1.本发明涉及管线混合器装置(inline mixer device)。
背景技术:
2.生物制药工业常必须混合生物加工流体。例如,浓缩流体在使用前常利用其它流体(比如水)稀释。对于生物制药行业,现有的一次性混合器常需要大的混合贮器。示例是ge xcellerex
3.已知的混合器被使用来混合诸如粘合剂、油漆、市政用水和食品之类的材料,但这些混合器构造中所使用的一些材料不适于生物制药工业。此外,已知混合器的典型端部连接是法兰或者螺接或焊接的端部。然而,这种连接在生物制药行业也未广泛使用。
4.大多数现有混合器利用插入到管中并附连在端部上的作为分开部件的混合元件制成。此外,大多数已知的混合器具有刚性的或作为刚性管道的部分的混合元件,使得为了改变混合器的混合特性,需要新的混合元件或者需要更换整个管与混合元件的组件。
5.在美国专利号us 8,147,124和us 8,322,381、美国专利公开号us 2002/0036951和us 2006/0176764以及由美国俄亥俄州克利夫兰的parker-hannifin公司分销的smu-1系列管线静态混合器中举例说明了一些现有的混合器。
技术实现要素:
6.本技术提供一种新的且改进的管线混合器装置,所述管线混合器装置提供流过其的流体的管线混合。
7.在示例中,管线混合器装置包括柔性管部和混合器部。混合器部在管部内并与管部成一体。混合器部和管部由柔性材料构成。
8.在一个示例中,对于混合器部和管部两者,材料相同。
9.在一个示例中,混合器部具有一长度。通过将混合器部模制到管部的内壁,混合器部沿着该长度结合到管部的内壁。混合器部和管部之间的结合没有包括单独的结合材料。在一个示例中,结合由交联结合(cross-link bonding)提供。这种交联结合可由于对柔性材料的加热而产生。
10.在一个示例中,管部和混合器部是热固性材料。在特定示例中,所述热固性材料是硅酮。
11.在一个示例中,管部和混合器部是柔性的热塑性弹性体材料。
12.在一个示例中,管部具有限定内流路的管壁,具有内径。混合器部至少部分地从管壁径向向内突出,提供通过管部的非圆柱形流路。在一个示例中,混合器部的混合元件从管壁径向向内突出的距离大于管部内径的百分之五十。
13.在一个示例中,管部具有第一节段、第二节段和第三节段。第二节段轴向定位在第一节段和第三节段之间。第一节段和第三节段具有第一外径,并且第二节段具有与第一外径不同的第二外径。
14.在一个示例中,第一节段具有第一壁部,第二节段具有第二壁部,第三节段具有第三壁部。混合器部至少部分地从第一壁部、第二壁部和第三壁部径向向内突出。
15.在一个示例中,混合器部具有第一混合元件和第二混合元件。第一混合元件与第二混合元件相异。第一混合元件从第一壁部和第二壁部径向向内延伸。第二混合元件从第三壁部和第二壁部径向向内延伸。第一混合元件没从第三壁部延伸,并且第二混合元件没从第一壁部延伸。
16.在一个示例中,第一混合元件是以绕着管部的中心轴线且纵向沿着中心轴线的第一角度方向延伸的第一螺旋突起。第二混合元件是以绕着管部的中心轴线且纵向沿着中心轴线的第二角度方向延伸的第二螺旋突起。第二角度方向与第一角度方向相反。
17.在一个示例中,管部和混合器部形成为单个一件式模制部件。
18.在一个示例中,管部和混合器部形成一体化部件。
19.在一个示例中,第二节段的内径大于第一和第三节段的内径。
20.在一个示例中,管部和混合器部在管部与混合器部之间且特别是管部的内表面与混合器部之间没有形成裂缝或间隙。
21.在一个示例中,第一混合元件仅延伸第一壁部的长度的一部分且仅延伸第二壁部的长度的一部分。第二混合元件仅延伸第三壁部的长度的一部分且仅延伸第二壁部的长度的一部分。
22.在一个示例中,第一壁部的长度中的没有第一混合元件的部分提供没有任何混合器部或混合元件的平滑筒形内表面。第三壁部的长度中的没有第二混合元件的部分提供没有任何混合器部或混合元件的平滑筒形内表面。这些筒形内表面提供用于与可插入到第一和第二壁部中的连接器的良好密封。
23.在一个示例中,柔性管部包括第一长度柔性管和第二长度柔性管。混合器部将第一长度柔性管的第一端流体连接且机械连接到第二长度柔性管的第一端。第一和第二长度柔性管可以是预形成管。
24.在一个示例中,混合器部形成柔性管部的一部分并轴向定位在第一长度柔性管的第一端与第二长度柔性管的第一端之间。混合器部可形成连接第一和第二长度柔性管的连接部或另外作为所述连接部的部分。连接部与第一和第二长度柔性管一起形成管部的部分。
25.在一个示例中,混合器部的一部分延伸到第一和第二长度柔性管中的每个中并绕着第一和第二长度柔性管中的每个的至少一部分的外周缘延伸。这在混合器部将第一和第二长度柔性管连接到彼此时是有益的。在这种布置结构中,混合器的一部分可限定柔性管部的一部分和由之限定的流路。
26.在一个示例中,第一和第二长度柔性管和混合器部由相同材料形成。
27.在示例中,提供一种用于形成管线混合器装置的方法。方法包括:提供柔性管部,以及在管部内模制混合器部,混合器部具有管部相同的材料。在一个示例中,模制是注射成型。因此,混合部及其任何混合元件相对于柔性管部就位模制。
28.在一个示例中,方法还包括以下步骤:i)初始,将具有限定混合器部的轮廓的模具插入在管部内;ii)将热固性材料注入到管部中和模具周围并固化热固性材料;以及然后,iii)将模具从管部移除使得固化的热固性材料限定混合器部。固化注入的热固性材料将混
合器部结合到管部。在一个示例中,结合由交联结合提供。在一个示例中,交联结合通过加热热固性材料发生。值得注意的是,将模具从管部移除的步骤可发生在混合器部完全固化之前。
29.同样地,该模制过程就位形成混合部且特别是混合部的混合元件。
30.在一个示例中,提供管部的步骤包括模制柔性管部。在一个示例中,对管部的模制包括注射成型。
31.在一个示例中,注射成型柔性管部的步骤和在管部内注射成型混合器部的步骤被同时实施,使得管部和混合器部形成在单个模制过程期间被形成的单个一件式模制部件。单个一体式模制部件由连续的一件模制材料形成,而不是由结合到或以其它方式固定到彼此的两个分开形成的部件形成。单个一件式模制部件中可呈现交联结合。这种交联结合可因加热模制后的材料而产生。
32.在一个示例中,方法包括以下步骤:i)初始,将具有限定混合器部的轮廓的模具插入在模型的腔内,所述模型的腔限定管部的外周缘的轮廓;ii)将材料注入到模型中和模具周围;以及然后,iii)移除模具使得模制的材料限定管部和混合器部。
33.在一个示例中,方法包括:通过至少部分地提供第一长度柔性管和第二长度柔性管,来提供柔性管部。方法还包括将第一长度柔性管的第一端插入在模型中和将第二长度柔性管的第一端插入在模型中。注射成型混合器部使第一长度柔性管与第二长度柔性管附接并流体连接。
34.在一个示例中,提供第一和第二长度柔性管的步骤包括提供预形成长度柔性管。
35.在一个示例中,注射成型混合器部形成柔性管部的部分。
36.在一个示例中,混合器部包括至少一个混合元件。注射成型混合器部包括至少部分地在第一和第二长度柔性管中的一者内注射成型所述至少一个混合元件。
37.在一个示例中,注射成型混合器部的步骤包括使形成混合器部的材料绕着第一长度柔性管的第一端的外周缘和绕着第二长度柔性管的第一端的外周缘模制。在这样的布置结构中,混合器部可被认为形成使柔性管部的两个部分连接的连接部的部分。仍进一步地,连接部和/或混合器部可形成柔性管部的部分。
38.在一个示例中,方法包括将模具插入在模型内。注射成型混合器部包括绕着模具注射成型混合器部。模具至少部分地限定混合器部的至少一个混合元件。
39.在一个示例中,方法还包括在注射成型混合器部的步骤之后通过第一长度管从混合器部移除模具。
40.在一个示例中,注射成型混合器部的步骤包括形成柔性管部的部分。
41.在一个示例中,插入模具的步骤包括在注射成型混合器部的步骤之前将模具插入到至少第一长度管的第一端中。这可在将第一和第二长度管插入到模型中之前完成。
42.在一个示例中,模型的模型腔的内周缘限定混合器部的外周缘。
43.在一个示例中,方法包括在形成混合器部之后对混合器部和柔性管部进行伽马辐照。
44.在示例中,提供一种管线混合器装置,所述管线混合器装置包括柔性管部和混合器部。混合器部在管部内、与管部成一体并沿着混合器部的长度被固定到管部的内壁。混合器部和管部由柔性材料构成。
45.在一个示例中,柔性材料是热固性材料。
46.在一个示例中,柔性材料是硅酮。
47.在一个示例中,柔性材料是热塑性弹性体。
48.在一个示例中,用于管部的材料和用于混合器部的材料相同。
49.在另一示例中,提供一种管线混合器装置,所述管线混合器装置包括第一长度柔性管、第二长度柔性管和混合器部。第一长度柔性管具有第一端。第二长度柔性管具有第一端。混合器部将第一长度柔性管的第一端机械连接并流体连通到第二长度柔性管的第一端。
50.在一个示例中,混合器部至少部分地轴向定位在第一长度柔性管的第一端与第二长度柔性管的第一端之间。
51.在一个示例中,混合器部包括至少一个径向向内突出的混合元件,所述混合元件比第一长度柔性管的内周缘和第二长度柔性管的内周缘径向向内突出更远。
52.在一个示例中,混合器部包括至少一个径向向内延伸的混合元件。混合元件轴向延伸到第一长度柔性管中并被固定到第一长度柔性管的内周缘。
53.在一个示例中,混合器部被固定到第一长度柔性管的第一端的外周缘,并被固定到第二长度柔性管的第一端的外周缘,以连接第一和第二长度柔性管。这可增强混合器部与第一和第二长度柔性管之间的机械固定。
54.在一个示例中,第一长度柔性管、第二长度柔性管和混合器部由相同材料形成。
55.在一个示例中,混合器部轴向定位在第一和第二长度柔性管之间。第一和第二长度柔性管具有第一外径,并且混合器部具有大于第一外径的第二外径。
56.在一个示例中,材料是硅酮,并且在第一长度柔性管、第二长度柔性管和混合器部的硅酮之间没有额外的结合剂。
57.在一个示例中,至少借助硅酮的交联结合,第一长度柔性管和混合器部被连接。至少借助硅酮的交联结合,第二长度柔性管和混合器部被连接。这种交联结合可因对形成混合器部的硅酮的加热过程而产生。
58.在一个示例中,混合生物加工流体的方法包括使一种或多种生物加工流体流过如上所述的管线混合器装置。方法包括在生物加工流体流过管线混合器装置的混合器部时使生物加工流体流内产生增强的湍动。
59.在示例中,提供一种设备,所述设备包括管部和混合器部。管部限定流路,并且混合器部一体连接到管部。混合器部和管部由柔性材料构成。柔性材料在设备形成后是柔性的。
60.在一个示例中,混合器部包括至少一个混合元件,所述至少一个混合元件延伸到管部中并对管部所限定的流路产生扰动。
61.在一个示例中,管部和混合器部彼此一体化,形成单个连续材料体。
62.在一个示例中,管部包括基材,所述基材具有在10与100之间的肖氏a硬度。
63.在一个示例中,管部包括至少一个预形成的管道段,并且混合器部是模制在所述至少一个预形成的管道段内的就位模制部件。
64.在一个示例中,管部包括第一预形成的管道段,所述第一预形成的管道段限定流路的第一部分。管部包括第二预形成的管道段,所述第二预形成的管道段限定流路的第二
部分。连接部使第一和第二预形成的管道段连接并且形成管部的部分。连接部限定管部的流路的第三部分。流路的第三部分流体地定位在流路的第一和第二部分之间并使流路的第一和第二部分互连。
65.在一个示例中,连接部是模制到第一和第二预形成的管道段的就位模制部件。混合器部形成为连接部的部分。
66.在一个示例中,连接部与第一预形成的管道段之间的连接至少部分地通过连接部的材料与第一预形成的管道段的材料之间的交联结合来提供。连接部与第二预形成的管道段之间的连接至少部分地通过连接部的材料与第二预形成的管道段的材料之间的交联结合来提供。
67.在一个示例中,混合器部的一部分延伸到第一和第二预形成的管道段中的至少一个中。
68.在一个示例中,管道部和混合器部在单个模制过程期间被共同形成从而提供单个材料体。
69.在一个示例中,管部和混合器部是柔性的。
70.在一个示例中,管部和混合器部由硅酮形成。
71.在一个示例中,管部和混合器部一体连接到彼此,而不使用由不同于管部或混合器部的材料形成的单独粘合剂。
72.在一个示例中,混合器部不是在一体连接到管部之前形成的。
73.在一个示例中,混合器部和管部由相同材料形成。
74.在一个示例中,管部是包括基材和嵌置在基材内的加强结构的复合结构。
75.在一个示例中,加强结构由尼龙股线提供,与尼龙股线限制管部的弯折柔性相比,尼龙股线降低管部在轴向方向上的柔性的程度更大。
76.在一个示例中,混合器部的第二部分绕着第一和第二预形成的管道段的外周缘延伸。
77.在示例中,提供一种用于形成管线混合器装置的方法。方法包括提供柔性管部和使柔性材料的混合器部至少部分地注射成型到管部。
78.在一个示例中,使柔性材料的混合器部至少部分地注射成型到管部的步骤包括在柔性管部的流道内注射成型混合器部的一部分。
79.在一个示例中,管部的材料与混合器部的柔性材料相同。
80.在一个示例中,方法包括使柔性管部的材料与混合器部的材料交联结合。这可通过固化或硫化/硬化来产生。
附图说明
81.包含在本说明书中并形成本说明书的一部分的附图图示出本发明的若干方面,并且与描述一起服务于阐明本发明的原理。在附图中:
82.图1是形成管线混合器的、根据本技术的管线混合器装置的截面图示;
83.图2是图1的管线混合器装置的前视图示;
84.图3是用于形成图1的管线混合器装置的模型和混合器模具的截面图示;
85.图4是图3的模型和混合器模具的截面图示,管线混合器装置被模制在其中;
86.图5是图3和图4的混合器模具的前视图;
87.图6是在另一种方法中使用图3的模型和混合器模具来形成图1的管线混合器装置的截面图示,其中在模制混合元件之前预形成管处在模型内并且混合器模具定位在预形成管内;
88.图7是已经在图3的模型中形成管线混合器装置之后的管线混合器装置的截面图示,在预形成管内形成有混合元件;
89.图8是另一种形成管线混合器装置的方法中使用的模型和混合器模具的截面图示,其中独立的预形成的管道段利用如图10中图示出的注射成型的混合器被连接;
90.图9是截面图示,图示出模型和混合器模具以及图8的管道,使混合器在模型内注射成型并连接所述管道段;
91.图10是从模型中脱出的、利用图8和图9的布置结构形成的所得管线混合器装置的截面图示;以及
92.图11是包含图10的管线混合器装置的混合系统的简化图示,并且示出两种分开的流体的混合。
93.虽然将结合某些优选实施例来描述本发明,但没有将本发明限于这些实施例的意图。相反,意图是涵盖被包括在由所附权利要求书所限定的本发明的精神和范围内的所有替代物、修改和等同物。
具体实施方式
94.本公开涉及管线混合器(本文中也称为“管线混合器装置”)、制造管线混合器的方法和利用管线混合器混合一种或多种生物加工流体的方法。可利用根据本公开的管线混合器装置进行混合的生物加工流体的示例的非穷尽式列表包括:生物制药流体;制备及培养基缓冲液;用于制作缓冲液的水;开发性、临床性及商业性药物产品、成分和制剂;有机溶液及其它有机材料,包括细胞、组织、细胞生长的副产物;佐剂;活性药物成分(api);抗体;抗体药物偶联物;疫苗;以及它们的组合和它们的稀释液。
95.设备和方法可用于任何生物加工流体系统,包括nff、tff、色谱、缓冲液制备、培养基制备、稀释、分配、转移应用及生物反应器/发酵器。
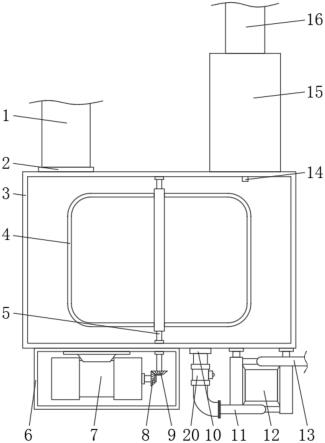
96.图1和图2图示出管线混合器装置100的示例。管线混合器装置100由于使生物制药工业中使用的一种或多种生物加工流体流内的湍动增强而在混合生物加工流体方面特别有用。管线混合器装置100包括柔性管部102和在柔性管部102内的混合器部104。
97.优选地,混合器部104与柔性管部102成一体。如本文中所使用的,“成一体”表示的是多个部件连接在一起使得它们无法在不破坏这些部件中的一个或多个的情况下分离。成一体的部件的一个示例包括由单件材料形成的部件,比如借助同时模制这些部件。成一体的部件的另一个示例包括一体化的本体。成一体的部件的另一个示例包括一个部件直接模制到另一个部件的情况。在这样的示例中,直接模制到另一个部件的部件可被称为就位模制部件(mold-in-place component)或就位形成部件(formed-in-place component)。在一些示例中,成一体的部件可结合在一起。例如,可使用交联结合。在一些示例中,交联结合发生在一个部件被模制到另一个部件之后。
98.交联结合可因加热模制材料而引起。这可通过在脱出模制材料之前加热模型来实
施。根据所使用的材料,这可称为硫化/硬化或者固化。
99.混合器部104和柔性管部102优选由相同柔性材料构成。然而,在其它实施例中,混合器部104也可由与管部102不同的柔性材料形成。在更具体的实施例中,柔性材料是热固性材料,所述热固性材料包括但不限于硅酮。热固性材料基本上会被固化或者被硫化/硬化来使其中产生交联结合。形成交联结合的一种方法是借助在热固性材料成形后对其进行加热。
100.在其它示例中,用于形成管部和/或混合器部104中的一者或多者的柔性材料是柔性热塑性弹性体。热塑性弹性体在成形后将被冷却以赋予其最终形式。
101.在示例中,管线混合器装置100的材料满足提供生物相容性的usp vi级要求。
102.在示例中,管线混合器装置100经历形成后的处理。在一个示例中,形成后的处理包括消毒过程,所述消毒过程可包括对形成的管线混合器装置100进行伽马辐照或高压灭菌。
103.在示例中,管线混合器装置100是一次性的。个别示例可具有这些特征中的一项或者这些特征的组合。
104.如本文中所使用的,“柔性”材料应具有按照肖氏a级别测量的在10与100之间的且优选地在10与90之间的硬度,且最多具有按照肖氏d级别为60的硬度。注意的是,实施例中使用的柔性材料可具有具备期望硬度值的基材、但包括嵌置在基材中的加强材料或结构。非穷举性示例会是由硅酮形成的管线混合器装置,所述管线混合器装置包括为加强而嵌置的尼龙股线或织带以提供增加的强度。从基材(例如本示例中的硅)具有在期望范围内的硬度方面来看,材料和所得的管线混合器装置应被认为是柔性的。基本上,加强结构将用于限制管线混合器装置(例如,管线混合器装置的管部102)的纵向拉伸,但对管线混合器装置的弯折柔性将提供仅有限的限制至没有限制。
105.管线混合器装置的柔性允许用于调整管线混合器装置的流特性,例如借助弯折或夹挤,而不要求必须更换管道或混合元件。
106.基本上,管线混合器装置100将是一次性使用的混合器。因此,当用作一次性使用的混合器时,与通常需要对系统进行较大程度的拆卸以更换混合器的刚性系统相比,以上提及的柔性可促进从整个系统更简单且更快速地移除和更换。然而,在其它实现方式中,管线混合器装置100也可以是多用途混合器。
107.一般而言,混合器部104由一个或多个径向向内突出的混合元件提供,所述混合元件与柔性管部102的限定管部102的内流路的管壁成一体。
108.在一个示例中,混合器部104包括多个呈螺旋突起106形式的混合元件,所述螺旋突起绕着柔性管部102的中心轴线110成角度地延伸。混合元件为由管部102限定的流路提供非圆柱形轮廓以增强湍动和促进混合。也可使用其它混合元件设计(例如,非螺旋突起)。此外,还可使用多个相异的径向突出的突起。在实施例中,一个或多个混合元件被提供。
109.在示例中,混合器部104包括径向向内延伸的多个螺旋突起106。在示例中,螺旋突起106沿相反方向成角度地延伸,使得流过管线混合器装置100的流体在沿着中心轴线110的不同轴向位置处暴露于具有相反角度取向的混合元件,以改善管线混合器装置100的混合特性。图5中图示的混合器模具134是被配置来形成包括有沿相反角度方向延伸的多个螺旋突起106的混合器部104的示例。
110.在一个示例中,螺旋突起106包括第一对螺旋突起,所述第一对螺旋突起绕着中心轴线110沿相同方向成角度地延伸并且沿着中心轴线110大体相互轴向对齐,但第一对螺旋突起彼此在角度上绕中心轴线110偏移180度。螺旋突起106还包括第二对螺旋突起,所述第二对螺旋突起绕着中心轴线110沿相同方向成角度地延伸并且沿着中心轴线110大体相互轴向对齐,但第二对螺旋突起彼此在角度上绕中心轴线110偏移180度。该第二对螺旋突起与第一对螺旋突起大体轴向偏移。在示例中,第一对螺旋突起的端部与第二对螺旋突起在角度上绕中心轴线110偏移90度。其它实施例可包括沿一个角度方向延伸的第一螺旋突起和沿相反角度方向延伸的第二螺旋突起。
111.在示例中,各种不同的螺旋突起106彼此相异,并且不是沿着中心轴线110轴向延伸的连续突起。此外,螺旋突起可由多个相异的突起形成,所述多个相异的突起相互成螺旋图案对齐使得在组合来看时提供螺旋配置构造。
112.虽然提供的是呈螺旋突起形式的混合元件,但其它形状和配置构造也被考虑在内。例如,可包含这样的径向延伸突起来提供不同的混合特性:所述径向延伸的突起是简单的凸块而不是螺旋突起。还可更改混合元件的长度、尺寸、节距、形状、数量和其它特性以提供变化的混合特性。此外,还可在混合器部内的不同位置处提供不同的混合元件。此外,如由相反定向的螺旋突起所图示的,相同混合器部104的混合元件同样可在这些特性中的任何方面上发生变化,以改变混合器部104的混合特性。混合元件可在数量、长度、宽度、高度、手系(旋转)、俯仰(角度)和横截面几何结构上发生变化。这可沿着混合器部104的长度变化。这也可基于管部102的横截面积变化。混合元件之间的间距也可变化。
113.可同时形成柔性管部102和混合器部104(参见例如图4)。替代地,也可首先形成柔性管部102,且然后在单独的步骤中将混合元件一体地附接到柔性管部102的侧壁的内表面(参见例如图7和图9)。这样的附接可在形成混合元件时进行,使得混合元件就位形成。
114.在一些实施例中,柔性管部102的一部分可以是预形成的(例如通过预形成的柔性管),且然后可在形成混合器部104时和/或在连接预形成长度柔性管时形成柔性管部的一部分。
115.设想的是,管线混合器装置100可通过模制或挤出中的一种或多种来形成。
116.参考图1,管线混合器装置100且特别是管线混合器装置的柔性管部102具有第一节段112、第二节段114和第三节段116,第一节段具有第一外径d1,第二节段具有第二外径d2,并且第三节段具有第三外径d3。第二节段114轴向定位在第一节段112和第三节段116之间。在该示例中,第一外径d1与第三外径d1相同,并且第二外径d2与第一外径d1和第三外径d3不同。
117.第一节段112、第二节段114和第三节段116的侧壁部的内径可以相同或不同。在以下的图示示例中,对于全部三个节段112、114、116,未定位有混合元件的内径都是相同的。
118.图3图示出用于形成管线混合器装置100的示例的模型120。在该示例中,模型具有组合来形成模型腔126的第一模型半部122和第二模型半部124。腔126包括与柔性管部102的第一节段112、第二节段114和第三节段116对应的第一区域128、第二区域130和第三区域132。
119.混合器模具134定位在模型腔126内来限定混合元件的轮廓/几何结构。模具的几何结构将决定内部混合元件的形状。该示例中的混合器模具134包括螺旋槽136,该螺旋槽
限定以上说明过的具有沿相反方向成角度地延伸的两对螺旋突起106的混合元件的布置结构。
120.在模制期间,柔性材料将被注入到模型腔126中和混合器模具134周围,以使柔性管部102与混合器部104形成为由连续的一件材料形成的一体化的一件式部件。材料可通过在模型半部122、124中的一个或多个中形成的一个或多个材料供应通道注入。图3图示出在模型半部122中形成的材料供应通道137。然而,不止一个材料供应通道可被包含并可被包含到模型半部122、124两者中。替代地,材料也可通过在混合器模具134中形成的一个或多个材料供应通道注入。图6图示出在混合器模具134中形成的材料供应通道139。材料供应通道139与混合器模具134中对所得混合器部的混合元件进行限定的几何结构(例如,槽136)连通。
121.图4图示出模型120,管线混合器装置100以所模制的状态处于模型腔126内。在形成管线混合器装置100的材料已经充分凝固(例如使得管线混合器装置100将维持其形状)之后,将分开模型半部122、124,并且混合器模具134将通过管线混合器装置100的内流道而轴向地移除。
122.图5图示出从模型120移除的混合器模具134,以图示出螺旋槽136。螺旋槽136的轮廓是之前所论述的将在模制过程期间由之形成的螺旋突起106的阴型(negative)。
123.另外参考图3和图4且主要是图4,在该示例中,螺旋槽136未延伸混合器模具134的全部长度,使得与螺旋槽136的最外端142偏移的端部140是平滑的。这些端部140与模型腔120的第一区域128和第三区域132协作以使管线混合器装置100的各端144处形成平滑内表面。平滑内表面允许管线混合器装置100以良好的密封与生物制药行业中广为人知的连接器(如三夹钳式、y型、t型或交叉型管连接部)连接。例如,连接器的一部分可插入到管线混合器装置的平滑端部中以在它们之间形成良好密封。因此,可以理解的是,由于组件的柔性,管线混合器装置100的更换是多么快速和容易。
124.参考图4,在该示例中,一对螺旋突起106中的螺旋突起106在第一节段112的一部分和第二节段114的一部分内延伸。另一对螺旋突起106中的另外的螺旋突起106在第二节段114的一部分和第三节段116的一部分内延伸。同样第,在该示例中,混合元件未延伸柔性管部102的全部长度,从而在用于连接到连接器的各端144附近提供平滑内表面。
125.图6和图7图示出用于形成管线混合器装置102的第二种工艺。在该工艺中,首先形成柔性管部102,且然后将混合器部104添加到柔性管部102的内表面。优选地,用于形成混合器部104的材料与用于形成管部102的材料相同。
126.图6图示出模型120,其中柔性管部102的节段已经形成和/或至少部分地固化且位于模型腔126内。混合器模具134已经插入到形成柔性管部102的流道的中心腔中。虽然被示出为处在模型120中,但在其它工艺中,当混合器模具134插入时,管部102不一定要在模型120中。
127.在图6中,混合器模具134的螺旋槽136此时没有任何材料。因此,混合器部104和对应的混合元件还没有形成。
128.参考图7,材料已经经由混合器模具134中的通道139(参见图6)注入到螺旋槽136中来形成混合器部104及其对应的混合元件(同样地,在该示例中,螺旋突起106)。
129.在材料(例如硅酮)充分固化之后,可将混合器模具134从管部102牵引出,留下混
合器模具134的阴型作为一体地固定到柔性管部102的侧壁的内表面的混合器部104。
130.在使用这种多步骤工艺来形成柔性管部102和混合器部104的示例中,诸如硅酮之类的材料为将混合元件一体地固定到先前形成的柔性管部102提供了积极结果,因为未固化的可流动的硅酮与先前已经至少部分固化的硅酮(例如先前固化或先前形成的柔性管部102)具有良好的粘合性能。
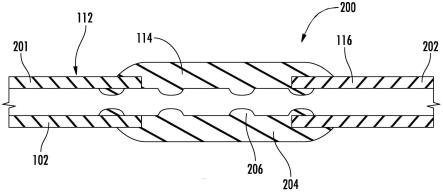
131.图8和图9图示出用于形成管线混合器装置200的另外的方法。所得的管线混合器装置200被图示在图10中。在该实施例中,柔性管部由两个单独长度的柔性管201、202以及混合器部204的部分形成。因此,混合器部204提供柔性管部的部分且特别是该示例的柔性管部所限定的流路。
132.混合器部204将第一长度柔性管201机械固定到第二长度柔性管202以及流体连接第一长度柔性管201和第二长度柔性管202。因此,混合器部204可被认为是连接部。
133.图8图示出插入到模型120中的两个长度柔性管201、202,其中各长度柔性管201、202的自由端定位在模型120的内腔126内。模型120将绕着第一长度柔性管201和第二长度柔性管202的外周缘夹紧,以防止在其中模制的材料在各长度柔性管201、202与模型120的内周缘之间泄漏。
134.第一长度柔性管201位于腔126的区域128中,第二长度柔性管202位于腔126的区域132中,并且第一长度柔性管201和第二长度柔性管202的端部以大体充分暴露的配置结构位于腔126的区域130内。对于腔126的各标示区域,请参见图4。
135.在该实施例中,混合器模具134插入到第一长度柔性管201和第二长度柔性管202两者的端部中。基本上,这将在使管道于模型半部之间夹紧之前完成。然而,在其它实施例中,混合器模具134可以仅延伸到第一长度柔性管201和第二长度柔性管202中的一者中。仍另外地,在一些实施例中,混合器模具134没有延伸到任一长度柔性管201、202中。
136.优选地,混合器模具134的螺旋槽136轴向延伸到预形成的第一长度柔性管201和第二长度柔性管202中,使得所得的混合器部204及其混合元件至少部分地轴向延伸到第一长度柔性管201和第二长度柔性管202中。因此,混合器部204附接到各长度柔性管201、202的内周缘。这加强由混合器部204提供的第一长度柔性管201与第二长度柔性管202的连接。然而,在一些实施例中,混合元件没有延伸到各长度柔性管201、202中的任一者中或者仅只是到两个长度柔性管201、202中的一者中。
137.此外,优选地,各长度柔性管201、202在模型120的内腔126内定位成使得第一长度柔性管201和第二长度柔性管202的端部的外周缘的一部分自由地暴露,如在图8中。这允许形成混合器部204的材料接合并附接到第一长度柔性管201和第二长度柔性管202的暴露的径向外部,以进一步将混合器部204附接到各长度柔性管201、202。这改善它们之间的连接。
138.提供交联结合的材料当被组合/联合(combine)时在各种部件之间提供牢固的连接。在一些实现方式中,在模制混合器部204之后,第一长度柔性管201和第二长度柔性管202的材料与混合器部204的材料形成一体化本体。
139.在一些实施例中,形成混合器部204的材料不需要绕着各长度柔性管201、202的外周缘延伸或连接到该外周缘。
140.在该示例中,各长度柔性管201、202是在插入到模型120中之前预形成的。此外,在该实施例中,混合器部204至少部分地轴向定位在第一长度柔性管201和第二长度柔性管
202的端部之间。在这种配置结构中,混合器部204的位于各长度柔性管201、202之间的部分可被认为形成由此产生的管线混合器装置200的柔性管部的部分。因此,由此产生的混合元件(例如突起206)一体地形成在管线混合器装置的柔性管部内。
141.模制的部件在该实施例中可被认为是连接部。该连接部既连接预形成长度管道201、202、提供柔性管部的部分,又提供混合部204。
142.此外,在形成混合器部204的材料绕着第一长度柔性管201和第二长度柔性管202的端部延伸的实施例中,混合器部204的外径基本上大于第一长度柔性管201和第二长度柔性管202的外径。
143.在模制并充分固化之后,可移除混合器模具134。这通过经由两个长度柔性管201、202中的一者取出混合器模具134来完成。基本上,杆连接到混合器模具134的一端中的内螺纹使得混合器模具134可从管线混合器装置200的内部被移除。螺纹连接至少部分地在混合器模具134中通过虚线和在混合器模具134的各端中的腔被图示出。基本上但并不总是地,杆将在模制过程之前插入到对应长度柔性管201、202中。
144.形成管线混合器装置200的该工艺允许以简单的方式在混合器部204的两侧每侧上设置基本无限长度的管道。
145.在上述工艺的优选示例中,由于混合元件与柔性管部的壁同时模制或者混合元件直接模制到柔性管部的壁,因此在混合器部与管部的壁之间没有裂缝或间隙形成。这对于例如蛋白质相容性会是有益的。
146.虽然单个模具被图示为在以上被使用,但其它的工艺,例如当形成一个或多个混合元件时,也可使用多个混合模具,比如串联布置的混合模具。当在单个管线混合器装置中提供多个混合部时,这会是有用的。再次地,各混合元件可具有相同的轮廓或具有不同特性的轮廓。例如,单个管线混合器装置可具有多个轴向间隔开的混合器部,这些混合器部通过没有混合元件的中间管部一体地连接在一起。这些混合器部可以具有相同或不同的混合元件。
147.通过使用具有柔性混合元件的柔性管部和柔性混合器部,上述管线混合器装置可柔性弯折成任何形状,管部也可以弯折。柔性降低或消除了例如附接到刚性连接器、罐、袋或其它部件或在它们的任何组合之间的附接点处的应力。此外,柔性混合器部也可以弯折。此外,柔性允许更改通过管线混合器装置的流特性(例如,借助弯折或夹挤)以调节装置的混合特性。
148.上述管线混合器装置且特别是它的混合器部可具有任何长度,并且柔性管部可具有任何内径。同样地,可使用具有不同几何结构的混合元件来改变混合器部的湍动(例如混合)程度。这可通过改变混合元件的长度、改变混合元件的形状、改变混合元件的数量、改变混合元件径向向内延伸的程度等来实现。
149.混合器部可安置在小直径管(例如具有1/8英寸内径的柔性管)中。混合可包括管线稀释、强化(spiking)、增补等。
150.上述管线混合器装置和对应的管部和混合器部可形成为使操作者与细胞毒性产品分开的一个连续件或一个一体单元。上述管线混合器装置和对应的管部和混合器部可被弃置而无需打开它,消除了清洁的需要,清洁可能使操作者暴露于被混合的产品。
151.通过使用如上所述的管线混合器装置,主题管线混合器不需要大的混合贮器,所
述大的混合贮器通常需要进行清洁和重复使用,这会增加混合系统的成本和费用。
152.通过使用同时模制柔性管部和混合器部的模制技术,或者通过将混合器部模制到预形成的柔性管部中的模制技术,或者通过将混合器部模制到分开长度的预形成的柔性管的模制技术,混合器部可沿着它的整个长度结合到柔性管部的内壁。不提供单独的粘合剂或结合材料/试剂(例如不同的材料)来将混合器部固定到柔性管部。如上所述,当使用呈现交联结合的材料时,这种结合会非常牢固。
153.在优选的实施例中,混合元件不具有这样的中心构件,即混合元件从之径向向外延伸的中心构件。相反,在优选实施例中,混合元件仅从限定生物加工流体流过的柔性管道/流道的侧壁径向向内延伸。这允许用于在制造期间以及在模制的混合器部充分固化之后移除混合器模具。
154.图11图示出在混合系统300内使用时的根据本技术的管线混合器装置200。管线混合器装置200连接到待通过管线混合器装置200混合的两个流体源302、304。
155.流体306从第一流体源302流出,并且流体308从第二流体源304流出。流体306和流体308的流在t形连接器310处组合且然后在第一节段112处流入管线混合器装置200。表示流体306、308的箭头被图示为相对平直的箭头,表明在该位置处的这些流体流中的湍动量相对较低。
156.随着流体306和流体308的组合流向下游流过混合器部204,流体流内的湍动增强,如箭头312所图示的开始弯折。离开混合器部204的混合流体(如箭头314所图示的)由于混合器部204在流体流内产生的湍动增强而具有高的混合水平。该增强的湍动水平通过箭头314的曲率量增大来图示。这种增强的湍动导致流体306、308之间的高混合水平。
157.离开混合器部204的混合流体314然后可流动到容器318,混合流体被存储在所述容器处。替代地,混合流体314也可流到其它下游系统或装置,在所述下游系统或装置处混合流体314被使用。
158.流体源302、304可以是重力进给式的或包括用于对流体306、308的流进行加压的泵。
159.如上所述,混合器部204可配置成提供期望的对流体306、308的混合量。因此,如果需要更多或更少的混合,则可利用另一个具有不同混合特性的管线混合器代替管线混合器200。
160.虽然系统300被图示为使用管线混合器装置200,但系统300中可采用本文中描述的任何管线混合器。
161.在一些实现方式中并且如上所述,管线混合器装置200可以是一次性使用的,使得在所有的流体306和流体308(或期望量的流体306、308)被混合之后,管线混合器装置200被丢弃并被供随后混合过程中使用的新管线混合器装置取代。系统300的其它部件也可以是一次性使用的,例如t型连接器310或任何关联的管道。替代地,在一些实现方式中,管道和t形连接器310也可以是系统300的固定部件。如上所述,在这种情况下,管线混合器装置的柔性会促进容易的更换。
162.1各参考文献包括本文中所引用的出版物、专利申请和专利由此以引用的方式并入,就如同每篇参考文献被单独且具体地指示为以引用的方式并入并且在本文中全文阐述一样。
163.在描述本发明的上下文中(尤其是在所附权利要求书的上下文中)术语“一”和“一个”和“该”及类似指称的使用应诠释为涵盖单数和复数两者,除非本文中另有说明或与上下文明显矛盾。术语“包括”、“具有”、“包括有”和“包含”应诠释为开放式术语(即,意思是“包括但不限于”),除非另有说明。除非本文中另有说明,否则本文中对数值范围的记述仅旨在用作单独指代落入该范围内的每个单独值的速记方法,并且每个单独值都被包含在本说明书中,就如同它在本文中被单独记述一样。本文中描述的所有方法可以以任何合适的顺序实施,除非本文中另有说明或与另外上下文明显矛盾。任何和所有示例或本文中提供的示例性语言的使用(例如,“比如”)仅旨在更好地阐明本发明而不构成对本发明范围的限制,除非另有声明。说明书中的任何语言都不应被解释为指示任何未要求保护的元素对于本发明的实践是必不可少的。
164.本文中描述了本发明的优选实施例,包括发明人已知的对于实现本发明的最佳模式。在阅读以上描述之后,这些优选实施例的变型对于本领域普通技术人员会变得显而易见。发明人期望本领域技术人员适当地采用这样的变型,并且发明人也意欲本发明被以不同于本文中所具体描述的方式被实践。相应地,本发明包括适用法律所允许的对所附权利要求书中记载的主题的所有修改和等同物。此外,除非本文中另有说明或另外与上下文明显矛盾,否则本发明还涵盖上述要素在它们所有可行变型中的任何组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。