一种eva防水板及其制备方法
技术领域
1.本发明涉及eva防水板及其制备技术领域,具体为一种eva防水板及其制备方法。
背景技术:
2.防水板是以高分子聚合物为基本原料制成的一种防渗材料,分为均质防水板和复合防水板。防水板的主要功能使防止液体的渗漏。在铁路、公路等路基施工过程中,需要使用防水板进行防水处理,现有大多的处理方法是采用eva板进行防水,此种防水板能起到很好的防渗和隔离作用,但是,其起不到加强作用,易断裂,另外,在户外施工使用时,长期暴露在日光下,eva板不耐高温,极易老化,从而影响其性能,为此,我们提出一种eva防水板及其制备方法。
技术实现要素:
3.本发明的目的在于提供一种eva防水板及其制备方法,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种eva防水板及其制备方法,包括无纺土工布,所述无纺土工布的顶部固定粘结装配有玻璃纤维板,所述玻璃纤维板的顶部固定粘结装配有防水基材层,所述防水基材层的顶部固定装配有尼龙丝网层,所述尼龙丝网层的顶部固定装配有乳化蜡防水剂层,所述乳化蜡防水剂层的顶部固定装配有耐水石膏板,所述尼龙丝网层内横向固定插接装配有纬向支撑网,所述纬向支撑网上均匀固定装配有径向加强筋条,且所述径向加强筋条的顶端延伸入乳化蜡防水剂层。
5.优选的,所述无纺土工布、玻璃纤维板、防水基材层、尼龙丝网层和乳化蜡防水剂层之间均通过高分子压敏自粘胶层粘结装配。
6.优选的,所述纬向支撑网固定插接装配在尼龙丝网层内,且所述尼龙丝网层和纬向支撑网嵌合装配。
7.优选的,所述纬向支撑网上均匀开设有和径向加强筋条相适配的插接通孔,且所述纬向支撑网通过自粘胶粘合装配在纬向支撑网上。
8.优选的,所述防水基材层的制备方法是:按组份及比例称取线性低密度聚乙烯、eva原母料、相容剂、阻燃剂和改性剂在高速混合机中混合改性,改性温度为70-80℃,时间为25分钟,然后通过双阶密炼机挤出造粒,双阶密炼机的放料的温度为145℃,再通过单螺杆挤出机进行挤出,单螺杆挤出机的螺杆在加料段、熔融段、计量段温度分别为140-150℃、150-160℃和160-170℃,挤出后的物料通过换网过滤器过滤,熔体计量泵增压泵送,通过t型模头成片,再经过三辊压光机压光成型,三辊压光机的三辊温度分别为60-70℃、70-80℃、60-70℃,挤压成型完成的防水基材采用空气自然冷却然后收卷,检验合格后即可包装并入库存放或发货。
9.eva防水板的制备步骤为:步骤一:首先进行防水基材层的铺设,然后在防水基材层的底部涂覆有胶黏剂然
后在胶黏剂的另一面粘结装配有玻璃纤维板,在玻璃纤维板的底部通过胶黏剂粘结装配有无纺土工布,完成基础的热压成型装配;步骤二:在防水基材层的顶部涂覆有胶黏剂,然后将尼龙丝网层压合在防水基材层的顶部,且在尼龙丝网层内固定装配有纬向支撑网,并在纬向支撑网的网孔中均匀固定装配有径向加强筋条,然后在尼龙丝网层的顶部涂覆有乳化蜡防水剂层,然后在乳化蜡防水剂层的顶部热压涂覆耐水石膏板。
10.与现有技术相比,本发明的有益效果是:本发明结构设计合理,玻璃纤维板能够显著增加防水板的支撑强度,并且尼龙丝网层内固定装配有纬向支撑网,且在纬向支撑网内均匀固定插接装配有径向加强筋条,在保持eva防水板高透气性和弹性性能的同时能够显著提高eva防水板的力学和抗压性能,使得抗冲击性能大大增强,耐水石膏板提高防水板耐环境应力开裂性,乳化蜡防水剂层能够提高防水性的同时能够提高防水板的缓冲性,纬向支撑网和径向加强筋条的交错设置可以提高防水板的抗拉强度及透气性,玻璃纤维板的耐热性可以提高防水板的高耐热性能。
附图说明
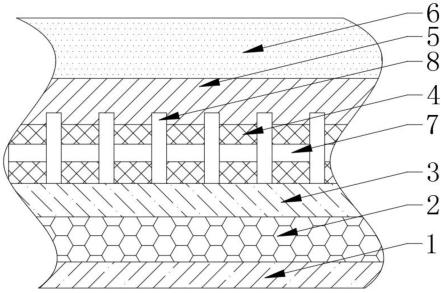
11.图1为本发明整体结构示意图。
12.图中:1、无纺土工布;2、玻璃纤维板;3、防水基材层;4、尼龙丝网层;5、乳化蜡防水剂层;6、耐水石膏板;7、纬向支撑网;8、径向加强筋条。
具体实施方式
13.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
14.请参阅图1,本发明提供一种技术方案:一种eva防水板及其制备方法,包括无纺土工布1,无纺土工布1的顶部固定粘结装配有玻璃纤维板2,玻璃纤维板2的顶部固定粘结装配有防水基材层3,防水基材层3的顶部固定装配有尼龙丝网层4,尼龙丝网层4的顶部固定装配有乳化蜡防水剂层5,乳化蜡防水剂层5的顶部固定装配有耐水石膏板6,尼龙丝网层4内横向固定插接装配有纬向支撑网7,纬向支撑网7上均匀固定装配有径向加强筋条8,且径向加强筋条8的顶端延伸入乳化蜡防水剂层5。
15.无纺土工布1、玻璃纤维板2、防水基材层3、尼龙丝网层4和乳化蜡防水剂层5之间均通过高分子压敏自粘胶层粘结装配;请参阅图1,纬向支撑网7固定插接装配在尼龙丝网层4内,且尼龙丝网层4和纬向支撑网7嵌合装配;请参阅图1,纬向支撑网7上均匀开设有和径向加强筋条8相适配的插接通孔,且纬向支撑网7通过自粘胶粘合装配在纬向支撑网7上,在保持eva防水板高透气性和弹性性能的同时能够显著提高eva防水板的力学和抗压性能,使得抗冲击性能大大增强;防水基材层3的制备方法是:按组份及比例称取线性低密度聚乙烯、eva原母料、相容剂、阻燃剂和改性剂在高速混合机中混合改性,改性温度为70-80℃,时间为25分钟,然后
通过双阶密炼机挤出造粒,双阶密炼机的放料的温度为145℃,再通过单螺杆挤出机进行挤出,单螺杆挤出机的螺杆在加料段、熔融段、计量段温度分别为140-150℃、150-160℃和160-170℃,挤出后的物料通过换网过滤器过滤,熔体计量泵增压泵送,通过t型模头成片,再经过三辊压光机压光成型,三辊压光机的三辊温度分别为60-70℃、70-80℃、60-70℃,挤压成型完成的防水基材采用空气自然冷却然后收卷,检验合格后即可包装并入库存放或发货;eva防水板的制备步骤为:步骤一:首先进行防水基材层3的铺设,然后在防水基材层3的底部涂覆有胶黏剂然后在胶黏剂的另一面粘结装配有玻璃纤维板2,在玻璃纤维板2的底部通过胶黏剂粘结装配有无纺土工布1,完成基础的热压成型装配;步骤二:在防水基材层3的顶部涂覆有胶黏剂,然后将尼龙丝网层4压合在防水基材层3的顶部,且在尼龙丝网层4内固定装配有纬向支撑网7,并在纬向支撑网7的网孔中均匀固定装配有径向加强筋条8,然后在尼龙丝网层4的顶部涂覆有乳化蜡防水剂层5,然后在乳化蜡防水剂层5的顶部热压涂覆耐水石膏板6。
16.工作原理:玻璃纤维板2能够显著增加防水板的支撑强度,并且尼龙丝网层4内固定装配有纬向支撑网7,且在纬向支撑网7内均匀固定插接装配有径向加强筋条8,在保持eva防水板高透气性和弹性性能的同时能够显著提高eva防水板的力学和抗压性能,使得抗冲击性能大大增强,耐水石膏板6提高防水板耐环境应力开裂性,乳化蜡防水剂层5能够提高防水性的同时能够提高防水板的缓冲性,纬向支撑网7和径向加强筋条8的交错设置可以提高防水板的抗拉强度及透气性,玻璃纤维板2的耐热性可以提高防水板的高耐热性能。
17.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。