1.本发明涉及一种用于制造具有至少一个纵向延伸通道的粉末冶金部件(powder-metallurgical component)的方法。具体地,本发明涉及这样一种方法,在对生坯进行烧结或氧化之前,通过沿着通道引导气体流而对生坯进行干燥。
2.发明背景
3.当使用湿粘结剂(wet binder)来制造粉末冶金部件(powder-metallurgical component)时,已经发现由于水蒸发而进行的慢速干燥是不可选的,因为很难确保生坯在干燥期间保持所需的形状。具体地,生坯的不均匀干燥会在部件中引发张力,从而导致部件的开裂或变形。对于非对称几何形状、大型部件和薄壁结构的情况尤其如此。
4.因此,需要对深入干燥(in-depth drying,彻底干燥)进行受控的加速或者有时减速。这通常是通过将待干燥的生坯放置在具有受控温度的空间中(诸如放置在烤炉中)来完成的。然而,使用热量仅会加速生坯外表面上的蒸发,即,导致不均匀的干燥。在陶瓷制造中,通常使用微波来完成干燥,但这不适用于对由金属粉末制成的部件进行干燥。
5.因此,用于制造粉末冶金部件的改进方法将是有利的。
6.发明目的
7.因此,本发明的目的是提供用于制造粉末冶金部件的方法,通过使用该方法可以使得在烧结或氧化之前对生坯进行干燥期间发生变形和损坏的风险最小化。
8.本发明的另一目的是提供用于制造粉末冶金部件的方法,与已知方法相比,该方法有助于制造更复杂的部件几何形状。这与提供具有较低的由干燥导致损坏的风险的方法的目的相关,因为此类损坏可能是由于复杂几何形状(例如,由于待干燥部件的壁厚的较大变化而导致的复杂几何形状)的不均匀干燥而引起的。
9.本发明的又一目的是提供现有技术的替代方案。
10.具体地,本发明的目的可以被视为提供一种用于制造粉末冶金部件的方法,该方法解决了现有技术的上述问题。
技术实现要素:
11.因此,旨在通过本发明的第一方案实现上述目标和若干其他目标,第一方案提供了用于制造粉末冶金部件的方法,所述部件包括至少一个纵向延伸通道,所述方法包括以下步骤:
[0012]-制备包括金属粉末和粘结剂的粉末混合物,
[0013]-将所述粉末混合物转移至包括模具的处理设备,
[0014]-通过迫使所述粉末混合物穿过所述模具而将所述粉末混合物形成为生坯,所述模具适用于将所述部件形成为具有所述至少一个纵向延伸通道的形状,
[0015]-通过引导气体流穿过所述至少一个纵向延伸通道对所述生坯进行干燥,以及
[0016]-对经干燥的生坯进行烧结或氧化,以将所述粉末结合在一起,从而形成所述粉末冶金部件。
[0017]
所述至少一个纵向延伸通道沿其所有的侧壁可被封闭。其也可以沿着侧部之一敞开,在这种情况下,可能需要对敞开的侧部进行封闭,以实现对用于提供干燥的气体流的必要引导。
[0018]
处理设备例如可以是挤出机,诸如活塞挤出机。
[0019]
粉末混合物可以呈糊料的形式。“糊料”是指通过将液体与粉末进行混合而制成的浓厚、柔软、粘稠的物质。换言之,糊料通常由粒状材料在背景流体中的悬浮物构成。在本发明的上下文中,糊料的粘度应使得允许在将糊料从用于混合的装置转移到处理设备期间对糊料进行必要的处理。还应考虑到后续的处理步骤,即,糊料的粘度应足够低以允许进行成形,并应足够高以确保生坯保持所需的几何形状。给定糊料的粘度可以通过为此设计的设备和方法来确定,诸如通过使用毛细管流变仪(capillary rheometer)来确定,该毛细管流变仪通常用于测量剪切粘度(shear viscosity,切变粘度)以及其他流变性能。然而,由于粘度与材料的硬度相关,因此还可以使用该参数来确定给定糊料是否适用于该制造方法。一种可以使用的相关测量方法是可以根据iso 868/astm d2240来确定的肖氏硬度(shore hardness)。另一选择是使用为粘土设计的专用工具;这已在本发明的开发期间被使用。该工具类似于肖氏测试仪(shore tester),但其已被调整以适用于粘土的特性;此类仪器也可以称为粘土硬度计(durometer)。其操作原理基于当工具的销被压入待测试的材料中直至销到达支撑件时样品材料施加的穿入仪器的校准弹簧的力。通过这种方式,在稳定的行程中,稳定的力始终被施加至仪器。其具有用作相对硬度参考参数的0至20的刻度,以及所施加的力的克(gram)刻度。通过该工具,当糊料从揉捏机(kneader)中出来时,穿入点被压入糊料中。随后,测量出当穿入点位于糊料内部的时刻所指示的最大值。使用最大点(maximum point,最大值),而不是等待其稳定下来,这是因为其最终显示出低很多的值,可能会接近于0,因为穿入点将会被迫穿过糊料。通过这种方法,已经发现为了获得令人满意的结果而需要高于12肖(shore,肖氏硬度)的值,至少是对于所测试的几何形状而言。
[0020]
金属可以是能用作粉末的任何金属。可能的金属的非详尽列表包括:316l(316l不锈钢)、fecral(铁铬铝合金)、inconel 625(英科耐尔合金625)、hastalloy x(哈氏合金x)、17-4ph(17-4ph不锈钢)、430l(430l不锈钢)和304l(304l不锈钢)。
[0021]
粘结剂(binder)或粘合剂(binding agent)是通过粘附或粘合(cohesion,内聚,凝聚)机械地、化学地将其他材料保持或吸引在一起以形成粘合单元(cohesive unit)的任何材料或物质。粘结剂优选地为有机的,诸如为纤维素醚、琼脂糖或聚甲醛。粘结剂的示例为:甲基纤维素、25聚环氧乙烷、聚乙烯醇、羧甲基纤维素钠(纤维素胶)、藻酸盐、乙基纤维素和沥青。
[0022]
粉末混合物也可以包括其他成分,诸如陶瓷粉末或润滑剂。可能的陶瓷的非详尽列表包括:alo、sio、zio、氧化铝(alumina,矾土)、氧化锆(zirconia)、氮化硼、堇青石(cordierite)和氮化硅。
[0023]
所描述的干燥步骤的效果在于,可以实现对整个部件的更均匀干燥。作为促成本发明的开发的一部分而进行的研究表明,这样的干燥步骤使得更容易确保部件保持其预期形状,而不会变形或开裂。对于复杂的几何形状或较小的壁厚而言,诸如对于具有大量的纵向延伸的内部通道(这些通道可能由薄壁分隔开)的部件而言,这尤其适宜。
[0024]
在本发明的一些实施例中,干燥步骤还包括沿生坯的外表面引导气体流,使得由
于该气体流也发生从外部进行干燥。
[0025]
在替代实施例中,干燥步骤还包括例如用板覆盖生坯的外表面,使得仅由于穿过至少一个纵向延伸通道的气体流而进行所述干燥。因此,可以防止液体从外表面蒸发。已经发现至少对于所制造的部件的一些几何形状,这提供了更均匀的干燥。是否覆盖外表面的选择可以用来对干燥过程进行控制,例如为了避免不期望的变形或开裂。其可能例如取决于所制造的部件的几何形状,包括围绕纵向延伸通道的壁的厚度。除了对干燥的影响,用于覆盖外表面的板或其他元件可以在干燥期间为生坯提供结构支撑。因此,支撑效果可以用于确保生坯在干燥期间保持所需的形状。
[0026]
在本发明的一些实施例中,在所述干燥步骤之前进行以下步骤:
[0027]-提供干燥工具,所述干燥工具包括:
[0028]-第一端,其包括或者能连接到气体流生成装置,以及
[0029]-相对的第二端,其包括多个喷嘴,每个喷嘴与所述第一端流体连通,使得在所述干燥工具的使用期间在所述气体流生成装置的作用下,气体可以流过每个所述喷嘴,
[0030]-相对于生坯布置所述干燥工具,使得所述干燥工具的喷嘴延伸到所述生坯的至少一个纵向延伸通道中每个的端部区域中,
[0031]-致动所述气体流生成装置,使得气体流入所述至少一个纵向延伸通道中的每个中。
[0032]
将结合附图描述此类干燥工具的可能设计的示例。此类干燥工具对于干燥具有多个纵向延伸通道的生坯将是特别有利的,因为否则此类几何形状可能更难以均匀地进行干燥。
[0033]
在本发明的其中生坯具有多个纵向延伸通道的替代实施例中,所述方法可以包括使用如上所述的干燥工具,但是相对于生坯布置所述干燥工具的步骤是这样进行的:即,使得所述干燥工具的喷嘴延伸到所述生坯的多个纵向延伸通道中的至少一些(诸如大多数)的端部区域中。
[0034]“大多数”优选地是指多于50%,诸如多于70%,诸如多于90%。
[0035]
通过使用所描述的干燥工具并使喷嘴延伸到所述多个纵向延伸通道中的每一个或大多数中,可以确保整个体积的均匀干燥。此外,喷嘴的形状和尺寸可以被设计成使得喷嘴为所述至少一个纵向延伸通道的壁的与工具进行接触的部分提供结构支撑,从而防止其变形。其优点在于生坯保持不变形,以及气体流不会像在变形的(诸如塌陷的)纵向延伸通道中那样受阻碍。
[0036]
在本发明的一些实施例中,干燥工具的多个喷嘴被布置在待干燥的生坯的整个横截面上。由此可以确保整个部件的均匀干燥。
[0037]
喷嘴的形状和尺寸可以被设计成使得喷嘴为所述至少一个纵向延伸通道的壁的与工具进行接触的部分提供结构支撑,从而防止其变形。
[0038]
使用包括喷嘴的此类干燥工具的替代方案可以是使用具有连接端部的干燥工具,该连接端部用于将气体流引导到至少一个纵向延伸通道中。此类干燥工具应优选地具有至少一个密封件或垫片,该至少一个密封件或垫片被放置成与生坯或所述至少一个纵向延伸通道的敞开端部接合,使得气体因此被引导到通道中。然而,权利要求的范围覆盖任何适合的将气体引导通过所述至少一个纵向延伸通道的方法。其可以通过鼓风或抽吸动作来提
供。流生成装置可以是适于提供气体流的任何类型的装置。其例如可以是送风机(gas fan,排气扇)、真空泵、反向风机(reverse fan)或压缩机。气体流生成装置可以是干燥工具的组成部分,或者其也可以是与干燥工具连接的外部装置。
[0039]
辅助工具可以被布置在生坯的与布置有所述干燥工具的端部相对的端部处,该辅助工具适于在干燥期间支撑所述至少一个纵向延伸通道,从而防止生坯的不期望的变形。
[0040]“支撑”优选地是指辅助工具对所述至少一个通道的内表面的部分进行支撑,并从而防止其变形(诸如塌陷)。应优选地在不会显著限制气体流的情况下进行支撑。
[0041]
干燥步骤的长度可以是预定时间段,或者通过对已经流过生坯的气体的湿度进行测量来确定。其将取决于包括生坯的材料、几何形状和尺寸等参数。可以通过实验的方式、可能通过由计算机模拟辅助的方式来确定使用哪些措施。
[0042]
在本发明的一些实施例中,所制造的部件具有多个纵向延伸的内部通道,诸如具有蜂窝结构。
[0043]
用于进行干燥的气体可以具有比周围空气更高或更低的温度,和/或所述气体可以具有比周围空气更高或更低的湿度。所述气体可以例如为空气。还可以通过改变气体流的速度来对干燥进行控制。
[0044]
在如上所述的任何实施例中,在烧结或氧化步骤之前可进行脱粘(debinding)步骤,脱粘步骤通常包括将生坯加热至使粘结剂的至少一些(诸如全部)烧掉(burn off,清除)的温度。该脱粘步骤通常在干燥步骤之后进行。脱粘是指将粘结剂从生坯中去除以确保在烧结期间在部件中不存在剩余碳的过程。这种脱粘通常是通过将生坯加热至200摄氏度至750摄氏度之间的温度并使粘结剂烧掉来完成的。不同的粘结剂需要不同的脱粘温度。在使用甲基纤维素的实施例中,脱粘通常是在氧化气氛(通常是空气)中完成的,但如果最终部件没有被额外的碳含量破坏,则脱粘也可以在与烧结气氛相同的气氛中部分地完成。为了确保仍然可以对经脱粘的生坯进行处理,可能需要使粉末略微地氧化在一起;这些氧化物将在烧结过程中被去除。
[0045]
本发明的第二方案涉及一种干燥工具,其用于在粉末冶金部件的制造期间在烧结或氧化之前,对生坯进行干燥,所述干燥工具包括:
[0046]-第一端,其包括或能连接到气体流生成装置,以及
[0047]-相对的第二端,其包括多个喷嘴,每个喷嘴均与所述第一端流体连通,使得在所述干燥工具的使用期间在所述气体流生成装置的作用下,气体可以流过每个所述喷嘴,并且
[0048]-所述干燥工具适用于对通过根据本发明第一方案的方法获得的部件进行干燥。
[0049]
在此类干燥工具中,多个喷嘴可以预定图案进行布置,诸如以对齐的行和列的规则图案进行布置。它们可以例如被布置成与由通过如上所述的根据本发明第一方案的方法制造的部件的纵向延伸通道的相互位置形成的图案相匹配。在一些实施例中,存在至少三行喷嘴,每行均包括至少三个喷嘴。
[0050]
根据本发明的干燥工具可以包括多个流体通道,每个流体通道均在第一端和喷嘴之间延伸。因此,当在根据本发明第一方案的方法中使用干燥工具时,可以有助于实现通过所有纵向延伸通道的均匀的气体流。因此,可以更容易地确保对部件的均匀干燥,从而可以避免或最小化由于进行干燥而导致的变形和开裂风险。
[0051]
至少一些喷嘴可以包括封闭机构,所述封闭机构用于封闭相应的喷嘴,以使得在干燥工具的使用期间没有气体流通过该相应的喷嘴。至少一些喷嘴的相互位置可以是能调节的。通过具有这两个特征中之一或两者的干燥工具,实现了给定的干燥工具可以适于对具有不同几何形状和尺寸且包括不同数量的纵向延伸通道的部件进行干燥。
[0052]
本发明的第一方案和第二方案可以进行组合。本发明的这些方面方案和其他方案将从以下所描述的实施例中变得显而易见,并将通过参考所述实施例进行说明。
附图说明
[0053]
现在将参考附图更详细地描述根据本发明的用于制造粉末冶金部件的方法。这些附图示出了实现本发明的一种方式,并且不应被解释为限制于落入所附权利要求书的范围内的其他可能的实施例。
[0054]
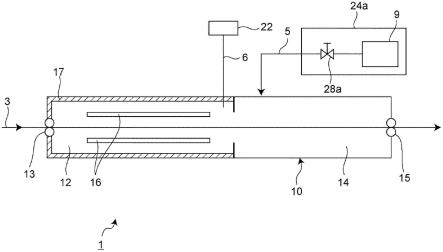
图1示意性地示出了根据本发明的第一方案的用于制造粉末冶金部件的方法。图1a示出了以下步骤:制备粉末混合物;将其转移到处理设备中;以及形成生坯。图1b示出了气体流如何被引导通过生坯的内部通道,其中该生坯具有由板覆盖的外表面。图1c示出了烧结。
[0055]
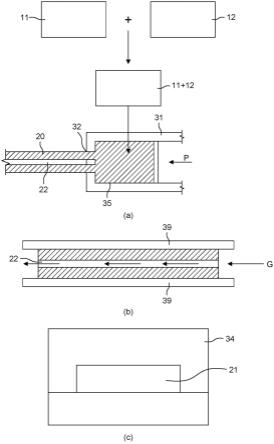
图2示意性地示出了具有以规则图案布置的多个纵向延伸的内部通道的部件的示例。
[0056]
图3示意性地示出了根据本发明的第二方案的干燥工具的实施例。图3a是侧视图,图3b是包括喷嘴的第二端的三维局部视图。
[0057]
图4示出了在干燥期间,图3中的干燥工具如何能布置成使得喷嘴与生坯的通道的端部段接合。
[0058]
图5是图4中的干燥工具的横截面图。
[0059]
图6示意性地示出了图3至图5中的干燥工具,一些喷嘴由塞封闭。
[0060]
图7示意性地示出了一种干燥工具,其中喷嘴的相互位置能调节。
[0061]
图8示意性地示出了干燥步骤,其中辅助工具被用于支撑生坯。
[0062]
图9示出了在本发明的开发期间所进行的测试的实验结果。
具体实施方式
[0063]
图1示意性地示出了根据本发明的第一方案的用于制造粉末冶金部件的方法。如图1a所示,通过将至少金属粉末11和粘结剂12混合来制备粉末混合物。粉末混合物可以包括其他成分,诸如陶瓷粉末或润滑剂。粉末混合物随后被转移至包括模具32的处理设备31;其可以例如是挤出机,诸如活塞挤出机。通过迫使粉末混合物通过模具32,粉末混合物被形成为生坯20。通过施加压力p(如附图中箭头示意性地所示)来完成该步骤。模具32被设计成使得其适于将部件21形成为具有至少一个纵向延伸通道22的形状。在图1中,该部件具有仅一个通道,但通过使用另一模具的类似方法可生产具有多个通道的部件。
[0064]
图1b示意性地示出了通过将气体流g引导通过纵向延伸通道22来干燥生坯20的步骤。在所示的实施例中,生坯20的外表面由板39覆盖,使得仅由于穿过纵向延伸通道22的气体流g而发生干燥。气体可以具有高于或低于周围空气的温度,和/或气体可以具有高于或低于周围空气的湿度。气体通常为空气,但也可以使用其他气体。从图1b可以看出,除了确
保不会发生水从外表面蒸发之外,覆盖板还可以在干燥期间为生坯提供结构支撑。
[0065]
干燥步骤的长度可以是例如通过实验的方式确定的预定时间段。其也可以在干燥过程中从已经流过生坯20的气体的湿度的测量中确定。
[0066]
在干燥之后,通过对经干燥的生坯进行烧结来获得最终的部件21,如图1c示意性地所示。这例如可以在还原气氛中、在真空中或在惰性气氛中完成。通常在炉34中在950摄氏度至1430摄氏度的温度下执行烧结。如以上更详细地所解释的,在烧结或氧化步骤之前可发生脱粘步骤,脱粘步骤通常包括将生坯20加热至使粘结剂的至少部分(诸如全部)烧掉的温度。
[0067]
图2示意性地示出了部件21的示例,该部件具有以规则的图案布置并由壁23分隔开的多个纵向延伸的内部通道22。如果使用了适当设计的模具32,则此类部件可以通过结合图1所述的方法进行制造。
[0068]
图3示意性地示出了用于在烧结或氧化之前对生坯20进行干燥的干燥工具40的实施例。图3a是侧视图,其示出了干燥工具40具有第一端41以及相对的第二端42,其中第一端包括或能连接到气体流生成装置43,第二端包括多个喷嘴44。喷嘴44与第一端41流体连通,使得在干燥工具40的使用期间在气体流生成装置43的作用下,气体可以流过每个喷嘴44。图3b是包括喷嘴44的第二端42的三维局部视图。在所示的实施例中,喷嘴44以对齐的行和列的规则图案布置。在所示的实施例中,喷嘴44具有两种不同的形状,但喷嘴可以是全部相同的,或者可以存在更多不同形状和尺寸的喷嘴。
[0069]
图4示出了图3中的干燥工具40如何能布置成使得在干燥期间喷嘴44与生坯20的纵向延伸通道22的端部段接合,诸如延伸到所述端部段中。通过比较图2和图3,可以看出图3的干燥工具40的喷嘴44的布置与图2中的部件的内部通道22的布置相匹配。然而,当情况并非如此时,仍可以使用干燥工具40,这将如以下所示。必须确保喷嘴44不会损坏生坯20。当喷嘴44已经被布置好时,气体流生成装置43被致动,以使得气体流进入每个纵向延伸通道22中。同时,喷嘴44延伸到每个内部通道22中意味着这些喷嘴既提供均匀的干燥,又支撑壁23。这两种措施都使生坯20的可能变形和损坏降至最低。
[0070]
图5是图4中的干燥工具40的横截面图。其示出了干燥工具40包括多个流体通道45,其中每个流体通道在第一端41与喷嘴44之间延伸。因此,与其中干燥工具40的中间部段是一个敞开空间或者具有更少数量的流体通道45的实施例相比,可以实现气体在所有喷嘴44中的更均匀的分布。然而,此类实施例也将由该保护范围所覆盖。
[0071]
一些喷嘴44可以包括封闭机构46,所述封闭机构用于封闭相应的喷嘴44,使得在工具的使用期间没有气体流从相应的喷嘴中通过。此类实施例的示例在图6中示意性地示出,其中位于干燥工具40的上行(upper row)和下行(lower row)中的喷嘴44被示出为使用封闭机构46(诸如能去除的塞)进行封闭。如果干燥工具40被用于对具有较小横截面的生坯20或具有外部区域而没有内部通道的生坯20进行干燥,这例如可以是适宜的。
[0072]
图7示意性地示出了干燥工具40,其中喷嘴44呈柔性管的形式,使得喷嘴44的相互位置能调节。因此,可以将干燥工具40用于不同几何形状的生坯20。在具有此类能调节的喷嘴44的干燥工具40的一些实施例中,至少一些喷嘴44可以包括刚性端部段(未示出),该刚性端部段适于支撑纵向延伸通道22的壁23,并从而防止其在如上所述的干燥期间变形。
[0073]
图8示意性地示出了辅助工具47能被如何布置在生坯20的与布置有干燥工具40的
端部相对的端部处。辅助工具47用于在干燥期间支撑纵向延伸通道22。在图8中,这被示意性地示出为从辅助工具47的端表面突出的小销48,使得这些小销48能延伸到正被干燥的生坯20的纵向延伸通道22中。
[0074]
图9示出了为了研究根据本发明的干燥工具的使用效果而进行的一些测试的结果。所有六个部件均由相同的材料制成,并被挤出为具有如图2所示的多个内部通道。这些实验被重复三次,分别如图9a、图9b、图9c所示。图中的下部部件以没有任何被迫的空气流的情况下被晾干(left to dry),上部部件通过使用根据本发明的干燥工具来引导空气通过内部通道而进行干燥。结果清楚地示出了根据本发明的干燥工具和方法的使用如何能够用于在干燥期间使部件稳定,并从而防止其不期望的变形。
[0075]
尽管已经结合具体的实施例描述了本发明,但不应以任何方式将其解释为局限于所呈现的示例。本发明的范围由所附权利要求组规定。在权利要求的上下文中,术语“包括”或“包含”不排除其他可能的元件或步骤。此外,对诸如“一”或“一个”等参考的提及不应被解释为排除复数。关于附图中所示元件的参考标记在权利要求中的使用也不应被解释为限制本发明的范围。此外,在不同权利要求中提及的各个特征可以被有利地组合,并且在不同权利要求中对这些特征的提及并不排除特征的组合是不可能的且不利的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。