一种高性能聚乳酸基3d打印线材及其制备方法
技术领域
1.本发明涉及生物可降解高分子材料技术领域,更具体地说涉及一种高性能聚乳酸基3d打印线材及其制备方法。
背景技术:
2.3d打印技术是近几年发展起来的一种快速成型技术,能够通过逐层积累材料来构造形状复杂的三维物体,被认为是“第三次工业革命的主要标志之一”。熔融沉积成型(fdm)技术作为目前应用最为普遍的3d打印技术,具有操作简便、成本低、可靠性高等优点,在工业制造、文化创意、国防事业、生物医疗、建筑工程、教育等方面已得到了广泛地应用。目前,用于fdm 3d打印的聚合物线材主要有两种,即聚丙烯腈-丁二烯-苯乙烯与聚乳酸(pla)。其中pla材料具有来源广泛、可再生、完全生物降解、生物相容性好等许多优势。
3.然而,纯pla用于3d打印材料仍有诸多缺点需要克服。例如其质脆,耐冲击性较差、耐热性差,打印制品收缩率大,使其应用范围受到很大制约。因此,对pla进行改性以扩大其在3d打印领域的应用受到了许多研究者的关注。对于pla基3d打印材料改性的研究,国内外多侧重于材料的力学性能、外观等方面。材料改性多用共混改性的方式进行,目前的研究主要集中于利用聚对苯二甲酸己二酸丁二醇酯、聚己内酯和聚丁二酸丁二醇酯这类可降解聚合物改性pla,使3d打印材料的韧性得到提高。然而此时材料力学强度将受到影响,模量和拉伸强度会有所降低,且耐热性也未得到改善。
技术实现要素:
4.本发明要解决的技术问题是,克服现有技术中的不足,提供一种高性能pla基3d打印线材及其制备方法。
5.为解决该技术问题,本发明的解决方案是:
6.提供一种高性能聚乳酸基3d打印线材,是由掺混原料经熔融挤出造粒和熔融挤出牵伸定型制得的;所述掺混原料中,按照重量份包含以下组分:45~72份的左旋聚乳酸(plla)、18~45份的右旋聚乳酸(pdla)、1~5份的扩链剂、1~3份成核剂、1~5份的增塑剂、1~3份的抗氧剂。
7.作为本发明的优选方案,所述扩链剂是joncryl adr 4300、joncryl adr 4368或joncryl adr 4370中的任意一种。
8.作为本发明的优选方案,所述成核剂是苯基金属膦酸盐、苯基金属次膦酸盐和二苯基金属膦酸盐中的任意一种。
9.作为本发明的优选方案,所述增塑剂是乙酰柠檬酸三丁酯、柠檬酸三丁酯和邻苯二甲酸三丁酯中的任意一种。
10.作为本发明的优选方案,所述抗氧剂是抗氧剂1010和抗氧剂1076中的任意一种。
11.本发明进一步提供了前述高性能聚乳酸基3d打印线材的制备方法,包括以下步骤:
12.(1)按所述配比关系称取各原料组分,经干燥处理后混合均匀,得到掺混原料;
13.(2)将掺混原料加入双螺杆挤出机中,经熔融塑化、挤出造粒,得到线材母料;
14.(3)将线材母料加入单螺杆挤出机中,经熔融塑化、牵伸定型和线材收卷,得到线径均一的用于3d打印的线材。
15.作为本发明的优选方案,双螺杆挤出机的工作温度为230~250℃。
16.作为本发明的优选方案,单螺杆挤出机的工作温度为230~250℃。
17.作为本发明的优选方案,牵伸定型是指通过拉伸应力将挤出熔体引入温度为25~90℃的水冷槽中使熔体冷却定型;线材收卷是指利用摆线收卷机将线材收卷入绕线盘中。
18.作为本发明的优选方案,单螺杆挤出机的圆形口模孔径为2mm,3d打印线材经定型后的最终直径为1.75
±
0.05mm。
19.发明原理描述:
20.对映异构高分子的立构复合结晶是大分子的一种特定的结晶方式,这种独特的结构常给予立构复合材料更高的熔点(tm),具有更高的耐热性、机械性能和模量。在左旋聚乳酸(plla)和右旋聚乳酸(pdla)的混合物中可发生立构复合结晶,立构复合聚乳酸的熔点在220-240℃,高于plla或者pdla的170-180℃,这使得立构复合物的热稳定性大大提高。在材料中引入立构复合结晶将扩大聚乳酸的应用范围,而不损失聚乳酸生物降解,环境友好等的优点,被认为是最具前景也最有价值的改性聚乳酸的方式。然而,由于立构复合结晶的形成需要plla和pdla分子链之间形成氢键而紧密堆砌,但是在熔融状态下plla和pdla链倾向于分离而各自形成同质结晶。另外,在通常的3d打印过程中,从打印机喷嘴挤出的pla熔体被快速冷却,分子链被迅速冻结不利于形成结晶,因此得到的3d打印制品通常为无定形态,制品机械性能与耐热性能差。基于上述原因,目前业内尚未将对含立构复合结晶的pla材料应用于3d打印研究中。
21.申请人的发明人团队通过向3d打印线材中引入立构复合结晶,明晰线材原料配方与加工工艺对微观结构的影响,以具有高性能的pla基3d打印线材及其制备方法为研究方向,从而扩大基于pla材料的3d打印应用领域。本发明提高3d打印线材力学性能的原理在于,通过优化线材配方和加工工艺,使其在线材制备过程中形成pla立构复合结晶。一方面,线材中结晶度的提高可提高材料的强度和模量;另一方面,少量立构复合结晶的存在可作为物理交联点,当施加外力时,这类物理交联点可促进能量吸收和损耗,从而提高材料的延展性和韧性。
22.为了能在3d打印制品中形成立构复合结晶,本发明采取的技术手段包括:一方面,在原料中使用易于立构复合结晶的pla树脂,其组份包括扩链剂、plla与pdla。在线材制备的熔融共混过程中,扩链剂将plla链与pdla链连接,促进两种分子链的均匀分布,相对能有更多的机会产生相互作用从而在打印制品中形成立构复合结晶。另一方面,还加入了立构复合结晶的成核剂,以提高熔体冷却过程中的结晶速率,从而有利于诱导熔融共混过程中立构复合结晶的快速形成。
23.本发明中的3d打印线材涉及到plla、pdla、扩链剂、成核剂、增塑剂和抗氧剂等多种物料的混合,而双螺杆由于螺杆间物料的剪切,具有优异的混炼塑化能力,物料在挤出机中停留时间短,挤出速度快且产率大,非常适合用于多种物料的充分混合,从而挤出造粒得到物料均一的线材母料。另外,3d打印线材对线径的要求极高,需要单螺杆挤出机稳定的输
送建压能力将物料稳定地挤出。因此线材母料需被加入单螺杆中,而后通过熔融挤出,经过牵伸定性,制备符合线径要求的、均一的3d打印线材。
24.造粒过程中虽然可以形成部分立构复合晶,但该过程主要目的是将多种物料充分混合。进一步利用熔融挤出牵伸成线的过程才是形成立构复合晶的关键,从而制得高性能的3d打印线材。3d打印的原理是首先将线材高温熔融,从而将物料挤出堆积成型。因此,高温加热会将形成的立构复合晶熔融,然后在打印过程中挤出的熔体会再次冷却定型,在该过程中立构复合晶又会再次形成,从而提高打印制品的性能。
25.与现有技术相比,本发明具有以下技术优点:
26.(1)本发明创新性地提出优化3d打印线材配方、线材加工流程和工艺参数,使3d打印制品中含有pla立构复合结晶,从而提高制品的耐热性和力学强度。
27.(2)本发明采用特定物化参数的易立构复合结晶的原料,特定的加工助剂配方和工艺参数,极大的提高了打印过程中立构复合结晶的结晶度和结晶速率,从而使制品性能得到大幅提升,有效拓展了pla基材料在3d打印领域的应用范围。
28.(3)本发明所述的材料制备工艺简单,对于设备和工艺无任何复杂要求,生产成本低,易于大规模工业化生产,无污染。
具体实施方式
29.下面结合更为具体的实施例对本发明作进一步详细描述,有关内容可以使本专业的专业技术人员更全面地理解本发明,但不以任何方式限制本发明。
30.各实施例和对比例中所用的原料来源示例如下:左旋聚乳酸(plla)和右旋聚乳酸(pdla)购自荷兰普拉克公司,重均分子量为150~200kg/mol,光学纯度大于98%。扩链剂购自德国巴斯夫公司,增塑剂购自国药集团试剂有限公司,抗氧剂购自德国巴斯夫公司。成核剂参考现有文献(acs appl.mater.interfaces 2009,1,402-411)制备获得。
31.本发明中的高性能聚乳酸基3d打印线材,通过下述方式制备获得:
32.(1)按重量份的配比关系称取各原料组分:45~72份的左旋聚乳酸、18~45份的右旋聚乳酸、1~5份的扩链剂、1~3份成核剂、1~5份的增塑剂、1~3份的抗氧剂;经干燥处理后混合均匀,得到掺混原料;
33.其中,扩链剂可选joncryl adr 4300、joncryl adr 4368或joncryl adr 4370中的任意一种;成核剂可选苯基金属膦酸盐、苯基金属次膦酸盐和二苯基金属膦酸盐中的任意一种;增塑剂可选乙酰柠檬酸三丁酯、柠檬酸三丁酯和邻苯二甲酸三丁酯中的任意一种;抗氧剂可选抗氧剂1010和抗氧剂1076中的任意一种。
34.(2)将掺混原料加入双螺杆挤出机中,在230~250℃工作温度下熔融塑化、挤出造粒,得到线材母料;
35.(3)将线材母料加入单螺杆挤出机中,单螺杆挤出机的工作温度为230~250℃,其圆形口模的孔径为2mm。
36.在230~250℃下将线材母料熔融塑化,然后通过拉伸应力将挤出熔体引入温度为25~90℃的水冷槽中使熔体冷却定型;再利用摆线收卷机将线材收卷入绕线盘中,得到线径均一的用于3d打印的线材,线材的直径为1.75
±
0.05mm。
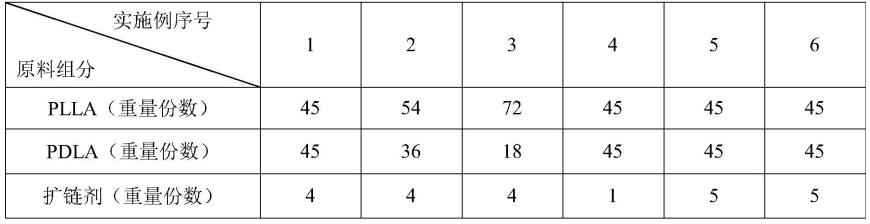
37.在实施例1~6中,掺混原料组分和挤出机工作温度数据如表1所示。在对比例1~4
中,掺混原料组分和挤出机工作温度数据如表2所示。在实施例1~6中,分别改变了plla/pdla共混比例、扩链剂含量和种类、成核剂含量和种类、增塑剂含量和种类、抗氧剂含量和种类、双螺杆和单螺杆挤出机温度、水冷槽温度。对比例1~4分别改变了plla/pdla共混比例、扩链剂含量和种类、成核剂含量和种类。
38.表1:本发明各实施例中掺混原料组分和挤出机工作温度数据
[0039][0040][0041]
表2:各对比例中掺混原料组分和挤出机工作温度数据
[0042][0043]
本发明通过针对实施例1~6和对比例1~4制得的线材进行测试,进一步说明本发明技术方案的技术效果。
[0044]
实验数据获取:
[0045]
对于各实施例和对比例获得的打印线材,通过以下分析或测试方式进行性能表征,具体包括:
[0046]
3d打印测试:将所制备的线材装入3d打印机(深圳创想三维,cr 5060pro)中,在喷嘴温度为250℃,热床温度为60℃、打印速度为100%的条件下进行不同3d模型的打印,以评价线材的可打印性。
[0047]
热性能测试:利用差示扫描量热仪(dsc,214polyma,netzsch,germany),将约8mg的3d打印样品在氮气气氛下,从室温开始,先以50℃/min的速率降温到-50℃,然后以10℃/min的速率升温到270℃。结晶度可以表示结晶的含量,同质结晶的结晶度(x
c,hc
)通过熔融焓(δh
m,hc
)与完全熔融焓(δh
m,hc0
=93j/g)的比值计算获得;sc结晶度(x
c,sc
)通过熔融焓(δh
m,sc
)与完全熔融焓(δh
m,sc0
=142j/g)的比值计算获得。
[0048]
力学性能测试:利用万能材料试验机(深圳三思sans-utm4204),在室温下对3d打印得到哑铃型拉伸样条进行单向拉伸测试以获得应力-应变曲线和机械性能数据,夹具间初始距离均为15mm,拉伸速率为10mm/min,每组样品至少进行5次重复拉伸测试,得到平均结果。
[0049]
实验数据分析:
[0050]
由热性能测试结果可知(表3),实施例1~6中都存在立构复合晶结晶的熔融峰,表明所制备的样品均含有立构复合结晶。实施例1~3中,plla/pdla共混比例分别是45:45、54:36和72:18(表1),其对应的立构复合结晶的结晶度分别为31.4%,28.9%和25.2%(表3),表明随着plla/pdla共混比例接近等量时,立构复合结晶的含量逐渐增加至最高。
[0051]
若不加入pdla(对比例1),不存在立构复合结晶的熔融峰,表明所得线材不含立构复合结晶(表3)。若不在共混plla与pdla时加入扩链剂(对比例2),在dsc升温过程中只出现很弱的立构复合结晶的熔融峰(约220℃),而主要观察到同质结晶的熔融(约175℃)。比较对比例2、实施例4和实施例1可知,对比例2未加入成核剂、实施例4加入了1份扩链剂、实施例1只加入4份扩链剂(表1),其立构复合结晶的含量分别是5.9%,24.2%和31.4%(表3),说明扩链剂的应用有效促进了plla/pdla共混物中立构复合结晶的形成。若不加入成核剂(对比例3),所得线材不结晶而保持无定形,说明成核剂对结晶的形成起到至关重要的作用,能有效诱导3d打印过程时熔体冷却过程中结晶。
[0052]
表3:各实施例与对比例中线材的热性能参数
[0053]
实施例t
m,hc
t
m,sc
x
c,hc
(%)x
c,sc
(%)实施例1171.3225.25.031.4实施例2173.9223.19.228.9实施例3172.1223.910.825.2实施例4170.6225.88.524.2实施例5169.8220.72.927.7实施例6170.5222.61.712.3对比例1170.8
‑‑
28.9
‑‑
对比例2174.2225.327.85.9对比例3
‑‑‑‑‑‑‑‑
[0054]
表中,t
m,hc
表示同质结晶的熔点;t
m,sc
表示立构复合结晶的熔点;x
c,hc
(%)表示同质结晶的结晶度;x
c,sc
(%)表示立构复合结晶的结晶度。
[0055]
由力学性能测试结果(表4),结合上述热性能分析结果可知,若不加入pdla(对比例1),所得材料不含立构复合结晶,其力学性能不佳,杨氏模量和屈服强度分别为1867mpa、43.8mpa。相比之下,plla/pdla等量共混的样品(实施例1)的杨氏模量、屈服强度分别增大到3138mpa、49.9mpa,而断裂伸长率从26.9%小幅降低至21.7%,说明材料韧性没有较大损失,这是由于少量立构复合结晶的存在可作为物理交联点,当施加外力时,这类物理交联点可促进能量吸收和损耗,从而一定程度上保证了材料的韧性。若不在共混plla与pdla时加入扩链剂(对比例2),线材中立构复合结晶含量大幅减少,使其杨氏模量、屈服强度降低至2053mpa、45.1mpa。若不加入成核剂(对比例3),所得材料不结晶而保持无定形,材料的杨氏模量和屈服强度大大降低,说明成核剂对加快熔体冷却过程中的结晶速度起到了关键作用。
[0056]
上述结果表明,通过在共混plla与pdla时加入扩链剂,以及立构复合结晶成核剂,能够有效提高3d打印线材在打印过程中形成的立构复合结晶的含量,从而进一步提升材料的熔点,使其具有更好的耐热性,同时具有更高的力学强度,且不明显损失韧性,在pla基的
3d打印材料领域具有潜在应用价值。
[0057]
表4:各实施例与对比例中线材的杨氏模量、屈服强度和断裂伸长率
[0058][0059]
最后,需要注意的是,以上列举的仅是本发明的具体实施例。显然,本发明不限于以上实施例,还可以有很多变形。本领域的普通技术人员能从本发明公开的内容中直接导出或联想到的所有变形,均应认为是本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
