1.本发明涉及光伏领域,尤其涉及一种能够同时将电池片边缘钝化的电池片及其制备方法、具体电池片的光伏组件及制备方法。
背景技术:
2.相较于传统光伏组件,半片组件、叠瓦组件在同组件面积时具有更高的功率,受到越来越多的应用。这两种组件需要将完整的电池片通过划片分解成两片或多个小片电池,通常采用激光切片,然后小片电池通过eca将正背面主栅连接,这会降低组件电阻,从而降低电阻损耗,而正面主栅的“不可见”可以大大的增加封装电池片的数量以提高组件单位面积的利用率,最终大大提高组件功率。
3.然而,将整片电池划开分成小片电池的过程,切片区域尤其是空间电荷区会成为高复合区域,如果不进行额外的钝化处理,将严重影响小片电池的电性能参数,从而影响整个组件的功率输出。
4.有鉴于此,有必要提供一种太阳能电池片的制备方法及采用其形成的电池片、光伏组件,以解决上述技术问题。
技术实现要素:
5.本发明的目的在于提供一种能够同时将电池片边缘钝化的太阳能电池片的制备方法及采用其形成的电池片、光伏组件。
6.为实现上述发明目的,本发明采用如下技术方案:
7.一种太阳能电池片的制备方法,包括如下步骤:
8.采用激光沿太阳能电池片的划线区进行激光扫描,使太阳电池片发生断裂;
9.沿所述激光的扫描线向所述太阳能电池片喷钝化气体,以在太阳能电池片的断裂面上形成钝化层。
10.进一步地,在所述激光扫描之前,先在太阳能电池片的划线区形成预裂结构。
11.进一步地,所述预裂结构为采用第一激光形成的沿所述太阳能电池片的划线区延伸的预划线;
12.或,所述预裂结构为采用第一激光形成的位于太阳能电池片的划线区的边缘的预划槽。
13.进一步地,所述预划线的深度为太阳能电池片厚度的10%~90%,所述预划槽的深度介于太阳能电池片厚度的5%~100%,所述预划槽在所述划线区的延伸方向上的长度介于0.1mm~80mm。
14.进一步地,所述预裂结构包括分别位于所述划线区的两端且彼此对齐的两个所述预划槽。
15.进一步地,所述激光的加热功率为40w~120w,扫描速度100-500mm/s。
16.进一步地,所述钝化气体包括氧化性气体,所述氧化性气体为氧气、或包含氧气的
混合气体、或臭氧、或包含臭氧的混合气体;
17.或,所述钝化气体包括氧化性气体和冷却介质,所述氧化性气体为氧气、或包含氧气的混合气体、或臭氧、或包含臭氧的混合气体,所述冷却介质为温度不高于室温的气体。
18.进一步地,所述钝化气体的温度不高于室温。
19.进一步地,钝化气体的流量为100sccm~5slm。
20.进一步地,钝化气体在所述划线区的喷射点与所述激光在所述划线区的光斑的距离在0.5mm~1cm之间。
21.进一步地,喷射钝化气体的喷嘴与太阳能电池片的垂直距离为1mm~20mm之间。
22.进一步地,在喷钝化气体前,沿所述第二激光的扫描线向所述太阳能电池片喷冷却介质。
23.进一步地,所述冷却介质为温度不高于室温的气体或液体。
24.进一步地,还包括将所述太阳能电池片固定于工作台上,所述太阳能电池片包括由所述划线区划分形成的若干子电池区域,每一子电池区域均与所述工作台相固定。
25.一种电池片,由上述太阳能电池片的制备方法形成。
26.一种光伏组件的制备方法,包括:
27.由上述太阳能电池片的制备方法形成电池片;
28.将所述电池片的边缘相互叠加形成光伏组件。
29.一种光伏组件,由上述光伏组件的制备方法形成。
30.本发明的有益效果是:本发明的太阳能电池片的制备方法,一方面采用激光沿所述划线区进行激光扫描,给所述划线区局部加热,激光离开后使其可在热冷应力下原位分裂为若干子电池片;无需掰片,大大减小了对子电池片的损伤,且提高了裂片效率。另一方面,沿所述激光的扫描线向所述太阳能电池片1喷钝化气体5,在裂片的同时对所述子电池片的边缘进行钝化,在太阳能电池片1的断裂面上形成钝化层,减少子电池片的边缘复合,提高其电性能。
附图说明
31.图1是本发明一具体实施例的光伏组件的制备方法流程图;
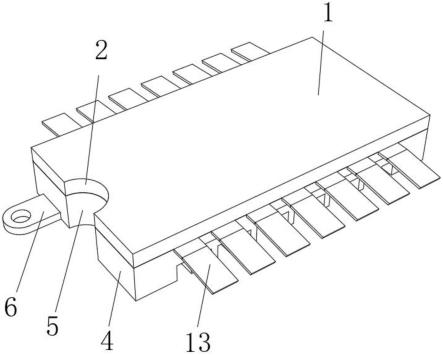
32.图2是图1中的太阳能电池片在裂片前后的示意图;
33.图3是本发明一实施例中,通过第一激光形成预划线的示意图;
34.图4是由图3形成的具有预划线的太阳能电池片;
35.图5是在图4的太阳能电池片上通过第二激光扫描、喷射钝化气体使太阳能电池片进行原位裂片及边缘钝化的示意图;
36.图6是本发明另一实施例中,通过第一激光形成预划槽的示意图;
37.图7是经由图6形成的具有预划槽的太阳能电池片;
38.图8是在图7的太阳能电池片上通过第二激光扫描、喷冷却介质进行降温使太阳能电池片进行原位裂片同时喷射钝化气体进行边缘钝化的示意图。
39.1-太阳能电池片,11-预划线,12-预划槽,13-硅基底,14-扩散层,15-sinx钝化层,16-减反射层,17-正面电极,18-背面钝化层,19-背面电极,10-钝化层,1
’‑
子电池片,2-第一激光,3-第二激光,4-冷却介质,5-钝化气体;
具体实施方式
40.以下将结合附图所示的具体实施方式对本发明进行详细描述。但这些实施方式并不限制本发明,本领域的普通技术人员根据这些实施方式所做出的结构、方法、或功能上的变换均包含在本发明的保护范围内。
41.在本发明的各个图示中,为了便于图示,结构或部分的某些尺寸会相对于其它结构或部分夸大,因此,仅用于图示本发明的主题的基本结构。
42.请参阅图1~图8所示,本发明的太阳能电池片的制备方法用以将完整的太阳能电池片分裂形成半片或小电池片,包括如下步骤:采用激光沿太阳能电池片的划线区进行激光扫描,使太阳能电池片发生断裂;沿所述激光的扫描线向所述太阳能电池片1喷钝化气体5,以在太阳能电池片1的断裂面上形成钝化层。
43.该制备方法,一方面采用激光沿所述划线区进行激光扫描,给所述划线区局部加热,激光离开后使其可在热冷应力下原位分裂为若干子电池片;无需掰片,大大减小了对子电池片的损伤,且提高了裂片效率。另一方面,沿所述激光的扫描线向所述太阳能电池片1喷钝化气体5,在裂片的同时对所述子电池片的边缘进行钝化,在太阳能电池片1的断裂面上形成钝化层,减少子电池片的边缘复合,提高其电性能。
44.请参阅图1和图2所示,在激光扫描进行原位裂片前,太阳能电池片的制备方法还包括如下步骤:制绒、扩散、选择性发射电极掺杂、边缘刻蚀、背面钝化、正面sinx钝化 减反射、激光开窗、丝网印刷 烧结 测试分选。
45.进一步地,在所述激光扫描之前,先在太阳能电池片1的划线区形成预裂结构。所述预裂结构作为原位裂片的起始点,可以降低对太阳能电池片1进行加热的功率和温度,保证裂片效果。所述预裂结构只是作为裂片的起始点,对太阳能电池片1的损伤较小,再结合热冷应力裂片,整个裂片过程几乎可以消除常规划片带来的粉尘,且不会在子电池片上造成损伤,从而大幅提高叠瓦电池片单元和组件的机械强度,降低切片效率损失。
46.所述预裂结构及其形成工艺包括但不限于以下实施例。
47.一实施例中,如图3和图4所示,所述预裂结构为沿所述太阳能电池片1的划线区延伸的预划线11。所述预划线11的深度为10%~90%,保证太阳能电池片1在热冷应力下原位裂片。
48.优选地,所述预划线11的深度为40%~60%,对原位裂片过程中的加热温度要求、降温方式等要求较低,且原位裂片的效果较好。
49.所述预划线11可以采用机械应力形成,预划线11只是在后续热冷应力裂片中作为裂片的起始点,相对传统的机械切割片损伤较小。
50.优选地,所述预划线11采用第一激光2形成,所述第一激光2可以是紫外光、绿光也可以是红外光。优选地,所述第一激光2为脉冲激光,可以形成非连续性的预划线11,对太阳能电池片1的损伤大大减小。
51.所述预划线11的形成过程为:以太阳能电池片1边缘或者太阳能电池片1表面的电极图形为基准进行定位,然后采用上述第一激光2在划线区扫描形成所述预划线11,将太阳能电池片1划分为几个几何尺寸大致相同的子电池片区域。
52.另一实施例中,如图6和图7所示,所述预裂结构为位于所述太阳能电池片1的划线区边缘的预划槽12,在后续热冷应力裂片时作为裂片的起始点。优选地,在所述划线区延伸
方向的两端均设有预划槽12,可以从任意一端开始裂片。
53.所述预划槽12的深度为5%~100%,保证太阳能电池片1在热冷应力下原位裂片。优选地,所述预划槽12的深度为40%~60%,对原位裂片过程中的加热温度要求、降温方式等要求较低,且原位裂片的效果较好。
54.该实施例与上述实施例的区别仅在于:所述预划槽12仅位于所述太阳能电池片1的边缘处,而所述预划线11沿所述太阳能电池片1的裂片方向延伸,两者的形成工艺相同。
55.本发明的原位裂片过程在施胶工位完成。具体地,将形成预裂结构的太阳能电池片1转移至施胶工位上料台后,优选地,将所述太阳能电池片1固定于所述施胶工位上料台上,例如通过真空吸附的方式固定,方便取放所述太阳能电池片1,且对所述太阳能电池片1的损伤较小。
56.优选地,所述太阳能电池片1上的所有所述子电池区域均与所述施胶工位上料台相固定;在原位裂片后,每一子电池片均与所述施胶工位上料台相固定;因此施胶工位上料台在裂片后转移至印胶区的过程中,所述子电池片始终固定于施胶工位上料台上,各子电池片之间的相对位置不变,方便后续印刷导电胶。
57.本发明通过激光扫描的方式给所述划线区加热,通过太阳能电池片1在室温下自然冷却、喷射冷却介质4等的方法进行降温,使得太阳能电池片1在热冷应力下实现原位裂片。
58.具体地,加热过程为:以太阳能电池片1的边缘、或电极图形、或预裂结构作为基准进行定位,然后第二激光3沿着划线区扫描照射,第二激光3照射时会加热太阳能电池片1,一般可以瞬间到达300℃以上。
59.该第二激光3通常为连续光源,第二激光3加热功率1w~400w,尤其以40w~120w为最佳;第二激光3扫描速度为20mm/s~2000mm/s,尤其以100mm/s~500mm/s为最佳;对太阳能电池片1加热速度、加热温度适宜,不会因为温度过高对太阳能电池片1造成严重灼伤。
60.降温过程包括但不限于以下几种:
61.一实施例中,如图5所述,激光照射离开后,太阳能电池片1暴露于室温下会迅速降温,这样热与冷就会使太阳能电池片1裂开。该降温过程实质为第二激光3向前扫描离开当前扫描区域即可,无需进行后续操作。
62.另一实施例中,如图8所述,在第二激光3扫描后,向太阳能电池片1的划线区域喷冷却介质4,以快速降低所述太阳能电池片1的温度,激光加热和冷却介质4在太阳能电池片1上形成热冷应力,从而达到裂片目的。
63.优选地,冷却介质4的喷射点与激光光斑同轴,两者先后给太阳能电池片1上的同一区域加热、冷却,形成有效的热冷应力,保证太阳能电池片1沿直线进行裂片。
64.并且,冷却介质4的喷射点与激光光斑之间的距离在1mm~80mm之间,均可形成良好的热冷应力。优选地,冷却介质4的喷射点与激光光斑之间的距离在10mm~20mm,既能减少或避免冷却介质4对激光光斑加热的影响,又能及时地给加热后的太阳能电池片1降温,裂片效果好。
65.所述冷却介质4包括但不限于液体或气体。
66.所述液体通常选用对太阳能电池片1无损伤的液体,例如水、混合有乙醇的水等。在第二激光3扫描后,沿第二激光3扫描线向太阳能电池片1提供液柱,液柱与第二激光3的
光斑同轴,且液柱与激光光斑之间的距离在1mm~80mm之间,优选10mm~20mm,裂片效果好。裂片后,通过风刀吹干太阳能电池片1,或采用平台加热的方式烘干太阳能电池片1。
67.在采用液体给太阳能电池片1降温时,可能会留下液滴,因此需要加上干燥步骤。所述干燥步骤包括但不限于:通过风刀吹干太阳能电池片1,或采用平台加热的方式烘干太阳能电池片1。
68.所述气体通常选用对太阳能电池片1无损伤的气体,例如空气、氮气等。在激光扫描后,沿激光扫描线向太阳能电池片1提供气柱。所述气柱与第二激光3的光斑的关系与上述液柱与第二激光3的光斑的关系相同,于此不再赘述。
69.优选地,可以在气体中掺杂易挥发气体,例如酒精蒸气,通过其快速挥发吸热,可以达到更好地冷却效果。
70.上述任意一种加热工艺可以与上述任意一种冷却工艺相结合完成热冷应力原位裂片,以下将通过几个具体的实施例对发明的光伏组件的制备方法进行详细说明。
71.实施例1,在太阳能电池片1上激光开槽,形成预裂槽;以太阳能电池片1边缘、电极图像或预裂槽作为基准进行定位,将太阳能电池片1置于工作台上,工作台真空吸附住所述太阳能电池片1;原位裂片过程为:采用连续激光沿着所述预裂槽扫描,激光离开后太阳能电池片1暴露于室温下会迅速降温,这样热与冷就会使太阳能电池片1裂开。
72.实施例2,与实施例1的区别在于:原位裂片过程为:采用连续激光和水柱同轴沿着所述预裂槽扫描,激光在前,水柱在后,两者距离为10mm~20mm;太阳能电池片1在热冷应力下裂片后,通过风刀或工作台加热的方式去除残留的水滴。
73.实施例3,与实施例2的区别在于:原位裂片过程为:采用连续激光和气柱同轴沿着所述预裂槽扫描,激光在前,气柱在后,两者距离为10mm~20mm;气柱为空气或混合油酒精蒸气的空气。
74.实施例4,在电池片背面激光划线形成所述预划线11;以太阳能电池片1边缘、电极图像或预划线11作为基准进行定位,将太阳能电池片1置于工作台上,工作台真空吸附住所述太阳能电池片1;原位裂片过程为:采用连续激光沿着所述预划线11扫描,激光离开后太阳能电池片1暴露于室温下会迅速降温,这样热与冷就会使太阳能电池片1裂开。
75.在形成所述预划线11时已经对太阳能电池片1切割了50%,无需喷射冷却介质4也很容易裂开。当然,在预划线11作为预裂结构时,也可以采用如实施例2和实施例3的冷却方式通过水柱、气柱加速冷却。
76.一类实施例中,所述钝化气体5包括氧化性气体,所述氧化性气体为氧气、或包含氧气的混合气体、或臭氧、或包含臭氧的混合气体;此时所述钝化气体5不增加其他气体成分,还可以根据需要选择性地增加其他气体。
77.在第二激光3扫描加热并通过上述任意降温方法裂片后,向所述划线区喷射所述钝化气体5,利用第二激光3对所述划线区材料进行局部快速加热的特点,向划线区定向喷射氧化性气体,使得裂片边缘的断裂面快速高温生长sio2钝化层,对切裂片缘进行钝化,同时避免了氧化性气体对电池片其他区域的不利影响,从而大大改善切片电池的电池效率。
78.优选地,所述钝化气体5的温度不高于室温,可以给所述太阳能电池片1降温,提高裂片效果,同时对其边缘进行钝化,起到降温和钝化的作用。
79.优选地,钝化气体5的流量为100sccm~5slm,流量大小适中,适于形成连续的、厚
度适宜的有效sio2钝化层。
80.钝化气体5在所述划线区的喷射点与所述激光在所述划线区的光斑的距离在0.5mm~1cm之间,和/或喷射钝化气体5的喷嘴与太阳能电池片1的垂直距离为1mm~20mm之间;该距离设置可以充分利用第二激光3产生的高温快速形成sio2钝化层,同时避免了氧化性气体对电池片其他区域的不利影响。
81.在通过冷却介质4降温的实施例中,钝化气体5的喷射点位于冷却介质4喷射点背离第二激光3形成的光斑的一侧,冷却介质4的喷射点在满足上述降温方法的前提下,可以在钝化气体5的喷射点与激光光斑之间的任意位置,且可以与钝化气体5的喷射点重合。
82.另一类实施例中,所述钝化气体5包括氧化性气体和冷却介质4,所述氧化性气体为氧气、或包含氧气的混合气体、或臭氧、或包含臭氧的混合气体,所述冷却介质4为温度不高于室温的气体。
83.本领域技术人员可以理解的是:该钝化气体5是将氧化性气体和冷却介质4相混合,同步完成降温裂片和钝化步骤,其喷射方法可以采用上述降温方法,也可以参考上一类实施例中的钝化气体5的喷射参数,于此不再赘述。
84.如图2所示,通过上述方法形成的子电池片1’,包括:硅基底13、位于所述硅基底13正面的扩散层14、位于扩散层14上方的sinx钝化层15、位于sinx钝化层上方的减反射层16、位于正面的正面电极17、位于硅基底背面的背面钝化层18、位于背面的背面电极19以及位于边缘的钝化层10,所述扩散层包括轻掺杂区和位于正面电极下面的重掺杂区。
85.请参考图1~图8所示,本发明还提供一种光伏组件的制备方法用以制备叠瓦式光伏组件,包括如下步骤:由上述任意一种太阳能电池片的制备方法形成电池片;将所述电池片的边缘相互叠加形成光伏组件。
86.进一步地,所述光伏组件的制备方法还包括如下步骤:原位裂片并边缘钝化后,将施胶工位上料台整体转移到施胶工位印胶区,该过程中确保若干子电池片之间保持相对位置不变,以太阳能电池片1边缘、或电极图形、或预裂结构作为基准进行定位,在所述子电池片的交叠区印刷导电胶,交叠区位于所述子电池片的边缘或划线位置附近。
87.以子电池片的边缘或电极图案为定位基准,将印刷有导电胶的子电池片移动至加热平台上,且相邻两个子电池片的边缘相交叠;在加热温度范围100℃~250℃内加热0.5s~1000s,导电胶加热固化形成叠瓦式电池串。印刷导电胶后即进行边缘叠加,大大缩短了导电胶从印刷到固化的时间,粘接效果好。
88.相邻子电池片的交叠宽度介于0.1mm~10mm之间,优选1mm~10mm为佳。
89.进一步地,所述的光伏组件的制备方法还包括如下步骤:采用机械手将印刷有导电胶的子电池片从施胶工位上料台转移至传送带上,传送带将子电池片从施胶工位上料台转移至加热平台。
90.相邻子电池片在传送带上的间距为0.04mm~50mm,以1mm~10mm为佳,方便后续将其按照交叠宽度放置在加热平台上。
91.优选地,机械手同时抓取由一太阳能电池片1分裂形成的若干子电池片,在空中将若干子电池片分开,防止相邻子电池片之间相互错位、相互磕碰或导电胶流动问题,再将若干子电池片放到传送带上。
92.进一步地,所述的光伏组件的制备方法还包括如下步骤:将数个叠瓦式电池串,连
接成阵列,并封装制成叠瓦式光伏组件。
93.应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
94.上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施方式的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施方式或变更均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。