1.本发明涉及砂型铸造设备技术领域,尤其是涉及一种热加工铸造用铸件防缩孔装置。
背景技术:
2.公知的,砂型铸造是热加工常见的一种铸造方式,铸造的时候使将金属融化成金属液体浇铸在模具中的砂型铸造腔内,由于金属液体浇铸的时候通常都是经过融化之后直接浇铸,这样浇铸的金属液体经常会存在气泡,这样的金属液体在浇铸冷却后,由于气泡无法排出而导致铸造好的铸件存在缩孔,并且由于金属液体的密度较大,金属液体内的气泡较难上浮。
技术实现要素:
3.为了解决现有技术中存在的问题,本发明的目的是提供一种热加工铸造用铸件防缩孔装置。
4.为了实现上述发明目的,本发明采用如下技术方案:一种热加工铸造用铸件防缩孔装置,包括模具和把手,所述模具由上模板和下模板构成,所述下模板的顶部设有上模板,所述上模板与下模板对应设置,所述上模板和下模板的侧面均对应设有数量相同且位置对应的把手,所述上模板和下模板中间设有浇铸腔,所述上模板的顶部设有浇铸孔,所述浇铸孔与铸造腔内部相连通,所述上模板的外侧面上设有滑轨,所述滑轨环绕上模板设置,所述滑轨上设有滑动连接的除气泡浇铸装置,所述出气泡浇铸装置由传动机构、旋转装置和震荡装置构成,所述滑轨设有滑动连接的调节机构,调节机构上设有传动机构,所述传动机构与旋转装置相连接,旋转装置上设有震荡装置,所述旋转装置和震荡装置通过传动机构提供动力。
5.所述调节机构由滑块、连接块、调节螺栓、第一连接杆和第二连接杆构成,所述滑轨内部设有滑动连接的滑块,所述滑块的一端与连接块相连接,连接块上设有转动槽,所述转动槽的两侧设有调节孔,所述调节孔内配装有调节螺栓,所述调节螺栓上配装有转动连接的第一连接杆,所述第一连接杆的顶部设有转动连接的连接轴,所述连接轴的顶部设有转动块,所述转动块延连接轴的中心轴线转动,所述转动块上设有第二连接杆,所述第一连接杆与第二连接杆的中心轴线呈90
°
,所述第二连接杆的一端设有与转动块相连接,所述第二连接杆的另一端与旋转装置相连接,所述第二连接杆上设有传动槽,所述传动槽内部设有传动机构。
6.所述旋转装置由第一罐体、第二罐体和第三罐体构成,所述第二连接杆的端部设有支撑块,所述支撑块上设有两个上下对应的焊接块,两个焊接块分别与第二罐体和第二罐体的外周面相焊接,所述第二罐体的顶部设有第三罐体,第三罐体的顶部设有第一罐体,所述第三罐体位于第一罐体和第二罐体中间转动连接,所述第二罐体的底部设有浇铸管,所述浇铸管与第一罐体、第二罐体和第三罐体内部相连通。
7.所述传动机构由第一传动齿、第二传动齿、传动链、电机和传动轴构成,所述传动槽位于第二连接杆的中心轴线上,所述传动槽贯穿第二连接杆的两侧,所述传动槽内设有传动轴,所述传动轴上设有第二传动齿,所述第三罐体的外周面上设有第一传动齿,所述第一传动齿和第二传动齿上配装有相啮合的传动链,所述第二连接杆的顶部设有电机,电机位于所述传动槽的上方,电机的输出轴垂直向下与传动轴相连接,所述第一连接杆上设有控制开关,所述电机与控制开关电性连接,所述控制开关与外部电源电性连接。
8.所述第三罐体的外周面上设有环型结构的安装块,所述第一传动齿设置在所述安装块的外周面上,所述安装块的顶部和底部对应设有环型卡块,所述第一罐体和第二罐体的横截面上均对应设有环型卡槽,所述安装块顶部和底部的环型卡块分别位于第一罐体和第二罐体上的环型卡槽内部转动,所述环型卡块与环形卡槽相配装。
9.所述第三罐体内设有若干个导流板,所述导流板的外周面与第三罐体的内壁相连接,所述导流板延第三罐体的中心轴线等距排列,所述导流板上均设有导流孔且所有导流板上的导流孔均错位设置。
10.所述震荡装置由震荡凸起和敲击杆构成,所述第二罐体的外周面上设有等距排列的震荡凸起,所述安装块上设有若干个向下延伸的敲击杆,所述敲击杆等距排列设置。
11.所述敲击杆的底部设有安装槽,所述安装槽内设有滚珠,安装槽的内壁与滚珠中间设有复位弹簧。
12.所述第二连接杆上设有向上延伸的第三连接杆,所述第三连接杆上设有连接槽,所述连接槽内设有转动连接的转动杆,所述转动杆的端部设有导气管,所述导气管与转动杆的中心轴线呈90
°
设置,所述转动杆的两侧均设有限位块,所述限位块用于确保转动杆与第三连接杆的中心轴线为90
°
由于采用了上述技术方案,本发明具有如下有益效果:通过设置旋转装置和震荡装置来进行气泡清除,通过旋转装置使金属液体产生离心力使其气泡向中心聚拢并上浮,通过导气管插入金属液体内部来帮助气泡进行排除,通过震动装置来使金属液体内部的小气泡进行排除,通过设置传动机构来给旋转装置和震荡装置提供动力;本发明结构简单合理,可以有效的在浇铸前对金属液体进行排气泡处理,并且可以有效的解决金属液体内气泡较难上浮的问题,从而使得浇铸出来的铸件减少缩孔的产生。
附图说明
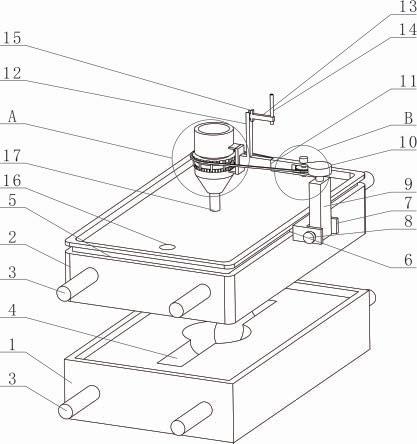
13.图1为本发明的结构示意图;图2为本发明的a处结构放大示意图;图3为本发明的b处结构放大示意图;图4为本发明的第三罐体结构示意图;图5为本发明的第三罐体剖切结构示意图;图6为本发明的滚珠安装结构示意图;1、下模板;2、上模板;3、把手;4、浇铸腔;5、滑轨;6、滑块;7、连接块;8、调节螺栓;9、第一连接杆;10、转动块;11、第二连接杆;12、第三连接杆;13、导气管;14、转动杆;15、限位块;16、浇铸孔;17、浇铸管;18、第一罐体;19、第二罐体;20、支撑块;21、焊接块;22、电机;
23、震荡凸起;24、敲击杆;25、传动链;26、第一传动齿;27、第二传动齿;28、第三罐体;29、连接轴;30、传动轴;31、安装块;32、导流板;33、导流孔;34、环型卡块;35、安装槽;36、滚珠;37、复位弹簧。
具体实施方式
14.通过下面的实施例可以详细的解释本发明,公开本发明的目的旨在保护本发明范围内的一切技术改进。
15.结合附图1~6所述一种热加工铸造用铸件防缩孔装置,包括模具和把手3,所述模具由上模板2和下模板1构成,所述下模板1的顶部设有上模板2,所述上模板2与下模板1对应设置,所述上模板2和下模板1的侧面均对应设有数量相同且位置对应的把手3,所述上模板2和下模板1中间设有浇铸腔4,所述上模板2的顶部设有浇铸孔16,所述浇铸孔16与铸造腔内部相连通,所述上模板2的外侧面上设有滑轨5,所述滑轨5环绕上模板2设置,所述滑轨5上设有滑动连接的除气泡浇铸装置,所述出气泡浇铸装置由传动机构、旋转装置和震荡装置构成,所述滑轨5设有滑动连接的调节机构,调节机构上设有传动机构,所述传动机构与旋转装置相连接,旋转装置上设有震荡装置,所述旋转装置和震荡装置通过传动机构提供动力。
16.所述调节机构由滑块6、连接块7、调节螺栓8、第一连接杆9和第二连接杆11构成,所述滑轨5内部设有滑动连接的滑块6,所述滑块6的一端与连接块7相连接,连接块7上设有转动槽,所述转动槽的两侧设有调节孔,所述调节孔内配装有调节螺栓8,所述调节螺栓8上配装有转动连接的第一连接杆9,所述第一连接杆9的顶部设有转动连接的连接轴29,所述连接轴29的顶部设有转动块10,所述转动块10延连接轴29的中心轴线转动,所述转动块10上设有第二连接杆11,所述第一连接杆9与第二连接杆11的中心轴线呈90
°
,所述第二连接杆11的一端设有与转动块10相连接,所述第二连接杆11的另一端与旋转装置相连接,所述第二连接杆11上设有传动槽,所述传动槽内部设有传动机构。
17.所述旋转装置由第一罐体18、第二罐体19和第三罐体28构成,所述第二连接杆11的端部设有支撑块20,所述支撑块20上设有两个上下对应的焊接块21,两个焊接块21分别与第二罐体19和第二罐体19的外周面相焊接,所述第二罐体19的顶部设有第三罐体28,第三罐体28的顶部设有第一罐体18,所述第三罐体28位于第一罐体18和第二罐体19中间转动连接,所述第二罐体19的底部设有浇铸管17,所述浇铸管17与第一罐体18、第二罐体19和第三罐体28内部相连通。
18.所述传动机构由第一传动齿26、第二传动齿27、传动链、电机22和传动轴30构成,所述传动槽位于第二连接杆11的中心轴线上,所述传动槽贯穿第二连接杆11的两侧,所述传动槽内设有传动轴30,所述传动轴30上设有第二传动齿27,所述第三罐体28的外周面上设有第一传动齿26,所述第一传动齿26和第二传动齿27上配装有相啮合的传动链,所述第二连接杆11的顶部设有电机22,电机22位于所述传动槽的上方,电机22的输出轴垂直向下与传动轴30相连接,所述第一连接杆9上设有控制开关,所述电机22与控制开关电性连接,所述控制开关与外部电源电性连接。
19.所述第三罐体28的外周面上设有环型结构的安装块31,所述第一传动齿26设置在所述安装块31的外周面上,所述安装块31的顶部和底部对应设有环型卡块34,所述第一罐
体18和第二罐体19的横截面上均对应设有环型卡槽,所述安装块31顶部和底部的环型卡块34分别位于第一罐体18和第二罐体19上的环型卡槽内部转动,所述环型卡块34与环形卡槽相配装。
20.所述第三罐体28内设有若干个导流板32,所述导流板32的外周面与第三罐体28的内壁相连接,所述导流板32延第三罐体28的中心轴线等距排列,所述导流板32上均设有导流孔33且所有导流板32上的导流孔33均错位设置;通过错位设置的导流孔33可以减缓浇铸液体的流动。
21.所述震荡装置由震荡凸起23和敲击杆24构成,所述第二罐体19的外周面上设有等距排列的震荡凸起23,所述安装块31上设有若干个向下延伸的敲击杆24,所述敲击杆24等距排列设置。
22.所述敲击杆24的底部设有安装槽35,所述安装槽35内设有滚珠36,安装槽35的内壁与滚珠36中间设有复位弹簧37;当安装块31通过第一传动齿26带动进行转动的过程中,敲击杆24会随着安装块31一起转动,当敲击杆24转动的时候会不停的敲击震荡凸起23,敲击杆24为弹性材质构成,所述滚珠36会通过复位弹簧37的作用反复的对震荡凸起23进行敲击,震荡凸起23对第二罐体19进行震荡。
23.所述第二连接杆11上设有向上延伸的第三连接杆12,所述第三连接杆12上设有连接槽,所述连接槽内设有转动连接的转动杆14,所述转动杆14的端部设有导气管13,所述导气管13与转动杆14的中心轴线呈90
°
设置,所述转动杆14的两侧均设有限位块15,所述限位块15用于确保转动杆14与第三连接杆12的中心轴线为90
°
。
24.实施例1,所述的一种热加工铸造用铸件防缩孔装置,使用时通过滑块6在滑轨5内滑动和转动块10的转动配合来寻找浇铸孔16,这时确保浇铸管17与浇铸孔16为同一中心轴线,这样可以确保浇铸液体可以顺着浇铸管17流入浇铸孔16内,这时通过控制开关打开电机22使电机22进行工作,当电机22工作的时候,电机22带动第二传动齿27进行转动,第二传动齿27进行转动的过程中第二传动齿27可以带动第一传动齿26进行转动,第一传动齿26进行转动的时候带动安装块31进行同步转动,安装块31进行转动的时候使第三罐体28进行转动,这时对第一罐体18内部进行浇铸融化后的金属液体,当金属液体通过第一罐体18进入第三罐体28以后,会被导流板32挡住,第三罐体28在快速旋转的过程中可以使金属液体产生离心力,当金属液体产生离心力的时候金属液体内部的气泡会向中间聚集,这时导流孔33可以将没有气泡的金属液体导入下一层的导流板32上,当安装块31进行转动的时候,安装块31带动敲击杆24进行转动,敲击杆24转动的过程中使滚珠36位于震荡凸起23上进行接触敲击,通过不停的敲击震荡凸起23来使第三罐体28的内的金属液体受到震荡使得气泡排出,由于第三罐体28与第二罐体19和第一罐体18相连接,所述震荡第二罐体19的时候会将震荡的功能传输至第三罐体28和第一罐体18,由于金属液体的离心力作用,气泡会向中间聚集,这时将转动杆14进行转动,使导气管13插入金属液体内部,导气管13为空心结构,由于金属液体的密度较大,气泡较难从金属液体内浮出,这时汇聚在金属液体中间的气泡会顺着导气管13而进行排出,经过以上操作基本可以将金属液体内部的气泡进行排除了,这时浇铸到浇铸腔4内的金属液体就可以减少缩孔的产生了。
25.本发明未详述部分为现有技术,尽管结合优选实施方案具体展示和介绍了本发明,具体实现该技术方案方法和途径很多,以上所述仅是本发明的优选实施方式,但所属领
域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。