和安装位ⅰ。
15.进一步,在步骤2中所述安装位ⅱ沿安装方向设有安装槽,所述连接组件包括支撑件、连接套和凸轮轴,所述支撑件通过紧固件安装于v型球芯ⅱ内表面上,所述连接套一端与支撑件相连,另一端为安装端,所述连接套安装端设有定位孔ⅰ,所述夹具体上开设有定位孔ⅱ,将连接套安装端插入安装槽后定位孔ⅰ和定位孔ⅱ同轴,所述凸轮轴插入定位孔ⅱ并穿过定位孔ⅰ,然后旋转凸轮轴锁死连接组件完成v型球芯ⅱ在安装位ⅱ上的安装。
16.本发明的有益效果:
17.本发明v型球芯加工工装夹具配合其使用方法,可同时夹持两个v型球芯进行加工,提高了加工效率;因夹持后形成类球体的装配体,因此加工时可连续进行车削、磨削、研磨,缩短了加工周期;装配体作为一个整体进行加工,保证加工过程平衡、连续,提高加工精度。
附图说明
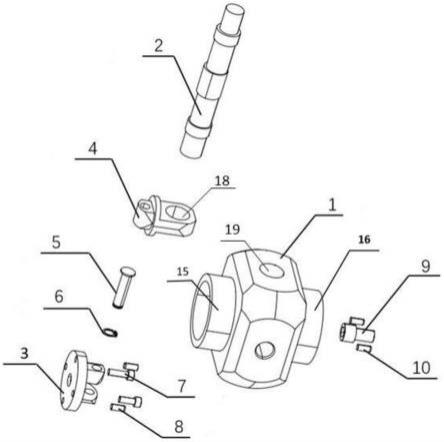
18.图1为本发明的结构爆炸图;
19.图2为凸轮轴与连接组件配合的结构示意图;
20.图3为v型球芯ⅰ和夹具连接示意图;
21.图4为v型球芯ⅰ、v型球芯ⅱ和夹具构成的装配体的结构示意图;
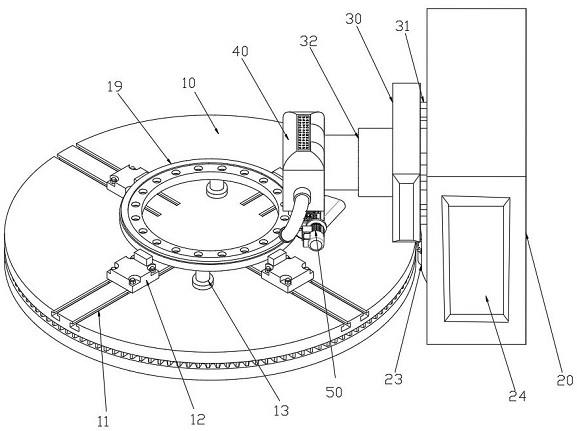
22.图5为装配体加工结构示意图。
具体实施方式
23.图1为本发明的结构爆炸图;图2为凸轮轴与连接组件配合的结构示意图;图3为v型球芯ⅰ和夹具连接示意图;图4为v型球芯ⅰ、v型球芯ⅱ和夹具构成的装配体的结构示意图;图5为装配体加工结构示意图。
24.如图所示,一种v型球芯加工工装夹具1,可同时夹持v型球芯ⅰ11和v型球芯ⅱ12,其特征在于:所述夹具1具有安装位ⅰ16和安装位ⅱ15,v型球芯
[0025]ⅰ11通过安装位ⅰ16安装于夹具1上,v型球芯ⅱ12通过安装位ⅱ15安装于夹具1上,v型球芯ⅰ11和v型球芯ⅱ12安装时交叉安装。
[0026]
本实施例中,还包括紧固件ⅰ9,所述安装位ⅰ16沿安装方向设置设有安装孔,v型球芯ⅰ11内表面对应位置也做开孔处理,紧固件通过安装孔连接所述v型球芯ⅰ11和安装位ⅰ16。本实施例紧固件ⅰ9为螺栓,同时为了便于v型球芯
[0027]ⅰ11的定位,还在安装位ⅰ16上设置有定位销10。
[0028]
本实施例中,还包括连接组件,所述安装位ⅱ15沿安装方向设有安装槽,连接组件通过安装槽连接v型球芯ⅱ12和安装位ⅱ15。
[0029]
本实施例中,所述连接组件包括支撑件3、连接套4和紧固件ⅱ7,所述支撑件3通过紧固件ⅱ7安装于v型球芯ⅱ12内表面上,所述连接套4一端与支撑件3相连,另一端为安装端,将连接套4安装端插入安装槽内以连接v型球芯ⅱ12和安装位ⅱ15。紧固件ⅱ7为螺栓,;连接套4和支撑件3可通过销钉5连接,为了使连接更可靠,还设置有固定环6并安装于销钉5上。
[0030]
本实施例中,连接组件还包括凸轮轴2,所述凸轮轴2用于锁死连接组件。
[0031]
本实施例中,所述连接套4安装端设有定位孔ⅰ18,所述夹具1体上开设有定位孔ⅱ19,所述连接组件插入安装槽后定位孔ⅰ18的轴线和定位孔ⅱ19的轴线在同一轴线上,所述凸轮轴2插入定位孔ⅱ19并穿过安装孔ⅰ,然后旋转凸轮轴2锁死连接组件。
[0032]
一种适用于v型球芯加工工装夹具1的使用方法,其特征在于:包括前述v型球芯加工工装夹具1,所述v型球芯加工工装夹具1的操作步骤为:
[0033]
步骤1,将v型球芯ⅰ11安装于夹具1的安装位ⅰ16上;
[0034]
步骤2,将v型球芯ⅱ12安装于夹具1的安装位ⅱ15上;
[0035]
步骤3,将v型球芯ⅰ11、v型球芯ⅱ12和夹具1构成的装配体安装于加工位并进行加工。如图5所示,本实施例中,装配体固定于主轴传动轴13上,并通过活动顶尖14将装配体夹紧,然后用磨盘17对装配体进行加工,即同时对球芯ⅰ11和v型球芯ⅱ12进行加工。加工方法包括但不限于车削和研磨,为现有技术,在此不再赘述。
[0036]
本实施例中,在步骤1中,所述安装位ⅰ16沿安装方向设置设有安装孔,v型球芯ⅰ11内表面对应位置也做开孔处理,紧固件通过安装位ⅱ15上的安装槽安装于安装位ⅰ16上并连接v型球芯ⅰ11和安装位ⅰ16。
[0037]
本实施例中,在步骤2中所述安装位ⅱ15沿安装方向设有安装槽,所述连接组件包括支撑件3、连接套4和凸轮轴2,所述支撑件3通过紧固件安装于v型球芯ⅱ12内表面上,所述连接套4一端与支撑件3相连,另一端为安装端,所述连接套4安装端设有定位孔ⅰ18,所述夹具1体上开设有定位孔ⅱ19,将连接套4安装端插入安装槽后定位孔ⅰ18和定位孔ⅱ19同轴,所述凸轮轴2插入定位孔ⅱ19并穿过定位孔ⅰ18,然后旋转凸轮轴2锁死连接组件完成v型球芯ⅱ12在安装位ⅱ15上的安装。
[0038]
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
技术特征:
1.一种v型球芯加工工装夹具,其特征在于:所述夹具具有安装位ⅰ和安装位ⅱ,v型球芯ⅰ通过安装位ⅰ安装于夹具上,v型球芯ⅱ通过安装位ⅱ安装于夹具上,v型球芯ⅰ和v型球芯ⅱ安装时交叉安装。2.根据权利要求1所述v型球芯加工工装夹具,其特征在于:还包括紧固件ⅰ,所述安装位ⅰ沿安装方向设置设有安装孔,v型球芯ⅰ内表面对应位置也做开孔处理,紧固件通过安装孔连接所述v型球芯ⅰ和安装位ⅰ。3.根据权利要求2所述v型球芯加工工装夹具,其特征在于:还包括连接组件,所述安装位ⅱ沿安装方向设有安装槽,连接组件通过安装槽连接v型球芯ⅱ和安装位ⅱ。4.根据权利要求3所述v型球芯加工工装夹具,其特征在于:所述连接组件包括支撑件、连接套和紧固件ⅱ,所述支撑件通过紧固件ⅱ安装于v型球芯ⅱ内表面上,所述连接套一端与支撑件相连,另一端为安装端,将连接套安装端插入安装槽内以连接v型球芯ⅱ和安装位ⅱ。5.根据权利要求4所述v型球芯加工工装夹具,其特征在于:连接组件还包括凸轮轴,所述凸轮轴用于锁死连接组件。6.根据权利要求5所述v型球芯加工工装夹具,其特征在于:所述连接套安装端设有定位孔ⅰ,所述夹具体上开设有定位孔ⅱ,所述连接组件插入安装槽后定位孔ⅰ的轴线和定位孔ⅱ的轴线在同一轴线上,所述凸轮轴插入定位孔ⅱ并穿过安装孔ⅰ,然后旋转凸轮轴锁死连接组件。7.一种适用于v型球芯加工工装夹具的使用方法,其特征在于:包括如权利要求6所述的v型球芯加工工装夹具,所述v型球芯加工工装夹具的操作步骤为:步骤1,将v型球芯ⅰ安装于夹具的安装位ⅰ上;步骤2,将v型球芯ⅱ安装于夹具的安装位ⅱ上;步骤3,将v型球芯ⅰ、v型球芯ⅱ和夹具构成的装配体安装于加工位并进行加工。8.根据权利要求7所述适用于v型球芯加工工装夹具的使用方法,其特征在于:在步骤1中,所述安装位ⅰ沿安装方向设置设有安装孔,v型球芯ⅰ内表面对应位置也做开孔处理,紧固件通过安装位ⅱ上的安装槽安装于安装位ⅰ上并连接v型球芯ⅰ和安装位ⅰ。9.根据权利要求8所述适用于v型球芯加工工装夹具的使用方法,其特征在于:在步骤2中所述安装位ⅱ沿安装方向设有安装槽,所述连接组件包括支撑件、连接套和凸轮轴,所述支撑件通过紧固件安装于v型球芯ⅱ内表面上,所述连接套一端与支撑件相连,另一端为安装端,所述连接套安装端设有定位孔ⅰ,所述夹具体上开设有定位孔ⅱ,将连接套安装端插入安装槽后定位孔ⅰ和定位孔ⅱ同轴,所述凸轮轴插入定位孔ⅱ并穿过定位孔ⅰ,然后旋转凸轮轴锁死连接组件完成v型球芯ⅱ在安装位ⅱ上的安装。
技术总结
一种V型球芯加工工装夹具及其使用方法,夹具体有两个安装位分别为安装位Ⅰ和安装位Ⅱ,所述夹具体通过两个安装位可同时交叉夹持两个V型球芯形成一个类球体进行加工。本发明可同时夹持两个V型球芯进行加工,提高了加工效率;因夹持后形成类球体的装配体,因此加工时可连续进行车削、磨削、研磨,缩短了加工周期;装配体作为一个整体进行加工,保证加工过程平衡、连续,提高加工精度。提高加工精度。提高加工精度。
技术研发人员:刘平 张鹏奇 李黎 秦龙 许波 李小江 刘兰 段大军 郝娇山
受保护的技术使用者:重庆川仪调节阀有限公司
技术研发日:2022.04.12
技术公布日:2022/7/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。