扩展速率,吸收所释放的能量,有效的减少钢板的断裂能,因此可以避免在使用过程中产生突发的断裂。同时,实施例1焊接后得到的焊缝的表面形貌图和金相显微镜图如图3和图4所示。从图3和图4可以看出,采用实施例1提供的用于焊接低合金钢的多元环保熔炼焊剂焊
接后得到的焊缝成分均匀,焊道光滑,且焊缝表面形貌良好。并且,焊缝中存在较多细长条状的针状铁素体,针状铁素体含量在60%以上,而脆性较高的多边形铁素体与侧板条铁素体等含量较低。
[0112]
采用对比例1制得的熔炼焊剂焊接后得到的焊缝的冲击断口形貌的sem图如图5所示。采用对比例1制得的熔炼焊剂焊接后得到的焊缝的拉伸断口形貌的sem图如图6所示。从图5和图6可以看出,对比例1得到的焊缝的拉伸断口与冲击断口均为脆性断裂。
[0113]
如图7所示为本发明对比例4提供的熔炼焊剂焊接后得到的焊缝的表面形貌图,从图7可以看出,焊缝中存在缺陷,表面有肉眼可见的气孔。
[0114]
如图8所示为本发明对比例5提供的熔炼焊剂焊接后得到的焊缝的表面形貌图。从图8可以看出,焊缝表面有少量焊剂黏附,且凹凸不平,这最终影响了焊缝的力学性能。
[0115]
如图9所示为本发明对比例6提供的熔炼焊剂焊接后得到的焊缝的金相显微镜图。从图9可以看出,焊缝组织内针状铁素体含量低。
[0116]
另外,采用实施例8所提供的焊接方法进行上述试验也具有基本一致的效果。
[0117]
尽管已用具体实施例来说明和描述了本发明,然而应意识到,以上各实施例仅用以说明本发明的技术方案,而非对其限制;本领域的普通技术人员应当理解:在不背离本发明的精神和范围的情况下,可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围;因此,这意味着在所附权利要求中包括属于本发明范围内的所有这些替换和修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。