1.本发明属于热连轧技术领域,具体涉及的是一种高铬含钼铁素体不锈钢的热连轧方法。
背景技术:
2.铁素体不锈钢是指铬元素含量在11~30%,具有体心立方晶体结构,在使用状态下以铁素体组织为主的不锈钢。铁素体不锈钢按铬含量可分为低铬(11~15%)、中铬(16~20%)和高铬(21~30%)三类。高铬含钼铁素体不锈钢是一类资源节约型高性能材料,代替钛材、超级奥氏体、铜合金等贵重金属材料,主要应用于海洋环境。该类不锈钢成分特点:高铬(21~30%),铬是提高材料的耐蚀性的主要元素;含钼(1~4%),钼元素提高铁素体不锈钢耐点蚀和缝隙腐蚀的能力;少量镍(≤4%),镍元素可改善铁素体不锈钢焊接性能,降低脆性转变温度;低碳、氮(c n≤0.040%),碳、氮元素降低铁素体不锈钢晶间腐蚀性能,使脆性转变温度升高;添加铌或钛稳定化元素,消除碳、氮元的影响,提高材料焊接性能。
3.现有技术中,高铬含钼铁素体不锈钢在加热或冷却过程中易析出脆性相(α'、σ、laves、m3p),对生产、制造和使用带来巨大影响。在热轧过程中如何控制脆性相析出,以避免后续冷轧过程中断带,是批量生产高铬含钼铁素体不锈钢的关键。
4.中国专利公开号cn112647026a提出了一种制备高铬、高钼铁素体不锈钢的方法。该方法特点:修磨后的连铸坯加热至1120-1250℃,并保温1-2h后进行热轧,热轧终轧温度为960-1020℃,将热轧板冷却至600-700℃进行卷曲,而形成热轧卷板,冷却的时间不超过500s。该方法的终轧温度高,并且卷取温度在600-700℃,是脆性相析出的敏感温度区间,因此卷取后需要快速冷却,在工业化批量生产存在困难。
5.中国专利公开号cn107937796b提出了一种提高超级铁素体不锈钢热轧板韧性的方法。该方法特点:热轧板经热轧机组后直接进入连续加热炉进行保温处理,再采用高压水快速冷却后进行卷取。该方法必须在热轧机组后设置连续加热炉,增加机组长度和生产成本。
技术实现要素:
6.本发明解决的技术问题是:针对高铬含钼铁素体不锈钢热卷析出相复杂、韧性低的技术问题,通过对热轧工艺改进,提供了一种高铬含钼铁素体不锈钢热轧方法,解决了影响该类不锈钢开发的关键问题,并给实现批量稳定生产。
7.本发明的设计构思是:针对高铬含钼铁素体在热轧过程中脆性相控制的难点,通过铸坯加热温度、粗轧温度、终轧温及卷取温度设计,解决了该类不锈钢热卷韧性低、易断带的问题,实现了该类不锈钢的批量生产和应用。
8.本发明为解决背景技术中存在的技术问题而采取的技术方案是:一种高铬含钼铁素体不锈钢的热连轧方法,通过转炉
→
vod炉
→
lf炉
→
板坯连铸
→
修磨工艺制得连铸坯,连铸板坯经加热、粗轧、精轧、冷却、卷取得到热卷,最后热卷经空
冷至室温,具体包括以下步骤:s1、连铸坯加热:预热段:加热温度为750-800℃,保温时间为60-70分钟;第一加热段:加热温度为1080-1100℃,保温时间为60-70分钟;第二加热段:加热温度为1200-1220℃,保温时间为40-50分钟;均热段:加热温度为1230-1250℃,保温时间为40-50分钟;s2、粗轧:开轧温度为1150-1170℃,粗轧出口温度为1060-1080℃,采用5道次往复轧制,轧至连铸坯厚度为28-30mm;s3、精轧:开轧温度为1030-1050℃,终轧温度为880-900℃,采用连续轧制方法轧制,轧至成品卷厚度为3-5mm;s4、卷取:精轧后成品卷投入层流冷却,控制卷取温度为400-600℃,卷取后空冷至室温,用于后续冷轧生产。
9.进一步的,在所述步骤s1中,连铸坯在步进式加热炉中进行加热。
10.进一步的,在所述步骤s2中,粗轧过程采用的粗轧机为1个机架。
11.进一步的,在所述步骤s3中,精轧过程采用的精轧机为7个机架。
12.进一步的,所述高铬含钼铁素体不锈钢的化学成分按质量百分比为:c≤0.020%,si≤0.40%,mn≤60%,p≤0.030,s≤0.010%,cr21.0~30.0%,ni≤4.0%,mo1.8~4.0%,ti0.10~0.30%,nb0.20~0.50%,n≤0.025%,cu≤0.60%,余量为fe和杂质。
13.进一步的,在所述步骤s4中,热卷中无α'、σ和m3p脆性相,且常温冲击功不小于27j。
14.与现有技术相比本发明的有益效果为:本发明针高铬含钼铁素体在热轧过程中脆性相控制的难点,通过铸坯加热温度、粗轧温度、终轧温度及卷取温度设计,制得的热卷中未观察到α'、σ、m3p等脆性相,仅有少量的laves相在晶界或亚晶界析出,常温冲击功达到27j以上;热卷在后续的退火、冷轧过程中出未出现断带现象,实现了该类不锈钢的批量生产和应用。
附图说明
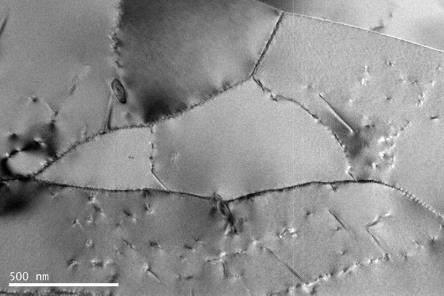
15.图1为本发明生产的高铬含钼铁素体不锈钢析出相微观结构形貌图。
16.图2为常规热轧工艺生产的高铬含钼铁素体不锈钢析出相微观结构形貌图。
具体实施方式
17.下面结合实施例对本发明作进一步的详细描述。
18.实施例1本实施例1中,高铬含钼铁素体不锈钢化学成分的重量百分数为:c:0.012%,si:0.25%,mn:0.12%,p:0.023%,s:0.002%,cr:27.62%,ni:1.92%,mo:3.65%,n:0.017%,nb:0.35%,ti:0.15%,cu:0.10%,其余为fe与不可避免的杂质。
19.一种高铬含钼铁素体不锈钢热连轧方法,包括以下步骤:1、通过“转炉 vod炉 lf炉 板坯连铸 修磨”工艺得到连铸坯,连铸坯厚度为200mm、宽度为1240mm、长度为8600mm;
2、连铸坯在步进式加热炉加热,所述加热炉包括预热段、第一加热段、第二加热段和均热段,其中预热段加热温度为780℃,保温时间为60分钟;第一加热段加热温度为1090℃,保温时间为70分钟;第二加热段加热温度为1210℃,保温时间为50分钟;均热段加热温度为1240℃,保温时间为50分钟加热;3、粗轧:粗轧机为1个机架,采用5道次往复轧制,开轧温度为1160℃,粗轧出口温度为1065℃,轧至厚度为28mm;4、精轧:精轧机包括7个机架,采用连续轧制,开轧温度为1040℃,终轧温度为890℃,成品卷厚度为4mm;5、卷取:精轧后投入层流冷却,控制卷取温度410℃,卷取后空冷至室温用于后续冷轧生产。
20.热卷中未观察到α'、σ、m3p等脆性相,有少量的laves相在晶界或亚晶界析出,常温冲击功28j,热卷在后续的退火、冷轧过程中出未出现断带。
21.实施例2本实施例2中,高铬含钼铁素体不锈钢化学成分的重量百分数为:c:0.010%,si:0.20%,mn:0.10%,p:0.019%,s:0.001%,cr:22.20%,mo:2.10%,n:0.015%,nb:0.25%,ti:0.18%,cu:0.45%,其余为fe与不可避免的杂质;一种高铬含钼铁素体不锈钢热连轧方法,包括以下步骤:1、通过“转炉 vod炉 lf炉 板坯连铸 修磨”工艺得到连铸坯,连铸坯厚度为200mm、宽度为1000mm、长度为9800mm;2、连铸坯在步进式加热炉加热,所述加热炉包括预热段、第一加热段、第二加热段和均热段,其中预热段加热温度为760℃,保温时间为70分钟;第一加热段加热温度为1100℃,保温时间为60分钟;第二加热段加热温度为1200℃,保温时间为50分钟;均热段加热温度为1250℃,保温时间为40分钟加热;3、粗轧:粗轧机为1个机架,采用5道次往复轧制,开轧温度为1170℃,粗轧出口温度为1080℃,轧至厚度为30mm;4、精轧:精轧机包括7个机架,采用连续轧制,开轧温度为1070℃,终轧温度为900℃,成品卷厚度为5mm;5、卷取:精轧后投入层流冷却,控制卷取温度580℃,卷取后空冷至室温用于后续冷轧生产。
22.热卷中未观察到α'、σ、m3p等脆性相,有少量的laves相在晶界或亚晶界析出,常温冲击功35j,热卷在后续的退火、冷轧过程中出未出现断带。
23.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
