1.本实用新型涉及化工生产领域,特别是涉及一种粉料密闭加料系统。
背景技术:
2.目前uv-p、uv-234的生产路线通常为:硫酸、邻硝基苯胺和亚硝酸钠首先在重氮化釜中进行重氮化反应;生成的重氮盐用泵送至偶合釜,在碱性条件下与对甲基苯酚或二枯基苯酚进行偶氮反应;生成的偶氮体经过水洗分相,将偶氮反应液转移至一还原反应釜,加入水合肼、铝粉浆液进行一还原反应;一还原反应生成的氮氧化物中间体进入二还原反应釜,加入锌粉浆液进行二还原反应,反应后得到uv-p、uv-234产品混合物,产品混合物经过一系列后处理得到uv-p、uv-234成品。在一还原反应和二还原反应过程中使用的铝粉/锌粉浆液,目前通常的制备为:在铝粉/锌粉打浆釜中通入水,随后由人工投入铝粉/锌粉粉料,通过打浆釜称重模块控制铝粉/锌粉浓度在40%wt,开启打浆釜搅拌器将釜内浆料混合均匀,再通过重力流将铝粉/锌粉浆液送至一还原反应釜/二还原反应釜。
3.现有人工投料存在以下问题:人工手投金属粉料可能造成金属粉尘的逸散,生产厂房内容易堆积逸散出来的金属粉尘,操作人员长期接触到逸散的金属粉尘可能会引起职业病危害,金属粉尘遇到明火易发生燃烧、爆炸等危险;打浆釜目前基本为常压搅拌釜,铝粉/锌粉遇水放出易燃气体氢气,氢气在投料的过程中容易散至空气中,氢气遇明火或电火花有燃烧、爆炸的风险;一还原反应和二还原反应过程中,常用甲醇和二甲苯等易燃的有机溶剂作为反应载体,在打浆釜通大气、人工进行金属粉料投放的操作模式中,反应釜中的甲醇和二甲苯有通过打浆釜逸散到空气中的可能,甲醇和二甲苯的挥发气遇遇明火或电火花有燃烧和爆炸的风险。
技术实现要素:
4.基于上述技术问题,本实用新型提出一种粉料密闭加料系统;值得说明的是,本实用新型所述加料系统不仅适用于金属粉料,还适用于所有可以和水反应(或者与液体反应),能放出可燃气体的粉料、可燃性粉料、有毒粉料;且由于本实用新型所述的加料系统是靠粉料重力向下投料,被投料的设备中,有易燃气体或者挥发性强的易燃液体,也同样适用。
5.由此,为实现上述目的本实用新型所采用的技术方案是:
6.所述粉料密闭加料系统由上至下包括:
7.第一加料斗;
8.第二加料斗,用于承接第一加料斗输出的粉料;
9.打浆釜,用于承接第二加料斗输出的粉料;
10.所述第一加料斗第二加料斗活动连接,所述第二加料斗与打浆釜固定连接;
11.所述第一加料斗包括用于氮气置换的第一空间和用于盛装粉料的第二空间,所述第二加料斗包括用于氮气置换的第三空间和用于盛装粉料的第四空间。
12.在盛装粉料时,第二空间以及第四空间的容积均小于其所在的加料斗容积,所述第四空间的容积根据工况及每次加料的量提前设置好大小,所述第二空间的容积设置成n倍于第四空间的容积。
13.进一步的,所述n为1-30之间的任意整数,考虑到吊机以及整体结构的承重能力有限,所以第一加料斗中的第二空间的容积与第二加料斗的第四空间的容积之比最好不超过30倍。
14.进一步的,所述第一加料斗在第二空间底部设有低料位开关,所述第二加料斗与第一加料斗之间设有一级加料阀,所述第二加料斗与打浆釜之间设有二级加料阀,所述第二加料斗下部设有称重模块;所述低料位开关通过dcs控制系统联锁关闭一级加料阀;所述称重模块通过dcs控制系统联锁开启或关闭一级加料阀、二级加料阀,用以实现单次定量加料。
15.通过在系统中设置称重模块和两级加料阀的联锁,实现了自动化控制加料,优化了生产操作。
16.更进一步的,所述密闭粉料加料系统还设有第一氮气减压阀组和第一排气阀组;氮气经过所述第一氮气减压阀组减压后通过第一氮封管线输入第一空间,并从第一排气管线排出;第一空间还设有第一远传压力表,所述第一远传压力表上设有第一联锁装置,通过所述第一联锁装置开启或关闭第一氮气减压阀组中的第一氮气减压阀以及第一排气阀组中的第一排气阀。
17.更进一步的,所述密闭粉料加料系统还设有第二氮气减压阀组和第二排气阀组;氮气经过所述第二氮气减压阀组减压后通过第二氮封管线输入第三空间,并从第二排气管线排出,所述第三空间还设有第二远传压力表,所述第二远传压力表上设有第二联锁装置,通过所述第二联锁装置开启或关闭第二氮气减压阀组中的第二氮气减压阀以及第二排气阀组中的第二排气阀。
18.此处通过气体调节阀的控制来维持第一加料斗和第二加料斗中的压力处于微正压状态,保证有置换的动力,同时不至于压力过高将粉料吹起。
19.通过设置两级加料斗和两级加料阀,并在料斗上设置氮封管线和排气管线,将人工投放粉料改为密闭加料,减少金属粉尘和可燃气体对外的逸散,减少了生产的安全隐患,保证安全生产;
20.所述第一排气管线和第二排气管线的排出口均与水封罐相连,吹扫置换的氮气经过水封罐,去往尾气处理系统,减少了可燃气体释放的可能,同时,极少量有可能被氮气夹带的粉料,受到水封罐内水封的作用,不会被氮气夹带至尾气处理系统,减少金属粉尘对尾气处理系统的影响,有利于系统生产平稳运行。
21.进一步的,所述第一氮封管线和第一排气管线的接口均设置为带快速接头的无泄漏金属软管,有利于顶部料斗的起吊和装卸操作。
22.更进一步的,所述第一氮气减压阀组和/或第二氮气减压阀组中还设有手动减压阀。
23.进一步的,所述第一空间和/或第三空间还设有爆破片,防止氮气减压阀失效,氮气压力过高造成设备损坏。
24.所述第一加料斗底部还设有根部插板阀,用于密封第一加料斗。
25.当然,本实用新型所述密闭粉料加料系统不仅适用于设置两级加料斗和两级加料阀,还可根据实际需求设置更多级的加料斗和加料阀。
26.与现有技术相比,本实用新型的有益效果是:
27.本实用新型所述的密闭粉料加料系统通过在打浆釜上设置加料斗,阻断了打浆釜中的粉料与气体直接接触,降低了爆炸的风险;另外,通过设置多级加料斗和多级加料阀,并在料斗上设置氮封管线和排气管线,联合多个信号连锁实现了自动化控制的密闭加料,减少金属粉尘和可燃气体对外的逸散,降低了操作人员的职业病危害,极大减少了生产的安全隐患,保证安全生产。
附图说明
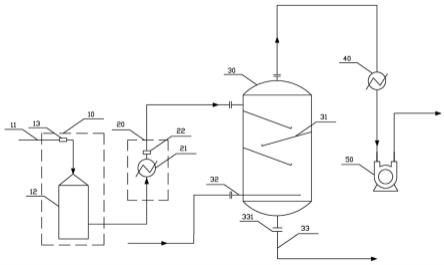
28.图1为本实用新型实施例1中的一种粉料密闭加料系统结构示意图;
29.图2为本实用新型实施例2中的另一种粉料密闭加料系统结构示意图;
30.图3为本实用新型实施例3中的另一种粉料密闭加料系统结构示意图;
31.图4为本实用新型实施例4中的另一种粉料密闭加料系统结构示意图;
32.图中:1为第一加料斗,2为第二加料斗,3为打浆釜,4为第一氮气减压阀组,5为第一排气阀组,6为第一远传压力表,7为第一联锁装置,8为第二氮气减压阀组,9为第二排气阀组,10为第二远传压力表,11为第二连锁装置,12为一级加料阀,13为二级加料阀,14为低料位开关,15为称重模块。
具体实施方式
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
35.而且,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个与另一个具有相同名称的部件区分开来,而不一定要求或者暗示这些部件之间存在任何这种实际的关系或者顺序。
36.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”“第三”“第四”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”“第三”“第四”等的特征可以明示或者隐含地包括一个或者更多个该特征。
37.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,
可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
38.实施例1
39.如图1所示,本实施例介绍一种粉料密闭加料系统的结构,
40.由上至下包括第一加料斗1,
41.第二加料斗2,用于承接第一加料斗1输出的粉料,
42.打浆釜3,用于承接第二加料斗2输出的粉料,
43.所述第一加料斗1与第二加料斗2活动连接,所述第二加料斗2与打浆釜3固定连接,
44.所述第一加料斗1包括用于氮气置换的第一空间和用于盛装粉料的第二空间,所述第二加料斗2包括用于氮气置换的第三空间和用于盛装粉料的第四空间。
45.实施例2
46.如图2所示,本实施例在实施例1的基础上增设一套dcs控制系统,用以实现自动化投料。
47.所述第一加料斗1在第二空间底部设有低料位开关14,所述第二加料斗2与第一加料斗之间设有一级加料阀12,所述第二加料斗2与打浆釜3之间还设有二级加料阀13,所述第二加料斗2的底部设有称重模块15;所述低料位开关14通过dcs控制系统联锁关闭一级加料阀12;所述称重模块15通过dcs控制系统联锁开启或关闭一级加料阀12、二级加料阀13,用以实现单次定量加料。
48.实施例3
49.如图3所示,本实施例在实施例1的基础上,在第一加料斗1和第二加料斗2上分别增设一套氮气减压阀组和排气阀组。
50.所述粉料密闭加料系统设有第一氮气减压阀组4和第一排气阀组5;氮气经过所述第一氮气减压阀组减压后通过第一氮封管线输入第一空间,并从第一排气管线排出,第一空间还设有第一远传压力表6,所述第一远传压力表6上设有第一联锁装置7,通过所述第一联锁装置7开启或关闭第一氮气减压阀组4中的第一氮气减压阀以及第一排气阀组5中的第一排气阀。
51.所述第一氮气减压阀组4包括第一氮气减压阀和与之并联的第一手动减压阀,当第一氮气减压阀出现故障时,可通过第一手动减压阀将氮气通入第一空间;所述第一排气阀组5包括第一排气阀和与之并联的第一手动排气阀,当第一排气阀出现故障时,可通过第一手动排气阀将排气管线中的气体排出。
52.同时,所述粉料密闭加料系统还设有第二氮气减压阀组8和第二排气阀组9;氮气经过所述第二氮气减压阀组减压后通过第二氮封管线输入第三空间,并从第二排气管线排出,第二加料斗2第三空间还设有第二远传压力表10,所述第二远传压力表10上设有第二联锁装置11,通过所述第二联锁装置11开启或关闭第二氮气减压阀组8中的第二氮气减压阀以及第二排气阀组9中的第二排气阀。
53.所述第二氮气减压阀组8包括第二氮气减压阀和与之并联的第二手动减压阀,当第二氮气减压阀出现故障时,可通过第二手动减压阀将氮气通入第三空间;所述第二排气阀组9包括第二排气阀和与之并联的第二手动排气阀,当第二排气阀出现故障时,可通过第
二手动排气阀将排气管线中的气体排出。
54.更优选的,所述第一氮气减压阀组4、第二氮气减压阀组8和第一排气阀组5、第二排气阀组9中均可设置放空阀和多个检修阀。
55.实施例4
56.如图4所示,本实施例所述的粉料密闭加料系统在实施例1、2、3合并设置的基础上,还设有如下装置:
57.所述第一排气管线和第二排气管线的排出口均与水封罐相连。
58.所述第一氮封管线和第一排气管线的接口均设置为带快速接头的无泄漏金属软管。
59.所述第一空间和第三空间还设有爆破片。
60.所述第一加料斗1底部还设有根部插板阀。
61.所述第一加料斗1的第二空间的容积n倍于第二加料斗2的第四空间的容积,所述n为1-30之间的任意整数。
62.实施例5
63.本实施例依据实施例4介绍本实用新型所述粉料密闭加料系统的加料步骤,当然,其中的数据仅为一种工况下的参数,并不能限制本实用新型的保护范围。
64.加料操作前关闭第二加料斗2上方的一级加料阀。关闭第一加料斗底部的根部插板阀,并预先在第一加料斗1内装填好所需的粉料,随后密闭第一加料斗,通过吊车将第一加料斗1起吊至第二加料斗2上方,并与一级加料阀对接。
65.对接完成后,开启顶部第一加料斗1通过带快速接头的无泄漏金属软管连接氮封管线和排气管线,打开第一加料斗1底部的根部插板阀,通过第一加料斗1上的第一远传压力表6控制氮气减压阀和排气阀,将第一加料斗1内的压力维持在5~10kpag,置换完成后关闭氮气减压阀和排气阀,对第二加料斗2进行同样的氮气置换操作。氮气置换完成标准是按次数,置换3次到5次,每次5~10min,加料斗容积增加,置换时间相应增加。
66.第二加料斗置换完成后关闭氮气减压阀和排气阀,开启一级加料阀,粉料在重力作用下从第一加料斗1进入第二加料斗2,当粉料重量累积达到200kg时,触发第二加料斗2底部的称重模块15,通过dcs系统联锁关闭一级加料阀,并打开第二加料斗2和打浆釜3之间的二级加料阀,当粉料重量为0kg时,触发第二加料斗2底部的称重模块15,通过dcs控制系统联锁关闭二级加料阀停止加料。第二加料斗2中的第四空间为1次加料量所需的容积,第一加料斗1中的第二空间为10次加料量所需的容积,当第一加料斗1内仍含有粉料时,仅需从第二加料斗氮气置换步骤开始执行加料操作即可。当第一加料斗1的料位为0时,触发第一加料斗1的低料位开关14,通过dcs控制系统联锁关闭一级加料阀,并用吊车将第一加料斗1卸走,重新装填粉料后,可再次吊接至第二加料斗2上方进行加料。
67.以上所述仅是本实用新型的优选实施方式,应当指出的是,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。