1.本发明涉及智能压铸领域,尤其涉及一种安防零部件压铸机。
背景技术:
2.压铸是一种金属铸造工艺,其特点是利用模具内腔对融化的金属施加高压,模具通常是用强度更高的合金加工而成的,这个过程类似于注塑成型,大多数压铸铸件都是不含铁的,例如锌、铜、铝、镁、铅、锡以及铅锡合金以及它们的合金。
3.现有中国专利(cn109290544b)一种安全自动取件的压铸机,通过夹板一和夹板二相配合完成对物件的自动夹取,从而减少了人工劳动力,保障了生产线员工的安全,此种方式,在夹取过程中,由于压铸件造型各异,进而导致压铸件在脱模取出时极易出现卡住现象,而仅仅通过夹板一和夹板二将其取出,极易对压铸件造成损伤,进而降低了压铸件的质量;并且,在将压铸件取出后,由于压铸件造型各异,进而导致模具的模腔中存在多处死角,而死角处难以有效喷涂到脱模剂,同时喷涂出的脱模剂易快速扩散,进而致使脱模剂的利用率较低,造成资源的大量浪费,以及脱模剂在喷涂后,未被有效利用的脱模剂极易扩散至空气中,严重威胁工人健康,以及铝液在进行进料时温度降低极易在下料管内壁粘接一层铝渣,若不及时去除,管壁中的铝渣越积越厚,将严重影响下料,进一步的降低压铸件的质量。
4.综上,需要研发一种安防零部件压铸机,来克服上述问题。
技术实现要素:
5.为了克服压铸件取出时极易出现卡住现象,进而对压铸件造成损伤,并且压铸件取出后,模具中的死角处难以有效喷涂到脱模剂的缺点,本发明提供一种安防零部件压铸机。
6.技术方案是:一种安防零部件压铸机,包括有底板、罩板、盖板、电开门和压铸组件;底板上表面后部固接有罩板;罩板上表面固接有盖板;底板上表面前部安装有两个电开门;两个电开门均与盖板连接;底板上表面中部连接有压铸组件;还包括有固定环、刷毛和驱动组件;底板上表面后部连接有驱动组件;驱动组件上部连接有固定环;固定环右侧环形等距固接有多个用于对压铸件所用模具死角处进行喷涂脱模剂并防止脱模剂扩散的刷毛。
7.进一步地,压铸组件包括有安装板、第一电动滑轨、第一电动滑块、固定板、支座、滑杆、第一模具、第二模具、第一固定块、电动执行器、活塞、第一导管、进料盘和第一喷嘴;底板上表面中部固接有两个前后分布的安装板;两个安装板上部均固接有一个第一电动滑轨;两个第一电动滑轨上各滑动连接有两个左右分布的第一电动滑块;左方两个第一电动滑块共同固接有一个固定板,并且右方两个第一电动滑块共同固接有另一个固定板;底板上表面中部矩形四角各固接有一个支座;前方两个支座共同固接有一个滑杆,并且后方两个支座共同固接有另一个滑杆;两个滑杆均共同与两个固定板滑动连接;右方的固定板左
侧固接有第一模具;左方的固定板右侧固接有第二模具;底板上表面左部固接有第一固定块,并且第一固定块位于两个安装板之间左方;第一固定块上部固接有电动执行器;电动执行器伸缩部固接有活塞;左方的固定板下部贯穿有第一导管;第一导管与活塞滑动连接;第一导管上部连通有进料盘,并且进料盘位于左方的固定板的左方;第一导管右端连通有第一喷嘴;第一喷嘴与第二模具固接,并且第一喷嘴对准第二模具的模腔。
8.进一步地,驱动组件包括有第一安装架、第二电动滑轨、第二电动滑块、第一机械臂和自动喷头;底板上表面后部固接有第一安装架;第一安装架上部固接有第二电动滑轨;第二电动滑轨上滑动连接有第二电动滑块;第二电动滑块上表面安装有第一机械臂;第一机械臂上部安装有自动喷头;自动喷头的喷头端外环面与固定环固接。
9.进一步地,第一导管右端设置为伸缩结构。
10.进一步地,电动执行器为气缸。
11.进一步地,还包括有取出单元,底板上表面连接有取出单元;取出单元包括有第二安装架、第三电动滑轨、第三电动滑块、第二机械臂、机械爪和防粘接组件;底板上表面前部固接有第二安装架;第二安装架上部固接有第三电动滑轨;第三电动滑轨上滑动连接有第三电动滑块;第三电动滑块上表面安装有第二机械臂;第二机械臂上部连接有防粘接组件;防粘接组件连接有机械爪。
12.进一步地,防粘接组件包括有第二导管和第二喷嘴;第二机械臂上部固接有第二导管;第二导管下端固接机械爪;机械爪下部安装有两个第二喷嘴;第二导管穿过机械爪,并且第二导管与两个第二喷嘴连通。
13.进一步地,还包括有吸取单元,盖板上连接有吸取单元;吸取单元包括有动力组件、第三导管、吸盘、第五导管、圆环块和筛网;盖板上连接有动力组件;动力组件连接有第三导管;第三导管与盖板固接;第三导管连通有吸盘;吸盘内侧下部固接有圆环块;吸盘后部贯穿有第五导管;第五导管与盖板固接;第五导管连通第三导管;第三导管内侧固接有筛网。
14.进一步地,还包括有清理单元,底板上表面连接有清理单元;清理单元包括有支撑架、收集盘、电动推杆、第一圆筒、第二圆筒、滑动杆、刮板、弹簧、电机、丝杆和顶块;底板上表面左部固接有支撑架;支撑架右部固接有收集盘;收集盘与进料盘相接触;支撑架上部安装有两个电动推杆;两个电动推杆伸缩部共同固接有第一圆筒;第一圆筒内侧下部固接有第二圆筒;第二圆筒中部环形等距滑动连接有四个滑动杆;每个滑动杆远离第二圆筒中心位置的一端均固接有一个刮板;每个滑动杆外侧均套有一个弹簧,弹簧的一端固接于第二圆筒,弹簧的另一端固接于滑动杆;第一圆筒上表面安装有电机;电机输出轴固接有丝杆;丝杆与第一圆筒和第二圆筒转动连接;丝杆上旋接有顶块;顶块与第一圆筒滑动连接。
15.本发明的有益效果为:本发明实现了将熔融的铝水压铸成型,而后再夹持住成型的压铸件将其取出,并将脱模剂喷涂在模具上,从而有效避免压铸件取出时出现卡住现象,接着,再将脱模剂喷涂至模具中的死角处,从而使得模具中的死角处有效喷涂到脱模剂,同时再对脱模剂进行阻挡,从而有效防止脱模剂快速扩散,从而有效的提高了脱模剂的利用率,接着再将扩散至空气中的脱模剂统一收集,从而避免威胁工人健康。
附图说明
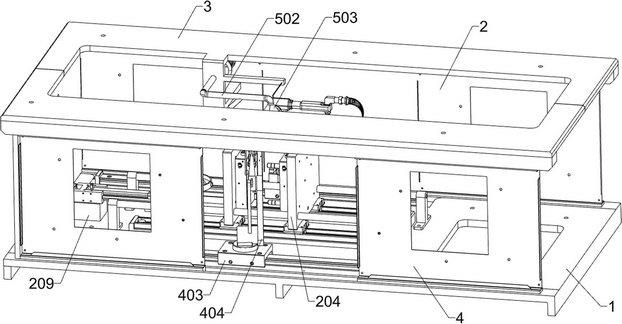
16.图1展现的为本发明的安防零部件压铸机立体构造示意图;图2展现的为本发明的安防零部件压铸机局部剖视图;图3展现的为本发明的安防零部件压铸机压铸组件第一立体构造示意图;图4展现的为本发明的安防零部件压铸机压铸组件第二立体构造示意图;图5展现的为本发明的安防零部件压铸机压铸组件局部立体构造示意图;图6展现的为本发明的安防零部件压铸机第一局部立体构造示意图;图7展现的为本发明的安防零部件压铸机第二局部立体构造示意图;图8展现的为本发明的安防零部件压铸机第三局部立体构造示意图;图9展现的为本发明的安防零部件压铸机取出单元立体构造示意图;图10展现的为本发明的安防零部件压铸机取出单元局部立体构造示意图;图11展现的为本发明的安防零部件压铸机取出单元局部剖视图;图12展现的为本发明的安防零部件压铸机吸取单元立体构造示意图;图13展现的为本发明的安防零部件压铸机吸取单元局部剖视图;图14展现的为本发明的安防零部件压铸机清理单元立体构造示意图;图15展现的为本发明的安防零部件压铸机清理单元局部立体构造示意图;图16展现的为本发明的安防零部件压铸机清理单元第一局部剖视图;图17展现的为本发明的安防零部件压铸机清理单元第二局部剖视图;图18展现的为本发明的安防零部件压铸机第一导管、进料盘和第一喷嘴组合立体构造示意图;图19展现的为本发明的安防零部件压铸机第二导管、机械爪和第二喷嘴组合剖视图。
17.附图标号:1-底板,2-罩板,3-盖板,4-电开门,201-安装板,202-第一电动滑轨,203-第一电动滑块,204-固定板,205-支座,206-滑杆,207-第一模具,208-第二模具,209-第一固定块,210-电动执行器,211-活塞,212-第一导管,212a-管道,213-进料盘,214-第一喷嘴,301-第一安装架,302-第二电动滑轨,303-第二电动滑块,304-第一机械臂,305-自动喷头,306-固定环,307-刷毛,401-第二安装架,402-第三电动滑轨,403-第三电动滑块,404-第二机械臂,405-第二导管,406-机械爪,407-第二喷嘴,501-第一泵机,502-第三导管,502a-除杂口,503-吸盘,504-第四导管,505-第五导管,506-圆环块,507-筛网,601-支撑架,602-收集盘,603-电动推杆,604-第一圆筒,605-第二圆筒,606-滑动杆,607-刮板,608-弹簧,609-电机,610-丝杆,611-顶块。
具体实施方式
18.下面结合附图对本发明进行具体描述。
实施例
19.一种安防零部件压铸机,根据图1-19所示,包括有底板1、罩板2、盖板3、电开门4和压铸组件;底板1上表面后部螺栓连接有罩板2;罩板2上表面固接有盖板3;底板1上表面前部安装有两个电开门4;两个电开门4均与盖板3连接;底板1上表面中部连接有压铸组件;
还包括有固定环306、刷毛307和驱动组件;底板1上表面后部连接有驱动组件;驱动组件上部连接有固定环306;固定环306右侧环形等距固接有多个用于对压铸件所用模具死角处进行喷涂脱模剂并防止脱模剂扩散的刷毛307。
20.压铸组件包括有安装板201、第一电动滑轨202、第一电动滑块203、固定板204、支座205、滑杆206、第一模具207、第二模具208、第一固定块209、电动执行器210、活塞211、第一导管212、进料盘213和第一喷嘴214;底板1上表面中部螺栓连接有两个前后分布的安装板201;两个安装板201上部均固接有一个第一电动滑轨202;两个第一电动滑轨202上各滑动连接有两个左右分布的第一电动滑块203;左方两个第一电动滑块203共同固接有一个固定板204,并且右方两个第一电动滑块203共同固接有另一个固定板204;底板1上表面中部矩形四角各螺栓连接有一个支座205;前方两个支座205共同固接有一个滑杆206,并且后方两个支座205共同固接有另一个滑杆206;两个滑杆206均共同与两个固定板204滑动连接;右方的固定板204左侧固接有第一模具207;左方的固定板204右侧固接有第二模具208;底板1上表面左部焊接有第一固定块209,并且第一固定块209位于两个安装板201之间左方;第一固定块209上部螺栓连接有电动执行器210;电动执行器210伸缩部固接有活塞211;左方的固定板204下部贯穿有第一导管212;第一导管212与活塞211滑动连接;第一导管212上部连通有进料盘213,并且进料盘213位于左方的固定板204的左方;第一导管212右端连通有第一喷嘴214;第一喷嘴214与第二模具208固接,并且第一喷嘴214对准第二模具208的模腔。
21.驱动组件包括有第一安装架301、第二电动滑轨302、第二电动滑块303、第一机械臂304和自动喷头305;底板1上表面后部固接有第一安装架301;第一安装架301上部固接有第二电动滑轨302;第二电动滑轨302上滑动连接有第二电动滑块303;第二电动滑块303上表面安装有第一机械臂304;第一机械臂304上部安装有自动喷头305;自动喷头305的喷头端外环面与固定环306固接。
22.第一导管212右端设置为伸缩结构。
23.电动执行器210为气缸。
24.还包括有取出单元,底板1上表面连接有取出单元;取出单元包括有第二安装架401、第三电动滑轨402、第三电动滑块403、第二机械臂404、机械爪406和防粘接组件;底板1上表面前部固接有第二安装架401;第二安装架401上部固接有第三电动滑轨402;第三电动滑轨402上滑动连接有第三电动滑块403;第三电动滑块403上表面安装有第二机械臂404;第二机械臂404上部连接有防粘接组件;防粘接组件连接有机械爪406。
25.防粘接组件包括有第二导管405和第二喷嘴407;第二机械臂404上部固接有第二导管405;第二导管405下端固接机械爪406;机械爪406下部安装有两个第二喷嘴407;第二导管405穿过机械爪406,并且第二导管405与两个第二喷嘴407连通。
26.还包括有吸取单元,盖板3上连接有吸取单元;吸取单元包括有动力组件、第三导管502、吸盘503、第五导管505、圆环块506和筛网507;盖板3上连接有动力组件;动力组件连接有第三导管502;第三导管502与盖板3固接;第三导管502连通有吸盘503;吸盘503内侧下部固接有圆环块506;吸盘503后部贯穿有第五导管505;第五导管505与盖板3固接;第五导管505连通第三导管502;第三导管502内侧固接有筛网507。
27.还包括有清理单元,底板1上表面连接有清理单元;清理单元包括有支撑架601、收
集盘602、电动推杆603、第一圆筒604、第二圆筒605、滑动杆606、刮板607、弹簧608、电机609、丝杆610和顶块611;底板1上表面左部固接有支撑架601;支撑架601右部螺栓连接有收集盘602;收集盘602与进料盘213相接触;支撑架601上部安装有两个电动推杆603;两个电动推杆603伸缩部共同固接有第一圆筒604;第一圆筒604内侧下部固接有第二圆筒605;第二圆筒605中部环形等距滑动连接有四个滑动杆606;每个滑动杆606远离第二圆筒605中心位置的一端均固接有一个刮板607;每个滑动杆606外侧均套有一个弹簧608,弹簧608的一端固接于第二圆筒605,弹簧608的另一端固接于滑动杆606;第一圆筒604上表面安装有电机609;电机609输出轴固接有丝杆610;丝杆610与第一圆筒604和第二圆筒605转动连接;丝杆610上旋接有顶块611;顶块611与第一圆筒604滑动连接。
28.收集盘602设置为拆卸式。
29.四个刮板607上部均开有凹槽,用于将铝渣刮除。
30.动力组件包括有第一泵机501和第四导管504;盖板3下表面左部安装有第一泵机501;第一泵机501前部连通第三导管502;第一泵机501下部连通有第四导管504;第四导管504与盖板3固接。
31.在进行工作时,将该安防零部件压铸机安装至使用位置,并使底板1、罩板2、盖板3和两个电开门4保持水平,再接通电源,接着,再将外设冷却装置接通第一模具207和第二模具208,而后两组第一电动滑块203启动沿着两个第一电动滑轨202相向移动,进而带动两个固定板204沿着两个滑杆206相向移动,两个固定板204移动带动第一模具207和第二模具208相向移动,进而使得第一模具207和第二模具208完成合模,而后通过外设进料装置将熔融的铝水倒入进料盘213,并顺沿流入第一导管212内,接着,电动执行器210启动带动活塞211往右移动,进而对第一导管212内的铝水加压,使其通过第一喷嘴214填充至第一模具207和第二模具208的模腔中,而后再通过外设冷却装置进行冷却处理,进而使得压铸件凝固成型;同时,在将熔融的铝水倒入进料盘213后,铝水流经第一导管212内壁后温度降低极易在管道212a内壁上粘接一层铝渣,此时两个电动推杆603启动带动第一圆筒604往下移动至管道212a内,进而带动相关联的所有部件往下移动,进而带动四个刮板607往下移动至管道212a内,接着电机609启动,其输出轴转动带动丝杆610转动,丝杆610转动带动顶块611往下移动,此时顶块611往下移动触碰到四个滑动杆606对其造成挤压,并使其相背移动,进行扩张,进而对四个弹簧608进行压缩,同时四个滑动杆606移动带动四个刮板607扩张,进而使得四个刮板607贴紧管道212a内壁,接着两个电动推杆603启动带动第一圆筒604往上移动,进而带动相关联的所有部件往上移动,此时四个刮板607将贴紧管道212a内壁往上移动,进而通过四个刮板607将管道212a内壁粘接的铝渣刮除,而后电机609启动,其输出轴转动带动丝杆610反向转动,丝杆610反向转动带动顶块611往上移动复位,此时顶块611移动脱离四个滑动杆606,进而使得四个滑动杆606分别通过四个弹簧608产生的反弹力移动复位,同时铝水在倒入进料盘213时,极易产生飞溅以及溢出现象,此时再通过收集盘602将飞溅以及溢出的铝水进行收集,而后再由工作人员将收集盘602拆下,将收集的铝水再次循环利用;接着压铸成型后,两组第一电动滑块203启动相背移动,进而带动相关联的所有部件移动复位,进而带动第一模具207和第二模具208相背移动,即实现开模,此时第三电动滑
块403启动沿着第三电动滑轨402移动,进而带动第二机械臂404移动至靠近第一模具207和第二模具208,第二机械臂404移动带动第二导管405、机械爪406和第二喷嘴407同步移动,此时机械爪406启动运作夹持住成型的压铸件,同时由于压铸件造型各异,进而导致压铸件在脱模时极易出现卡住现象,此时,再由工作人员预先将外设泵机连通第二导管405,此时外设泵机运作将脱模剂输送至第二导管405内,并沿着第二导管405流向两个第二喷嘴407,进而通过两个第二喷嘴407将脱模剂喷涂至第一模具207和第二模具208模腔壁,而后再通过机械爪406将压铸件取出,从而有效避免压铸件取出时出现卡住现象;接着将压铸件取出后,第二电动滑块303启动沿着第二电动滑轨302移动,进而带动第一机械臂304移动至靠近第一模具207和第二模具208,接着,再由工作人员预先将外设泵机与自动喷头305连接,此时第一机械臂304启动运作,进而带动自动喷头305、固定环306和刷毛307同步移动,此时自动喷头305将移动至第一模具207和第二模具208之间,接着外设泵机启动运作将脱模剂输送至自动喷头305,进而通过自动喷头305将脱模剂喷向第一模具207和第二模具208的模腔壁,此时由于压铸件造型各异导致第一模具207和第二模具208中存在多处死角,而死角处难以有效喷涂到脱模剂,当自动喷头305喷出脱模剂时,利用喷出时产生的气流使得多个刷毛307往自动喷头305轴心处聚拢,即多个刷毛307由垂落状变为笔直状,并且多个刷毛307伸入到第一模具207和第二模具208的模腔内,进而通过多个刷毛307引导脱模剂喷涂至第一模具207和第二模具208中的死角处,从而使得第一模具207和第二模具208中的死角处有效喷涂到脱模剂,同时由于喷涂出的脱模剂易快速扩散,进而导致脱模剂的利用率较低,造成资源的浪费,此时通过多个刷毛307对喷出的脱模剂起到阻挡作用,从而有效防止脱模剂溅射,有效的提高了脱模剂的利用率;接着当脱模剂喷涂在第一模具207和第二模具208上后,未被有效利用的脱模剂极易扩散至空气中,威胁工人健康,此时预先将外设脱模剂收集箱连通第四导管504,并将外设杂质收集箱连通除杂口502a,接着第一泵机501启动通过吸盘503吸取扩散至空气中的脱模剂,而后再通过第四导管504进行统一收集,同时在吸取过程中通过筛网507将空气中的杂质分离,当杂质堆积后再通过除杂口502a将其排出,从而有效避免脱模剂扩散至空气中,避免威胁工人健康,并将空气中的杂质分离排出,同时,由于除杂口502a连通外设杂质收集箱,为避免吸盘503在吸取脱模剂时通过除杂口502a吸入杂质,由工作人员预先将外设杂质收集箱设置在盖板3的后侧下方,且高度低于底板1,当吸盘503在吸取脱模剂时受到高度差的影响,进而有效避免除杂口502a吸入杂质,同时第一模具207和第二模具208在进行冷却降温时将会产生大量的水蒸气,若不及时的将水蒸气去除,水蒸气将极易吸附在第一模具207和第二模具208的模腔中,将严重影响正常压铸工作,此时,再通过吸盘503将其吸取,再排出,同时在吸取过程中,有部分水蒸气将残留在吸盘503内壁,并凝结成水珠沿着吸盘503内壁往下流动,此时通过圆环块506与吸盘503之间形成的空腔对其进行收集,接着,第一泵机501再次启动进而通过第五导管505将收集的水珠吸取,再排出,而后再合模进入下一循环生产。
32.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。