模制材料
1.本发明涉及一种模制材料,特别是但不仅限于用于表面应用的模制材料。
背景技术:
2.本发明涉及提供增强的表面光洁度的模制材料、所述模制材料与一个或多个预浸渍纤维增强(预浸料)层组合以形成层压材料结构的用途、所述模制材料与干(未浸渍)纤维层组合以形成层压材料结构的用途、以及使用所述模制材料形成层压材料结构的方法。本发明特别涉及纤维增强复合模制材料,其可以在低温下固化并且包含表面整理层以提供具有高质量表面光洁度(surface finish)的模制制品,所述模制制品在固化后需要最少的制备,尤其是但不仅限于用于风力涡轮机和汽车行业。
3.复合材料与传统建筑材料相比具有明确记载的优点,特别是在材料密度非常低的情况下提供优异的机械特性方面。因此,此类复合材料的使用已在许多行业(包括航空航天、汽车、船舶和风力涡轮机行业)中变得广泛。
4.包含被热固性树脂诸如环氧树脂浸渍的纤维排列物的预浸料广泛用于生产此类复合材料。典型地,根据需要“铺叠”许多此类预浸料层片,并且将所得组装物或层压材料放置在模具中并且固化,通常通过暴露于升高的温度,任选地在压力下,以生产固化的复合层压材料。在替代的制造技术中,通常在封闭物内铺叠纤维材料,向封闭物中灌注液体树脂系统以包封纤维材料,其然后可以在其中固化以生产成品制品。可以在纤维材料周围完成封闭并且在真空下吸入树脂(有时称为真空袋技术)。可替代地,封闭物可以是模具,并且可以将树脂注入模具中(有时称为树脂传递模制(resin transfer moulding)),其也可以是真空辅助的(称为真空辅助树脂传递模制(vacuum assisted resin transfer moulding))。如前面描述的与预浸料有关的体系,液体树脂体系可以是环氧树脂、氰酸酯树脂或双马来酰亚胺树脂,并且它还将含有用于特定树脂的固化剂。
5.然而,在没有任何表面处理的情况下,由以上任一技术产生的复合材料通常会固化以产生差的表面光洁度,其本身可能表现为粗糙、波状或有针孔的表面或表现为在相邻预浸料层片已经重叠以确保连续层的模制结构的表面上的狭窄凹槽。这种形成不平整表面的趋势似乎与下层增强物的粗糙度密切相关,增强物越粗糙,问题就越明显。当粗糙增强物用于结构刚度并且又希望光滑的表面光洁度(诸如,例如,在汽车车身面板的生产中,其中需要a类光洁度,或在风力涡轮机的叶片的生产中)时,这可能是特别的问题。
6.gb 2445929公开了一种纤维增强复合材料模制品,其包含层压到结构部分的表面部分,所述表面部分由包含多个表面层片段的表面层形成,所述多个表面层片段模制在一起以形成连续表面层,所述表面层包含支撑在片材材料载体上的第一固化树脂材料,并且所述结构部分由至少一个纤维增强材料层和固化的第二树脂材料形成,至少一个纤维增强材料层由多个片段形成,每个片段覆盖相应的表面层片段,并且每个表面层片段与纤维增强材料的相邻片段重叠。
7.我们发现这种模制品仍然具有较劣的表面质量,因为下面的载体材料和纤维增强材料的透印很明显。此外,铺叠需要重叠,这进而导致呈可见接合线形式的表面缺陷。
8.wo 2008/007094在图2中公开了一种表面材料,所述表面材料包含表面层和绒布层,所述表面层包含树脂层和面纱。使树脂层与模具表面接触并且在其上粘贴面纱。绒布含有树脂条,所述树脂条促进绒布层粘附到面纱,使绒布层仅部分地浸渍有树脂。这种材料具有表面层的树脂含量低的问题,这需要任何后续的预浸料层具有增加的树脂含量。这意味着树脂含量显著高于惯常情况(典型地按重量计超过60%)的预浸料材料可以仅与这种表面材料组合使用,这是复杂、低效且成本高昂的。此外,具有树脂条的绒布层的制造是复杂的并且因此低效且成本高昂,因为常规地,增强层是在其整个表面上浸渍的。
9.wo 2017/021147在图2中公开了一种表面材料,所述表面材料包含表面层,所述表面层包含夹在面纱与绒布层之间的树脂层。面纱层与模具表面接触,并且面纱和绒布层粘贴至树脂层,使得面纱和绒布层基本上未被浸渍。这促进在模具表面附近的铺叠物中的任何截留空气的释放。这种材料仍具有表面层的树脂含量低的问题,这需要任何后续的预浸料层具有增加的树脂含量,这是复杂、低效且成本高昂的。
10.本发明旨在消除或至少减轻上述问题和/或总体上提供改善。
11.说明书
12.根据本发明,提供了如所附权利要求中任一项所述的模制材料、优选表面材料;所述模制材料的用途以及制造层压材料结构的方法。
13.本发明提供了一种模制材料,所述模制材料包含:
14.a)主要非织造纤维层;
15.b)次要非织造纤维层;和
16.c)树脂层;
17.其中所述树脂层将所述次要非织造纤维层与所述主要非织造纤维层的第一表面结合,并且所述树脂层暴露在所述主要非织造层的第二表面上。
18.令人惊讶地,我们现在发现,使在本发明模制材料的表面上暴露的树脂层与非织造纤维层组合提供了优异的表面质量,而没有针孔。我们还发现,通过本发明模制材料的构造,避免了由于碳纤维增强层的透印而出现的外观缺陷。
19.当在预浸料或灌注体系中使用预浸渍增强材料和/或未浸渍增强材料制备层压材料产品时,本发明的材料在用作模具或工具接触层时还提供了优异的表面光洁度。
20.此外,我们发现预浸料增强层可以与这种材料一起使用,所述材料具有按预浸料的重量计30%至45%之间的树脂含量,而对表面的外观质量没有任何不利影响。这允许将标准预浸料材料与这种模制材料组合使用,可以避免其中增加的树脂含量。
21.在本发明的一个特定方面,本发明的模制材料可以提供为表面整理层,即没有任何增强层,因此在这方面,模制材料可以基本上由主要非织造纤维层、次要非织造纤维层和树脂层组成。在替代的方面,模制材料可以提供为增强的表面整理层,并且在这方面,模制材料可以包含增强层,其中次要非织造层位于主要非织造纤维层与增强层之间。
具体实施方式
22.本发明的具体实施方案现在将更详细地通过举例的方式描述如下。
23.在本发明的模制材料中,树脂层将次要非织造纤维层与主要非织造纤维层的第一表面结合,并且树脂层暴露在主要非织造层的第二表面上,并且因此,主要非织造纤维层通
t2761-00。
37.可以使用由英国白金汉郡米尔顿凯恩斯的keyence(uk)limited制造的keyence vhx-6000系列数码显微镜进行开放性测量。可以通过将非织造材料安装到蓝色塑料卡上而将其呈现给显微镜,以便在计算机监视器上查看时有助于突出显示开放区域。显微镜设置为175倍放大率,并且光输出设置为最大值,并且调节增益刻度盘设置,使得可以清楚地识别开放区域。保存的计算机图像呈现出2951002μm2的总面积。
38.然后使用keyence软件测量平均“开放面积”(即,纤维之间的空白空间)和开放性%。还通过调节直方图上的滑块来操纵图像,以便创建双色图像,其中一种颜色表示纤维并且另一种表示开放空间。然后使用软件测量所有单独开放空间的面积。此数据可以保存到电子表格中并且用于计算开放空间占据的总面积(以便计算开放性%)以及开放区域的平均尺寸。
39.次要非织造纤维层可以包含含有连续纤维或不连续纤维的非织造纤维材料。次要非织造纤维材料可以包含玻璃、碳、聚酯、聚酰胺、芳纶(芳族聚酰胺)或其组合的非织造纤维,其任选地使用有机粘合剂结合在一起以赋予材料结构完整性。优选地,次要非织造纤维层包含玻璃纤维材料、或聚酯材料或聚烯烃聚合物材料和/或前述材料的组合。
40.优选地,次要非织造纤维载体包含呈面纱形式的非织造玻璃纤维材料。如果存在的话,有机粘合剂可以典型地以基于第二非织造纤维载体的总重量按重量计1%至10%的量存在。通常,次要非织造纤维材料的面积重量或表面密度将略高于主要非织造纤维层。在一个优选的实施方案中,次要非织造纤维具有在从20至100g/m2的范围内、更优选在从30至80g/m2的范围内、更优选在从30至60g/m2的范围内的面积重量。合适的非织造玻璃面纱、垫或绒布可从美国科罗拉多州丹佛的johns manville以商品名商购,包括但不限于st-3022、s 4030和s 5030,以及可从中国山东省泰安市经济开发区的taishan fiberglass inc.以商品名商购,包括但不限于s-sm30、s-sm50、s-hm30和s-hm50。
41.第二非织造纤维材料的存在有助于防止在固化后结构增强层中的纤维增强材料“透印”而出现在模制材料的表面上,并且还确保在固化过程中足够的第二树脂组合物保留在表面增强层内,从而避免由于树脂缺乏而形成狭窄凹槽或其他表面不规则性。与第一非织造纤维材料一样,第二非织造纤维材料还可以用于防止空气滞留或帮助消散滞留的空气。
42.在本发明的一个特定方面,模制材料不包含任何增强材料,并且因此,模制材料基本上由主要非织造纤维层、次要非织造纤维层和树脂层组成。
43.在根据第一方面的本发明实施方案中,其中没有增强物,模制材料的总树脂含量可以包含在与主要非织造层相关的树脂中。此实施方案的模制材料的优选总树脂含量将取决于模制材料的预期用途,但优选地,模制材料的树脂含量在基于所述模制材料的重量从40至75重量%、更优选基于所述模制材料的重量从50至60重量%的范围内。
44.在本发明的第二方面,本发明的模制材料包含增强层,所述次要非织造纤维层位于所述主要非织造纤维层与所述增强层之间。增强层的存在有助于改善模制材料的结构完整性,这便于储存、运输和处理。
45.优选地,所述次要非织造纤维层缝合至所述增强层的表面。所述层可以用tex值在
从5至90dtex、优选从40至85dtex并且更优选从70至85dtex的范围内的聚酯纱线缝合。
46.结构增强层可以呈许多形式。通常,根据本发明第二方面的模制材料将含有几个结构增强层,尽管对于一些应用而言单层可能就足够。
47.纤维增强材料可以呈片材或连续垫或连续长丝的形式。在其他实施方案中,纤维增强材料包含短长度纤维,例如短切原丝毡。纤维增强材料可以呈多根纤维丝束的形式,每个纤维丝束含有多根纤维长丝以形成每个丝束。丝束可以被缝合或编织以形成织物。纤维可以由以下组成:天然材料,诸如棉、亚麻、大麻、羊毛或蚕丝;或半合成材料,诸如人造丝、粘胶、莫代尔等;或合成材料,诸如碳、聚酯、矿物、尼龙、亚克力、玻璃、芳纶(芳族聚酰胺)等。在优选实施方案中,纤维增强物包含碳纤维或玻璃纤维。
48.在一些实施方案中,纤维增强材料呈织造织物的形式。在其他实施方案中,纤维增强材料包含单向(ud)织物,其中存在于织物中的大部分纤维、粗纱或丝束仅在一个方向上延伸,尽管少数纤维、粗纱或丝束可能在与大多数不同的方向上延伸,例如作为十字缝合,以便维持后者的单向对齐。单向织物中的纤维、粗纱或丝束可以通过多种不同的方法保持对齐,所述方法包括编织、缝合和结合。因此,此类单向织物可以是织造的或非织造的。在进一步的实施方案中,纤维增强材料包含单向织物与双轴向或多轴向织物或垫的组合,其中任一组分可以是织造的或非织造的。
49.用于复合材料的合适织造和非织造织物可从专业制造商商购,包括但不限于英国萨里郡伊舍(esher)的chomarat textiles industries、英国莱斯特郡纳伯勒(narborough)的hexcel reinforcements uk limited、和中国浙江省嘉兴市桐乡经济开发区314500的zhenshi group hengshi fibreglass fabrics co.,ltd.。在一个实施方案中,织造或非织造织物是碳纤维或玻璃纤维织物,诸如bb200、bb600或bb1200,其中例如,名称bb1200是指具有1200g/m2的面积重量为的双轴玻璃织物。
50.也可以设想杂混或混合纤维体系。破裂的(即,拉伸断裂的)或选择性不连续的纤维的使用可能有利于促进根据本发明的模制材料的铺叠并且改善其成型能力。
51.纤维增强材料的面积重量通常为从40至4,000g/m2。在优选实施方案中,纤维的面积重量优选在100至2,500g/m2、更优选150至2,000g/m2的范围内。
52.所述结构增强层或其中存在多于一个层的结构增强层中的纤维增强材料将典型地是重质非卷曲织物,诸如玻璃织物。对于玻璃增强物,68至2400tex(克/千米纱线)的纤维是特别适用的。
53.在本发明第二方面的特定实施方案中,增强层可以包含至少两个层,每个层含有单向纤维。每个层的单向纤维可以在不同的方向。
54.在一个实施方案中,任选地使用相同的缝合纱线将单向纤维层和次要非织造纤维层缝合在一起。
55.增强层优选包含纤维增强材料和配制的增强树脂基质,并且在优选的实施方案中,所述配制的增强树脂基质具有与树脂层的树脂相同的组成。
56.在根据第二方面的本发明实施方案中,其中存在增强层,模制材料的总树脂含量可以包含在与主要非织造层相关的树脂中,或所述树脂可以分布在整个材料中,作为在整个材料中的多个离散层或作为单一基质。此实施方案的模制材料的优选总树脂含量将取决于模制材料的预期用途以及还有增强材料的重量,但优选地,模制材料的树脂含量在基于
模制材料的重量从5至60重量%的范围内。例如,在旨在用于灌注体系的模制材料中,总树脂含量优选为基于模制材料的重量从5至50重量%、更优选从5至20重量%,类似地,对于旨在与至少部分预浸渍材料组合使用而不灌注的模制材料,总树脂含量优选为基于模制材料的重量从20至60重量%、更优选从25至50重量%。
57.本发明进一步提供了本发明模制材料与一个或多个预浸渍纤维增强(预浸料)层组合以形成层压材料结构的用途,所述预浸料层具有在基于预浸料材料的重量从30%至45%的范围内的树脂含量。
58.本发明进一步提供了本发明模制材料与一个或多个无树脂(干)纤维增强层组合以在树脂灌注过程中形成层压材料结构的用途。
59.本发明还提供了一种制造层压材料结构的方法,所述方法包括将根据本发明的模制材料铺设在模具或工具的表面上,其中暴露在主要非织造纤维层的第二表面上的树脂层与工具或模具表面接触;
60.将一个或多个无树脂(干)纤维增强层施用到所述模制材料的相对表面以形成堆叠;
61.用灌注树脂灌注所述堆叠,以及
62.将经灌注的堆叠固化。
63.在制造本发明层压材料结构的方法中,所述方法中使用的模制材料可以是根据本发明第一方面的模制材料,即不包含增强层的模制材料。可替代地,模制材料可以是本发明第二方面的模制材料,即包含增强层的模制材料,并且特别是包含增强层并且其中模制材料的树脂含量在基于模制材料的重量从5至50重量%的范围内、优选在从5至20重量%的范围内的成型材料。
64.在根据本发明的制造层压材料结构的方法中,在用树脂灌注之前,堆叠中可以包含至少一个预浸渍纤维增强(预浸料)层。
65.在根据本发明的制造层压材料结构的方法中,可以使用任何常规灌注过程和灌注树脂,取决于层压材料结构的预期用途。
附图说明
66.现在将仅通过举例方式并且参考附图来描述本发明。
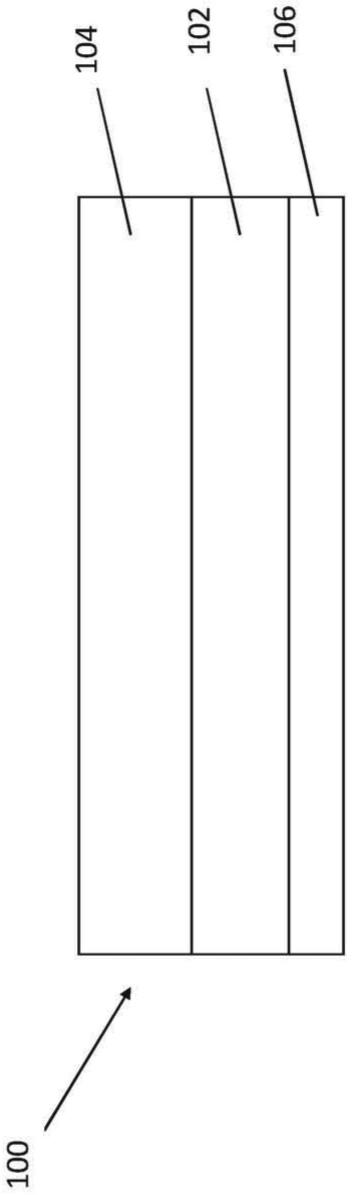
67.图1呈现了根据本发明的一个实施方案的模制材料的图解视图,以及
68.图2呈现了根据本发明的另一个实施方案的另一种模制材料的图解视图。
69.在图1中,示出了模制材料100,其包含主要非织造纤维层102和次要非织造纤维层104。
70.主要非织造纤维层102含有树脂层106,所述树脂层暴露在其表面上但延伸遍及整个主要非织造纤维层102并且至少接触并且任选地部分或完全延伸到次要非织造纤维层104中。
71.主要非织造纤维层和次要非织造纤维层102、104通过树脂层106的粘贴而结合。
72.在一个特定实施方案中,主要非织造层102是含有聚酰胺和聚酯材料的共混物的非织造热塑性面纱,其具有15g/m2的重量;树脂层106具有65g/m2的重量,并且次要非织造纤维层104是具有50g/m2的重量的玻璃纤维材料绒布。
73.在典型的用途中,模制材料100定位成与模具表面接触,并且树脂层106的上表面与模具接触。另外的至少部分树脂预浸渍的增强层可以位于模制材料100的顶部,即与次要非织造层104接触以构建复合材料铺叠物,随后将其然后固化以产生复合材料零件。在替代的用途中,模制材料100定位成与工具表面接触,其中树脂层106的上表面与工具接触。另外的未浸渍(即,干)增强层可以位于模制材料100的顶部,即与次要非织造层104接触以构建复合材料铺叠物,随后向其灌注树脂并且固化以产生复合材料零件。
74.在图2中,示出了模制材料200,其包含主要非织造纤维层202和次要非织造纤维层204。主要非织造纤维202层含有树脂层206,所述树脂层暴露在其表面上并且延伸遍及整个主要非织造纤维层202并且至少接触并且任选地部分或完全延伸到次要非织造纤维层204中。纤维增强层208位于次要非织造层204的相对表面上。主要非织造纤维层和次要非织造纤维层202、204通过树脂层206的粘贴而结合,并且次要非织造纤维层204和增强层208通过缝合而结合。这允许增强层208保持未被树脂浸渍(干)。
75.在一个特定实施方案中,树脂组合物含有与基于脲的固化剂组合的双官能环氧树脂;主要非织造纤维层202是具有15g/m2的重量的非制造聚酯面纱;树脂层206具有140g/m2的重量,并且次要非织造纤维层204是具有50g/m2的重量的玻璃纤维绒布。
76.在一个优选实施方案中,增强层208优选呈两个单向纤维层的形式,所述两个单向纤维层组合形成双轴向层,其优选具有 /-45度的取向。
77.在典型的用途中,模制材料200定位成与模具表面接触,并且树脂层206的上表面与模具接触。另外的增强层位于模制材料200的顶部以构建复合材料铺叠物,随后将其然后固化以产生复合材料零件。在替代的用途中,模制材料200定位成与工具表面接触,其中树脂层206的上表面与工具接触。另外的未浸渍(即,干)增强层可以位于模制材料200的顶部,即与次要非织造层204接触以构建复合材料铺叠物,随后向其灌注树脂并且固化以产生复合材料零件。
78.因此,提供了一种模制材料,所述模制材料可以与预浸渍纤维增强(预浸料)层组合使用,所述预浸料层具有在基于预浸料的重量按重量计从30%至45%的范围内的树脂含量,并且所述预浸料层还可以与未浸渍纤维增强层组合使用以在灌注体系中形成层压材料。
79.实施例
80.实施例1
81.由以下配制树脂组合物(组合物1):
82.72.9g kukdo kfr136sl,由韩国首尔kukdo chemical company limited制造的半固体双酚a二缩水甘油醚环氧树脂);
83.18.2g828(由美国俄亥俄州哥伦布市hexion inc.制造的液体双酚a二缩水甘油醚环氧树脂);
84.2.9gur500(由德国特罗斯特贝格的alzchem group ag制造的呈粉末形式的双官能潜伏urone促进剂)。
85.将组分在50℃至60℃的温度下彻底混合,直到混合物的稠度均匀。
86.构建具有以下架构的模制材料:
87.(1)一层s 5030(由美国科罗拉多州丹佛市的johns manville制造的具有
50g/m2的面积重量的玻璃纤维绒布);
88.(2)包含聚酯和聚酰胺纤维的共混物的轻质全合成非织造纤维面纱层,其具有15g/m2的面积重量(由英国坎布里亚郡肯德尔布朗斯米尔斯的technical fiber products limited制造);和
89.(3)65g/m2的树脂组合物1层。
90.将组装的层通过使其经过加热到80℃的s-wrap辊系统而固结以形成对应于图1中所示模制材料100的模制材料。
91.通过以下方式产生复合材料零件:将模制材料100放置到用watershield
tm
(由美国俄亥俄州埃文(avon)的freeman manufacturing and supply company制造的无硅酮水溶性脱模剂)处理的复合材料工具中,然后放置3层bb1000织物(由英国莱斯特郡纳伯勒的hexcel reinforcements uk limited制造的1000g/m2双轴向非卷曲玻璃织物)和1层bleeder lease b(来自卢森堡迪费当热的airtech europe sarl的62g/m2的硅酮处理尼龙织物),并且用hexion rim r135/rim h 137(来自美国俄亥俄州哥伦布市hexion inc.的液体环氧树脂和硬化剂组合)灌注,然后在1巴压力下在80℃下固化6小时。
92.冷却后,取出固化的模制零件用于检查和进一步测试。
93.实施例2
94.由与组合物1相同量的相同组分配制树脂组合物(组合物2),但添加6gr202(由德国哈瑙-沃尔夫冈(hanau-wolfgang)的evonik resource efficiency gmbh制造的疏水性气相二氧化硅流变改性剂。
95.将组分在50℃至60℃的温度下彻底混合,直到混合物的稠度均匀。
96.构建具有以下架构的模制材料:
97.(1)一层lbb1200织物(由英国莱斯特郡纳伯勒的hexcel reinforcements uk limited制造的1250g/m2三轴向非卷曲玻璃织物);
98.(2)一层s 5030(由美国科罗拉多州丹佛市的johns manville制造的具有50g/m2的面积重量的玻璃纤维绒布);
99.(3)包含聚酯和聚酰胺纤维的共混物的轻质全合成非织造纤维面纱层,其具有15g/m2的面积重量(由英国坎布里亚郡肯德尔布朗斯米尔斯的technical fiber products limited制造);和
100.(4)140g/m2的树脂组合物2层。
101.将组装的层通过使其经过加热到80℃的s-wrap辊系统而固结以形成对应于图2中所示模制材料200的模制材料。
102.通过以下方式产生复合材料零件:将模制材料1放置到用watershield
tm
(由美国俄亥俄州埃文(avon)的freeman manufacturing and supply company制造的无硅酮水溶性脱模剂)处理的复合材料工具中,然后放置3层bb1000织物(由英国莱斯特郡纳伯勒的hexcel reinforcements uk limited制造的1000g/m2双轴向非卷曲玻璃织物)和1层bleeder lease b(来自卢森堡迪费当热的airtech europe sarl的62g/m2的硅酮处理尼龙织物),并且用hexion rim r135/rim h 137(来自美国俄亥俄州哥伦布市hexion inc.的液体环氧树脂和硬化剂组合)灌注,然后在1巴压力下在80℃下固化6小时。
103.冷却后,取出固化的模制零件用于检查和进一步测试。
104.实施例3
105.使用树脂组合物2形成具有以下架构的模制材料:
106.(1)400g/m2的树脂组合物2层;
107.(2)一层lbb1200织物(由英国莱斯特郡纳伯勒的hexcel reinforcements uk limited制造的1250g/m2三轴向非卷曲玻璃织物);
108.(3)一层s 5030(由美国科罗拉多州丹佛市的johns manville制造的具有50g/m2的面积重量的玻璃纤维绒布);
109.(4)包含聚酯和聚酰胺纤维的共混物的轻质全合成非织造纤维面纱层,其具有15g/m2的面积重量,由英国坎布里亚郡肯德尔布朗斯米尔斯的technical fiber products limited制造);和
110.(5)400g/m2的树脂组合物2层。
111.将组装的层通过使其经过加热到80℃的s-wrap辊系统而固结以形成对应于图2中所示模制材料200的模制材料。
112.将模制材料200放置到用watershield
tm
(由美国俄亥俄州埃文的freeman manufacturing and supply company制造的无硅酮水溶性脱模剂)处理的复合材料工具中,其中树脂组合物层(5)与模具的面相邻。将两层79(由德国诺伊马克特(neumarkt)的hexcel gmbh制造的预浸料)放置在模具中的模制材料的顶部,即紧接着树脂层(1);并且将组装物在80℃和1巴压力下在真空下固化6小时。冷却后,取出固化的模制零件用于检查和进一步测试。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。