1.本公开整体涉及具有视觉可辨别的图案和改善的纹理感知的非织造纤维网。本公开还涉及包括具有视觉可辨别的图案和改善的纹理感知的非织造纤维网的吸收制品。
背景技术:
2.非织造纤维网被用于许多行业中,包括医疗、卫生和清洁行业。包括非织造纤维网的吸收制品在卫生行业中用来容纳并吸收婴幼儿、学步儿、儿童和成人的身体流出物(即,尿液、肠运动产物和经液)。吸收制品可包括但不限于尿布、裤、成人失禁产品、女性护理产品和吸收垫。这些吸收制品的各种部件包括一个或多个非织造纤维网。包括非织造纤维网的一些示例性部件为例如外覆盖件非织造材料、顶片、腰带、腿箍、腰箍、耳片、带和采集材料。期望高品质的非织造纤维网,该非织造纤维网对于它们的预期目的而言功能良好。制造商试图开发和提供高品质的非织造纤维网,因为消费者可以更多地为具有此类高品质非织造纤维网的吸收制品付费。有助于高品质非织造纤维网的一些因素是纹理、感知的吸收性、视觉外观和柔软性。然而,纹理难以在白色非织造纤维网上感知。可能期望提供白色或非彩色的非织造纤维网,但是难以将白色或非彩色的非织造物递送具有高品质的纹理、感知的吸收性和柔软性。因此,非织造纤维网应当被改善。
技术实现要素:
3.本公开部分地提供了具有视觉可辨别的三维特征结构图案的非织造纤维网,该非织造纤维网具有改善的纹理感知、改善的吸收性感知和柔软性。本公开还部分地提供了包括具有视觉可辨别的三维特征结构图案的非织造纤维网的吸收制品,该非织造纤维网具有改善的纹理感知和柔软性。据信,选择非织造纹理还可有助于感知的吸收性和/或柔软性。遗憾的是,高度纹理化的非织造纤维网也可将皮肤印记和皮肤发红负面影响为顶片非织造物。因此,产生有助于柔软性和吸收性感知的三维或三维状纹理,同时非常期望不导致皮肤印记。本发明人出乎意料地发现,当形成用于形成非织造纤维网的长丝的母料时,很低水平的着色剂、颜料和/或染料(当作为熔体添加剂而被包括时)提供了大大增强的视觉纹理对比度或改善的纹理感知。这种改善的纹理感知提供了本公开的改善的非织造纤维网。应注意,虽然本公开的非织造纤维网提供了改善的纹理感知,但是该非织造纤维网仍被视为“白色”、非彩色或没有任何添加的着色剂、颜料和/或染料。白色或非彩色或没有任何添加的着色剂、颜料和/或染料并不是指tio2添加剂。因此,本公开通过使用低水平的着色剂、颜料和/或染料而提供了出乎意料的纹理感知有益效果,同时保持着色剂、颜料和/或染料的水平低于人眼观察到的着色剂、颜料和/或染料的水平,如具有除白色以外的颜色。作为示例,当形成母料以形成非织造纤维网的长丝时,可添加低水平的蓝色着色剂以增加纹理感知,同时非织造纤维网对人眼仍然呈现为白色。
4.本公开的非织造纤维网的视觉可辨别的三维特征结构图案可包括一个或多个第一区域和多个第二区域。一个或多个第一区域可以是其中非织造纤维网为低基重、致密和/
或压缩的区域,并且多个第二区域可以是蓬松、高基重区域。多个第二区域可以增加非织造纤维网中的柔软性。改善的纹理感知和柔软性的这种组合产生了高度期望的优质非织造纤维网。
5.本公开部分地涉及一种用于吸收制品的非织造纤维网。该非织造纤维网诸如纺粘非织造纤维网包括第一表面、第二表面以及在该第一表面或该第二表面上的视觉可辨别的三维特征结构图案。该三维特征结构包括一个或多个第一区域和多个第二区域。该一个或多个第一区域具有平均强度特性的第一值。该多个第二区域具有平均强度特性的第二值。该第一值和该第二值不同并且均大于零。根据δ色度和单层色度测试,该非织造纤维网具有在约1.0至约3.5范围内的单层色度值。根据δ色度和单层色度测试,该非织造纤维网具有在约 0.1至约 3.5范围内的δ色度值。
附图说明
6.通过参考以下结合附图所作的对本公开的示例性形式的描述,本公开的上述和其他特征和优点以及获得它们的方式将变得更加显而易见,并且本公开自身将更好地被理解,其中:
7.图1为呈胶粘尿布形式的示例性吸收制品的平面图,面向衣服的表面面对观察者,处于平面展开状态;
8.图2为图1的示例性吸收制品的平面图,面向穿着者的表面面对观察者,处于平面展开状态;
9.图3为处于扣紧位置的图1和图2的吸收制品的正面透视图;
10.图4为呈裤形式的吸收制品的正面透视图;
11.图5为图4的吸收制品的背面透视图;
12.图6为图4的吸收制品的平面图,该吸收制品平坦放置,其中面向衣服的表面面对观察者;
13.图7为沿图6的线7—7截取的吸收制品的剖视图;
14.图8为沿图6的线8—8截取的吸收制品的剖视图;
15.图9为示例性吸收芯或吸收制品的平面图;
16.图10为沿线10—10截取的图9的吸收芯的剖视图;
17.图11为沿线11—11截取的图10的吸收芯的剖视图;
18.图12为作为卫生巾的本公开的示例性吸收制品的平面图;
19.图13a为示意图,示出了用呈并列布置结构的初级组分a和次级组分b制成的长丝的横截面;
20.图13b为示意图,示出了用呈偏心皮/芯布置结构的初级组分a和次级组分b制成的长丝的横截面;
21.图13c为示意图,示出了用呈同心皮/芯布置结构的初级组分a和次级组分b制成的长丝的横截面;
22.图14为三叶形双组分纤维的透视图照片;
23.图15为用于制备本公开的非织造纤维网的示例性设备的示意图;
24.图16为用于粘结本公开的非织造纤维网的一部分的图15的设备的一部分的细节;
25.图17为用于粘结本公开的非织造纤维网的一部分的设备的一部分的另外细节,其从图16中的细节图17截取;
26.图18为用于任选地附加粘结本公开的非织造纤维网的一部分的设备的一部分的细节;
27.图19为具有与本公开的非织造纤维网不同的设计的示例性非织造纤维网的照片;
28.图20为具有用于形成非织造纤维网的不同设计的成形带的一部分的照片;
29.图21为沿图20的线21—21截取的成形带的一部分的剖视图;
30.图22为用于至少部分地形成图20的成形带的掩膜的一部分的图像;
31.图23为色度相对于非织造材料层数量的图形;并且
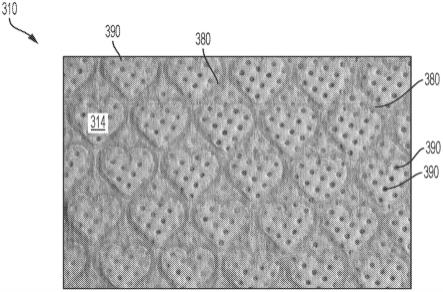
32.图24为非织造纤维网的视觉可辨别的三维特征结构图案的示例。
具体实施方式
33.现在将描述本公开的各种非限制性形式以便在总体上理解本文所公开的具有视觉可辨别的图案和改善的纹理感知的非织造纤维网的结构、功能、制造和用途的原理。这些非限制性形式的一个或多个示例图示于附图中。本领域的普通技术人员将会理解,本文所描述的以及附图所示出的具有视觉可辨别的图案和改善的纹理感知的非织造纤维网均是非限制性示例形式,并且本公开的各种非限制性形式的范围仅由权利要求书限定。结合一个非限制性形式所示或所述的特征结构可与其他非限制性形式的特征结构组合。此类修改和变型旨在被包括在本公开的范围内。
34.在讨论具有视觉可辨别的图案的非织造纤维网之前,将吸收制品及其部件和特征结构作为非织造纤维网的一种可能的用途进行讨论。应当理解,具有视觉可辨别的图案的非织造纤维网还在诸如例如医学领域、清洁和/或除尘领域、和/或擦拭物领域的其他产品中具有其他用途。
35.吸收制品的一般说明
36.根据本公开的以尿布形式示出的示例性吸收制品10在图1至图3中示出。图1为示例性吸收制品10的平面图,面向衣服的表面2面对观察者,处于平面展开状态(即,无弹性收缩)。图2为图1的示例性吸收制品10的平面图,面向穿着者的表面4面对观察者,处于平面展开状态。图3为处于扣紧构型的图1和图2的吸收制品10的正面透视图。图1至图3的吸收制品10仅出于例证的目的而示出,因为本公开可用于制造多种尿布,例如包括成人失禁产品、裤、或其他吸收制品诸如例如卫生巾和吸收垫。
37.吸收制品10可包括前腰区域12、裆区域14和后腰区域16。裆区14可在前腰区12与后腰区16中间延伸。前腰区12、裆区14、和后腰区16可各自为吸收制品10的长度的1/3。吸收制品10可包含前端边18、与前端边18相对的后端边20、以及由基础结构52限定的纵向延伸的横向相对的侧边22和24。
38.吸收制品10可包含液体可透过的顶片26、液体不可透过的底片28以及至少部分地定位在顶片26与底片28中间的吸收芯30。吸收制品10也可包含具有或不具有弹性部件33的一对或多对阻隔腿箍32、一对或多对腿弹性部件34、一个或多个弹性腰带36、和/或一个或多个采集材料38。一种或多种采集材料38可定位在顶片26与吸收芯30中间。外覆盖件非织造材料40(诸如非织造纤维网)可覆盖底片28的面向衣服的一侧。吸收制品10可包含位于后
腰区16中的后耳片42。后耳片42可包括紧固件46并且可从吸收制品10的后腰区16延伸并且(使用紧固件46)附接到吸收制品10的前腰区12的面向衣服的部分上的着陆区区域或着陆区材料44。吸收制品10也可在前腰区12中具有前耳片47。代替两个前耳片47,吸收制品10可具有也可用作着陆区的单件前带。吸收制品10可具有中心侧向(或横向)轴线48和中心纵向轴线50。中心侧向轴线48垂直于中心纵向轴线50延伸。
39.在其他情况下,吸收制品可为具有永久性或可重复扣紧的侧缝的裤的形式。合适的可重复扣紧的接缝公开于美国专利申请公布2014/0005020和美国专利9,421,137中。参见图4至图8,示出了呈裤形式的示例性吸收制品10。图4为吸收制品10的正面透视图。图5为吸收制品10的背面透视图。图6为吸收制品10的平面图,该吸收制品平坦放置,其中面向衣服的表面面对观察者。图4至图8的具有与上文关于图1至图3所述相同的参考标号的元件可为相同的元件(例如,吸收芯30)。图7为沿图6的线7—7截取的吸收制品的示例性剖视图。图8为沿图6的线8—8截取的吸收制品的示例性剖视图。图7和图8示出了前带54和后带56的示例性形式。吸收制品10可具有前腰区12、裆区14和后腰区16。区域12、14和16中的每个区域可为吸收制品10的长度的1/3。吸收制品10可具有基础结构52(有时称为中心基础结构或中心片),该基础结构包括顶片26、底片28以及至少部分地设置在顶片26与底片28中间的吸收芯30,以及任选的采集材料38,该采集材料类似于上文相对于图1至图3所述的采集材料。吸收制品10可包含位于前腰区12中的前带54和位于后腰区16中的后带56。基础结构52可接合到前带54和后带56的面向穿着者的表面4,或接合到带54、56的面向衣服的表面2。前带54的侧边23和25可分别接合到后带56的侧边27和29,以形成两个侧缝58。侧缝58可为本领域的技术人员已知的任何合适的接缝,诸如例如邻接接缝或重叠接缝。当侧缝58永久地形成或可重复扣紧地闭合时,裤形式的吸收制品10具有两个腿部开口60和腰部开口周边62。侧缝58可使用例如粘合剂或粘结部永久地接合,或者可使用例如钩环紧固件可重复扣紧地闭合。
40.带
41.参见图7和图8,前带54和后带56可包括前内带层66和后内带层67以及前外带层64和后外带层65,其具有至少部分地设置在内带层与外带层之间的弹性体材料(例如,股线68或膜(其可为开孔的))。弹性元件68或膜可为松弛的(包括被切割的)以减小在吸收芯30上的弹性应变,或者可供选择地在整个吸收芯30上连续分布。弹性元件68在带的任何部分中可在它们之间具有均匀的或可变的间距。弹性元件68也可预应变相同的量或不同的量。前带54和/或后带56可具有一个或多个弹性元件自由区70,其中基础结构52与前带54和后带56重叠。在其他情况下,弹性元件68中的至少一些可在基础结构52上连续延伸。
42.前内带层66和后内带层67以及前外带层64和后外带层65可使用粘合剂、热粘结部、压力粘结部或热塑性粘结部来接合。各种合适的带层构造可见于美国专利申请公布2013/0211363中。
43.前带端边55和后带端边57可纵向延伸到前基础结构端边19和后基础结构端边21之外(如图6所示),或者它们可为共末端的。前带侧边和后带侧边23、25、27和29可横向延伸超过基础结构侧边22和24。前带54和后带56可为从带侧边至带侧边(例如,从23至25以及从27至29的横向距离)连续的(即,具有至少一个连续的层)。另选地,前带54和后带56可为从带侧边至带侧边(例如,从23至25以及从27至29的横向距离)不连续的,使得它们为离散的。
44.如美国专利7,901,393所公开的,后带56的纵向长度(沿中心纵向轴线50)可大于前带54的纵向长度,并且当后带56具有比邻近或紧邻侧缝58的前带54更大的纵向长度时,这可尤其可用于增加臀部覆盖范围。
45.前外带层64和后外带层65可彼此分离,使得这些层是离散的,或者,这些层可为连续的,使得层从前带端边55连续地延伸至后带端边57。对于前内带层66和后内带层67也可以如此—即它们也可以是纵向离散的或连续的。再者,前外带层64和后外带层65可为纵向连续的,而前内带层66和后内带层67为纵向离散的,使得在它们之间形成间隙——前后内外带层64、65、66和67之间的间隙示于图7中,并且前内带层66和后内带层67之间的间隙示于图8中。
46.前带54和后带56可包括狭缝、孔洞和/或穿孔,该狭缝、孔洞和/或穿孔提供增加的透气性、柔软性和衣服样的纹理。内衣样的外观可通过在侧缝58处基本上对齐腰部边缘和腿部边缘而增强(参见图4和图5)。
47.前带54和后带56可包括图形(参见,例如图1的78)。图形可基本上围绕吸收制品10的整个圆周延伸并且可横跨侧缝58和/或横跨近侧前带接缝15和后带接缝17设置;或者,以美国专利9,498,389中所示的方式邻近缝58、15和17,以形成更近似内衣的制品。图形也可为不连续的。
48.另选地,可将离散的侧片连接到基础结构的侧边22和24上,而不是将带54和56附接到基础结构52以形成裤。
49.具有视觉可辨别的图案和改善的纹理感知的非织造纤维网可用作带的非织造部件或其部分。
50.顶片
51.顶片26为吸收制品10的与穿着者皮肤接触的一部分。如本领域普通技术人员所知,顶片26可接合到底片28、吸收芯30、阻隔腿箍32和/或任何其他层的部分。顶片26可为柔顺的,感觉松软的,并且对穿着者的皮肤无刺激。此外,顶片的至少一部分或全部可为液体可透过的,允许液体身体流出物容易渗过其厚度。合适的顶片可由许多各种不同的材料制成,诸如多孔泡沫、网状泡沫、开孔塑料膜、织造材料、非织造纤维网、天然纤维(例如,木纤维或棉纤维)、合成纤维或长丝(例如,聚酯纤维或聚丙烯纤维或pe/pp双组分纤维或它们的混合物)或天然纤维与合成纤维的组合的织造或非织造纤维网。顶片可具有一个或多个层。顶片可为开孔的(图2,元件31),可具有任何合适的三维特征结构,并且/或者可具有多个压花(例如,粘结图案)。顶片可通过过度粘结材料并且随后通过环轧制使过度粘结处破裂进行开孔,诸如公开于在1997年5月13日授予benson等人的美国专利号5,628,097中并公开于授予arora等人的美国专利申请公布号us 2016/0136014中。顶片的任何部分均可涂覆有护肤组合物、抗菌剂、表面活性剂和/或其他有益剂。顶片可为亲水性或疏水性的或可具有亲水性和/或疏水性部分或层。如果顶片为疏水性的,则通常将存在孔,以使得身体流出物可穿过顶片。
52.具有视觉可辨别的图案和改善的纹理感知的非织造纤维网可用作非织造顶片或其部分。
53.底片
54.底片28通常为吸收制品10邻近吸收芯30的面向衣服的表面定位的那部分。可通过
本领域技术人员已知的任何附接方法将底片28接合到吸收制品的顶片26、外覆盖件非织造材料40、吸收芯30和/或任何其他层的部分上。底片28防止或至少抑制吸收芯10所吸收和容纳的身体流出物弄脏物品,诸如床单、内衣和/或衣服。底片通常为液体不可透过的,或至少基本上为液体不可透过的。底片可例如为或包括薄型塑料膜,诸如热塑性膜,其具有约0.012mm至约0.051mm的厚度。其他合适的底片材料可包括透气材料,其允许蒸气从吸收制品逸出,同时仍然防止或至少抑制身体流出物透过底片。
55.外覆盖件非织造材料
56.外覆盖件非织造材料(有时称为底片非织造材料)40可包含接合到底片28并覆盖底片28的一种或多种非织造材料。外覆盖件非织造材料40形成吸收制品10的面向衣服的表面2的至少一部分并且有效地“覆盖”底片28,使得膜不存在于面向衣服的表面2上。具有视觉可辨别的图案和改善的纹理感知的非织造纤维网可用作外覆盖件非织造材料或其部分。
57.吸收芯
58.如本文所用,术语“吸收芯”30是指具有最大吸收容量并包含吸收材料的吸收制品10的部件。参见图9至图11,在一些情况下,吸收材料72可定位在芯袋或芯包裹物74内。根据具体的吸收制品,吸收材料可以是异形的或不是异形的。吸收芯30可包含芯包裹物、吸收材料72和包封在芯包裹物内的胶,基本上由这些元件组成,或由这些元件组成。吸收材料可包含超吸收聚合物、超吸收聚合物和透气毡的混合物、仅透气毡、和/或高内相乳液泡沫。在一些情况下,吸收材料可包含按吸收材料的重量计至少80%、至少85%、至少90%、至少95%、至少99%、或至多100%的超吸收聚合物。在此类情况下,吸收材料可不含透气毡,或至少大部分不含透气毡。吸收芯周边(其可以为芯包裹物的周边)可限定任何合适的形状,诸如例如矩形“t”、“y”、“沙漏”或“狗骨”形状。具有大致“狗骨”或“沙漏”形状的吸收芯周边可沿其宽度朝向吸收制品10的裆区14渐缩。
59.参见图9至图11,吸收芯30可具有带有很少或没有吸收材料72的区域,其中芯袋74的面向穿着者的表面可接合到芯袋74的面向衣服的表面。这些具有很少吸收材料或不具有吸收材料的区域可被称为“通道”76。这些通道可体现任何合适的形状,并且可提供任何合适数量的通道。在其他情况下,吸收芯可以压花以产生通道的印痕。图9至图11中的吸收芯仅为示例性吸收芯。具有或不具有通道的许多其他吸收芯也在本公开的范围内。
60.阻隔腿箍/腿弹性部件
61.参见图1和图2,例如,吸收制品10可包括一对或多对阻隔腿箍32和一对或多对腿弹性部件34。阻隔腿箍32可定位在腿弹性部件34的侧向内侧。每个阻隔腿箍32可由材料件形成,该材料件粘结到吸收制品10,从而其可从吸收制品10的面向穿着者的表面4向上延伸并提供在穿着者的躯干和腿部的接合处附近的改善的身体流出物的围堵。阻隔腿箍32由直接或间接地接合到顶片和/或底片的近侧边缘以及自由端边缘界定,其旨在接触穿着者的皮肤并与穿着者的皮肤形成密封。阻隔腿箍32可至少部分地在中心纵向轴线50的相对侧上的吸收制品10的前端边18和后端边20之间延伸,并且至少存在于裆区14中。阻隔腿箍32可在自由端边缘附近或在自由端边缘处各自包括一个或多个弹性部件33(例如,弹性股线或条)。这些弹性部件33使阻隔腿箍32有助于围绕穿着者的腿部和躯干形成密封。腿弹性部件34至少部分地在前端边18与后端边20之间延伸。腿弹性部件34基本上使吸收制品10的邻近基础结构侧边22、24的部分有助于围绕穿着者的腿部形成密封。腿弹性部件34可至少在裆
区14内延伸。
62.具有视觉可辨别的图案和改善的纹理感知的非织造纤维网可用作阻隔腿箍的非织造部件或其部分。
63.腰带
64.参见图1和图2,吸收制品10可包括一个或多个弹性腰带36或非弹性腰带。弹性腰带36可定位在面向衣服的表面2上或面向穿着者的表面4上。作为示例,第一弹性腰带36可存在于前带端边18附近的前腰区12中,并且第二弹性腰带36可存在于后端边20附近的后腰区16中。弹性腰带36可有助于围绕穿着者的腰部密封吸收制品10,并且至少抑制身体流出物通过腰部开口周边溢出吸收制品10。在一些情况下,弹性腰带可完全围绕吸收制品的腰部开口周围。
65.具有视觉可辨别的图案和改善的纹理感知的非织造纤维网可用作腰带的非织造部件或其部分。
66.采集材料
67.参见图1、图2、图7和图8,一种或多种采集材料38可至少部分地存在于顶片26与吸收芯30中间。采集材料38通常为提供对身体流出物的显著芯吸的亲水性材料。这些材料可使顶片26脱水并且将身体流出物快速移动到吸收芯30中。采集材料38可包括例如一种或多种非织造纤维网、泡沫、纤维素材料、交联的纤维素材料、气流成网纤维素非织造纤维网、水刺材料或它们的组合。在一些情况下,采集材料38的部分可延伸穿过顶片26的部分,顶片26的部分可延伸穿过采集材料38的部分,和/或顶片26可与采集材料38嵌套。通常,采集材料38可具有小于顶片26的宽度和长度的宽度和长度。采集材料可为女性衬垫背景下的第二顶片。采集材料可具有如上文参考吸收芯30(包括压花型式)所述的一个或多个通道。采集材料中的通道可与吸收芯30中的通道对齐或不对齐。在一个示例中,第一采集材料可包括非织造纤维网,并且作为第二采集材料可包括交联的纤维素材料。具有视觉可辨别的图案和改善的纹理感知的非织造纤维网可用作采集材料的非织造部件或其部分。
68.着陆区
69.参见图1和图2,吸收制品10可具有在外覆盖件非织造材料40的面向衣服的表面2的一部分中形成的着陆区区域44。如果吸收制品10从前至后扣紧,则着陆区区域44可位于后腰区16中;或者如果吸收制品10从后至前扣紧,则着陆区区域可位于前腰区12中。在一些情况下,着陆区44可为或可包含一个或多个离散的非织造材料,所述一个或多个离散的非织造材料附接到前腰区12或后腰区16中的外覆盖件非织造材料40的一部分,这取决于吸收制品是在前面还是后面紧固。实质上,着陆区44被构造成接收紧固件46并且可包括例如被构造成与紧固件46上的多个钩咬合的多个套环,或反之亦然。
70.具有视觉可辨别的图案和改善的纹理感知的非织造纤维网可用作着陆区的非织造部件或其部分。
71.润湿指示标记/图形
72.参见图1,本公开的吸收制品10可包括从面向衣服的表面2可见的图形78和/或润湿指示标记80。图形78可印刷在着陆区40、底片28和/或其他位置上。润湿指示标记80通常被施加到底片28的面向吸收芯侧,使得它们可被吸收芯30内的身体流出物接触。在一些情况下,润湿指示标记80可形成图形78的部分。例如,润湿指示标记可出现或消失,并且在一
些图形内产生/移除字符。在其他情况下,润湿指示标记80可与图形78协调(例如,相同的设计、相同的图案、相同的颜色)或不协调。
73.前耳片和后耳片
74.参见上文提及的图1和图2,吸收制品10可在胶粘尿布中具有前耳片47和/或后耳片42。在大多数胶粘尿布中,只需要一组耳片。单组耳片可包括被构造成接合着陆区或着陆区区域44的紧固件46。如果提供两组耳片,在大多数情况下,仅一组耳片可具有紧固件46,而另一组耳片不具有紧固件。耳片或其部分可为弹性的或可具有弹性片。在一个示例中,弹性膜或弹性股线可定位在第一非织造纤维网与第二非织造纤维网中间。弹性膜可为开孔的或可为不开孔的。耳片可为成型的。耳片可为一体的(例如,外覆盖件非织造材料40、底片28和/或顶片26的延伸部分),或者可为在面向穿着者的表面4上、在面向衣服的表面2上、或者在两个表面2、4中间附接到吸收制品的基础结构52上的离散部件。
75.具有视觉可辨别的图案和改善的纹理感知的非织造纤维网可用作前耳片和后耳片的非织造部件或其部分。
76.传感器
77.再次参见图1,本公开的吸收制品可包括用于监测吸收制品10内的变化的传感器系统82。传感器系统82可与吸收制品10分离或与吸收制品10成一体。吸收制品10可包括可感测与身体流出物(诸如尿液和/或bm)的侵袭相关联的吸收制品10的各种方面的传感器(例如,传感器系统82可感测温度变化、湿度、氨或脲的存在、流出物(尿液和粪便)的各种蒸气组分、穿过吸收制品的面向衣服的层的湿蒸气透过情况的变化、面向衣服的层的半透明度的变化、和/或透过面向衣服的层的颜色变化)。另外,传感器系统82还可感测尿液的组分诸如氨或脲,和/或由于这些组分与吸收制品10反应而产生的副产物。传感器系统82可感测当尿液与吸收制品10的其他组分(例如,粘接剂、agm)混合时所产生的副产物。被感测的组分或副产物可按可穿过面向衣服的层的蒸气形式存在。也可能期望在吸收制品中放置反应物,该反应物当与尿液或bm混合时改变状态(例如颜色、温度)或产生可测量的副产物。传感器系统82还可感测ph、压力、气味的变化,气体、血液、化学标记物或生物学标记物的存在,或它们的组合。传感器系统82可在吸收制品上或邻近吸收制品具有部件,该部件将信号传输到比吸收制品更远侧的接收器诸如例如iphone。接收器可输出结果以向护理人员传达吸收制品10的状况。在其他情况下,可能不提供接收器,相反,吸收制品10的状况可从吸收制品上的传感器视觉上或听觉上显而易见。
78.包装件
79.本公开的吸收制品可放置到包装件中。包装件可包含非织造纤维网、聚合物膜和/或其他材料。与吸收制品的特性相关的图形和/或标记可形成在、印刷在、定位在、和/或放置在包装件的外部部分上。每个包装件可包括多个吸收制品。吸收制品可在压缩下堆积以便减小包装件的尺寸,同时仍然为每个包装件提供足够数量的吸收制品。通过在压缩下封装吸收制品,看护者可容易地处理和储存包装件,同时由于包装件的尺寸的缘故,也为制造商提供了分配方面的节省。具有视觉可辨别的图案和改善的纹理感知的非织造纤维网可用作包装件的非织造部件或其部分。
80.卫生巾
81.参见图12,本公开的吸收制品可以是卫生巾110。卫生巾110可包括液体可透过的
顶片114、液体不可透过的或液体基本上不可透过的底片116以及吸收芯118。液体不可透过的底片116可以是或可以不是蒸气可透过的。吸收芯118可具有本文相对于吸收芯30所描述的任何或全部特征结构,并且在一些形式中,可具有第二顶片119(sts)代替上文所公开的采集材料。sts 119可包括如上所述的一个或多个通道(包括压花型式)。在一些形式中,sts 119中的通道可与吸收芯118中的通道对齐。卫生巾110也可包括相对于卫生巾110的纵向轴线180向外延伸的翼部120。卫生巾110也可包含侧向轴线190。翼部120可接合到顶片114、底片116和/或吸收芯118。卫生巾110还可包括前边缘122、与前边缘122纵向相对的后边缘124、第一侧边126以及与第一侧边126纵向相对的第二侧边128。纵向轴线180可从前边缘122的中点延伸到后边缘124的中点。侧向轴线190可从第一侧边128的中点延伸至第二侧边128的中点。卫生巾110还可具有如本领域中所公知的常常存在于卫生巾中的附加特征结构。
82.具有视觉可辨别的图案和改善的纹理感知的非织造纤维网可用作卫生巾的非织造部件或其部分。
83.具有视觉可辨别的图案的非织造纤维网
84.现在讨论具有视觉可辨别的图案的非织造纤维网。稍后将讨论具有视觉可辨别的图案和改善的纹理感知的非织造纤维网。视觉可辨别的图案可由三维特征结构形成。此类非织造纤维网可用作吸收制品的各种部件或部件的部分,诸如例如顶片、翼部、外覆盖件非织造材料、带、腰带、腿箍、腰箍、着陆区、采集材料和/或耳片。
85.本公开的任何非织造纤维网可以是通风粘结的,使得在热空气穿过非织造纤维网时,在单独纤维相交处出现粘结部。与更常规的压延粘结相比,通风粘结可有助于保持非织造纤维网中的柔软性。其他粘结方法可包括压延点粘结、超声波粘结、胶乳粘结、水刺法、树脂粘结和/或它们的组合。
86.本公开的非织造纤维网中的任一个非织造纤维网可包括吸收制品的部件的部分或全部。如上文所讨论的吸收制品可包括液体可透过的顶片、液体不可透过的底片以及至少部分地定位在所述顶片和所述底片中间的吸收芯。吸收制品可包括形成吸收制品的面向衣服的表面的至少一部分的外覆盖件非织造材料。外覆盖件非织造材料和/或顶片可包括本公开的非织造纤维网。吸收制品的其他部件或其部分也可包括本公开的非织造纤维网,诸如例如腿箍、腰箍、带、着陆区、腰带和/或耳片。
87.本发明提供了一种用于吸收制品的非织造纤维网。非织造纤维网可包括第一表面、第二表面以及在第一表面或第二表面上的视觉可辨别的三维特征结构图案。三维特征结构可包括一个或多个第一区域和多个第二区域。所述一个或多个第一区域在平均强度特性的值方面不同于所述多个第二区域,其中平均强度特性为基重、体积密度和/或厚度。
88.根据本文的基重测试,包括视觉可辨别的三维特征结构图案的非织造纤维网的基重可在约10gsm至约100gsm、约10gsm至约60gsm、约15gsm至约50gsm、约15gsm至约45gsm、约20gsm至约40gsm、约20gsm至约35gsm、约20gsm至约30gsm的范围内,具体地列举在指定范围内和在其中形成或由此形成的所有范围内的所有0.1gsm增量。
89.视觉可辨别的三维特征结构图案可通过压花、水刺或通过使用结构化成形带进行纤维沉积而在非织造纤维网中形成。使用压花或水刺,可对第一区域或第二区域进行压花或水刺以形成图案。本文讨论了结构化成形带。
90.材料
91.本公开的非织造纤维网可通过使用短纤维的干法成网工艺和机械成网诸如粗梳工艺来形成。可使用不规则图案热压花或液压成形/水刺工艺来粘结所得纤维网。非织造纤维网还可包含棉或其他天然纤维。非织造纤维网可包括一个或多个熔喷纤维层和/或一个或多个纺粘纤维层。一些非织造纤维网可包括单个熔喷纤维层和一个以上纺粘纤维层。一些示例性非织造纤维网为sms、smms、ssmms、smmss、smss或ssms纤维网。本公开的非织造纤维网也可以是共成形纤维网。共成形纤维网通常包含与至少一种另外的纤维有机材料诸如例如绒毛浆、棉和/或人造丝混合的熔喷纤维基质。共成形纤维网还可通过在共成形工艺期间将复合材料压花或铺设在结构化带上而被结构化。在一种情况下,如果在结构化成形带上制备非织造纤维网(如下所述),则使用连续纺粘长丝制备非织造纤维网。非织造纤维网可包括连续的单组分聚合物长丝,所述长丝包含初级聚合物组分。非织造纤维网可包括连续多组分聚合物长丝,所述长丝包含初级聚合物组分和次级聚合物组分。长丝可为连续双组分长丝,包括初级聚合物组分a和次级聚合物组分b。双组分长丝具有横截面、长度、和周向表面。组分a和组分b可横跨双组分长丝的横截面布置在基本上不同的区中,并且可沿双组分长丝的长度连续地延伸。次级组分b连续地沿双组分长丝的长度构成双组分长丝的周向表面的至少一部分。聚合物组分a和聚合物组分b可在常规熔体纺丝设备上被熔体纺丝成多组分纤维。可基于所期望的多组分构型来选择设备。可商购获得的熔体纺丝设备购自位于melbourne,florida的hills,inc.。纺丝温度在约180℃至约230℃的范围内。双组分纺粘长丝可具有例如约6微米至约40微米,或约12微米至约40微米的平均直径。
92.组分a和组分b可被布置成如图13a所示的并列布置结构或如图13b所示的偏心皮/芯布置结构,以获得表现出天然螺旋卷曲的长丝。另选地,组分a和组分b可被布置成如图13c所示的同心皮/芯布置结构。另外,组分a和组分b还可被布置成如图14所示的多叶形皮/芯布置结构。其他多组分纤维可通过使用本公开的组合物和方法来生产。双组分纤维和多组分纤维可为橘瓣型、带型、海岛型构型或它们的任何组合。皮可连续或不连续地围绕芯。本公开的纤维可具有不同的几何形状,包括圆形、椭圆形、星形、矩形和其他各种几何形状。用于将多组分聚合物长丝挤出成此类布置结构的方法是本领域中的普通技术人员公知的。
93.多种多样的聚合物适合于实行本公开,包括聚烯烃(诸如聚乙烯、聚丙烯和聚丁烯)、聚酯、聚酰胺、聚氨酯、弹性体材料等。可纺丝成长丝的聚合物材料的非限制性示例包括天然聚合物,诸如淀粉、淀粉衍生物、纤维素和纤维素衍生物、半纤维素,半纤维素衍生物、几丁质、脱乙酰壳多糖、聚异戊二烯(顺式和反式)、肽、多羟基链烷酸酯;和合成聚合物,包括但不限于热塑性聚合物诸如聚酯、尼龙、聚烯烃诸如聚丙烯、聚乙烯、聚乙烯醇和聚乙烯醇衍生物、聚丙烯酸钠(吸收凝胶材料);和聚烯烃的共聚物诸如聚乙烯-辛烯或包括丙烯和乙烯的单体共混物的聚合物;和可生物降解的或可堆肥处理的热塑性聚合物诸如聚乳酸长丝、聚乙烯醇长丝和聚已内酯长丝。在一个示例中,热塑性聚合物选自:聚丙烯,聚乙烯、聚酯、聚乳酸、多羟基链烷酸酯、聚乙烯醇、聚已内酯、苯乙烯-丁二烯-苯乙烯嵌段共聚物、苯乙烯-异戊二烯-苯乙烯嵌段共聚物、聚氨酯以及它们的混合物。在另一个示例中,热塑性聚合物选自:聚丙烯、聚乙烯、聚酯、聚乳酸、多羟基链烷酸酯、聚乙烯醇、聚已内酯以及它们的混合物。另选地,聚合物可包括衍生自生物基单体的聚合物,诸如例如生物聚乙烯、生物聚丙烯、生物pet或pla。
94.初级组分a和次级组分b可被选择成使得所得双组分长丝提供改善的非织造布粘结和柔软性。初级聚合物组分a可具有低于次级聚合物组分b的熔融温度的熔融温度。
95.初级聚合物组分a可包括聚乙烯、聚丙烯或丙烯和乙烯的无规共聚物。次级聚合物组分b可包括聚丙烯或丙烯和乙烯的无规共聚物。聚乙烯可包括线性低密度聚乙烯和高密度聚乙烯。此外,次级聚合物组分b还可包括聚合物、添加剂以用于增强长丝的天然螺旋卷曲,降低长丝的粘结温度,并且增强所得织物的耐磨蚀性、强度和柔软性。
96.可加入无机填料诸如例如镁、铝、硅、和钛的氧化物作为廉价的填料或加工助剂。还可添加颜料和/或颜色熔体添加剂。
97.本文所公开的非织造纤维网的纤维还可以足以赋予纤维所期望的触觉的量包含滑爽添加剂。如本文所用,“滑爽添加剂”或“滑爽剂”是指外部润滑剂。当与树脂熔融共混时,滑爽剂在冷却期间或在制造之后逐渐渗出或迁移至表面,因而形成均匀的、不可见地薄的涂层,从而产生永久性润滑效应。滑爽剂可以是快速浓郁的滑爽剂。
98.在制备期间或在后处理中或甚至在这两者中,本公开的非织造纤维网可用表面活性剂或其他试剂处理以亲水化纤维网或使其成为疏水的。例如,用作顶片的非织造纤维网可用亲水化材料或表面活性剂处理,以便使其对于身体流出物诸如尿液和经液是可透过的。对于其他吸收制品,非织造纤维网可保持在其天然疏水状态或者通过加入疏水化材料或表面活性剂使其成为更加疏水的。
99.用于制备本公开的非织造纤维网的多组分长丝的合适材料可包括得自exxon mobil公司的pp3155聚丙烯和得自exxon mobil公司的pp3854聚丙烯。
100.结构化成形带和用于制备非织造纤维网的方法
101.如上所述,本公开的非织造纤维网可通过压花、水刺或通过使用用于纤维或长丝沉积的结构化成形带来制备。现在将比上文更详细地描述结构化成形带和制造方法。非织造纤维网可在单个成形工艺中用连续纺粘长丝直接在结构化成形带上形成。非织造纤维网可呈现对应于结构化成形带的形状和纹理的形状和纹理。
102.本公开可利用熔体纺丝工艺。熔体纺丝可在例如约150℃至约280℃、或约190℃至约230℃进行。纤维纺丝速度可为例如大于100米/分钟、约1,000米/分钟至约10,000米/分钟、约2,000米/分钟至约7,000米/分钟、或约2,500米/分钟至约5,000米/分钟。纺丝速度可影响纺成纤维的脆性,并且一般来讲,纺丝速度越高,纤维脆性就越小。连续纤维可通过纺粘方法或熔喷工艺生产。
103.参见图15,示出了用于制造在本公开的结构化成形带上制成的一些示例性非织造纤维网的代表性生产线330。生产线330被布置成生产双组分连续长丝的非织造纤维网,但应当理解,本公开包括用单组分长丝或具有多于两个组分的多组分长丝制成的非织造纤维网。双组分长丝可为三叶形的或可为非三叶形的。
104.生产线330可包括分别由挤出机驱动器331和333驱动的一对挤出机332和334,用于单独地挤出初级聚合物组分a和次级聚合物组分b。聚合物组分a可从第一料斗336被进料至相应的挤出机332中,并且聚合物组分b可从第二料斗338被进料至相应的挤出机334中。聚合物组分a和聚合物组分b可从挤出机332和334通过相应的聚合物导管340和342被进料至过滤器344和345和熔体泵346和347,该熔体泵将聚合物泵送到纺丝组合件348中。用于挤出双组分长丝的喷丝头是本领域的普通技术人员公知的。
105.一般来讲,纺丝组合件348包括外壳,该外壳包括一个堆叠在另一个的顶部上的多个板,它们带有开口的图案,该开口被布置成产生流动路径以用于单独地引导聚合物组分a和聚合物组分b通过喷丝头。纺丝组合件348具有被布置成一个或多个行的开口。当聚合物被挤出通过喷丝头时,喷丝头开口形成向下延伸的长丝帘。出于本公开的目的,喷丝头可被布置成形成如图13a至图13c所示的并列、偏心皮/芯或皮/芯双组分长丝,以及如图14所示的非圆形纤维诸如三叶形纤维。此外,纤维还可为具有一种聚合物组分诸如例如聚丙烯的单组分。
106.生产线330可包括邻近从喷丝头延伸的长丝帘定位的淬火鼓风机350。来自淬火鼓风机350的空气可对从喷丝头延伸的长丝进行淬火。可从长丝帘的一侧或长丝帘的两侧引导淬火空气。
107.衰减器352可定位在喷丝头下方,并且接收经淬火的长丝。在对聚合物进行熔体纺丝的过程中用作衰减器的纤维抽吸单元或吸气器是本领域的技术人员公知的。用于本公开的形成非织造纤维网的方法中的合适的纤维抽吸单元包括美国专利3,802,817中所示类型的线性纤维衰减器以及美国专利3,692,618和美国专利3,423,266中所示类型的喷射枪(eductive guns)。
108.一般来讲,衰减器352可包括伸长的竖直通道,长丝通过该通道被吸气空气抽吸,该吸气空气从通道的侧部进入并且向下流动通过该通道。结构化的、环形的、至少部分多孔的成形带360可定位在衰减器352的下方,并且可从衰减器352的出口孔接收连续长丝。成形带360可围绕导向辊362行进。定位在结构化成形带360下方(长丝沉积处)的真空364抵靠成形表面抽吸长丝。虽然成形带360在图15中被示出为带,但应当理解,成形带也可呈其他形式,诸如转筒。下文说明了具体成型的成形带的细节。
109.在生产线330的操作中,料斗336和338填充有相应的聚合物组分a和聚合物组分b。聚合物组分a和聚合物组分b为熔融的,并且被相应的挤出机332和334挤出通过聚合物导管340和342和纺丝组合件348。虽然熔融聚合物的温度根据所使用的聚合物而变化,但当将聚乙烯分别用作初级组分a和次级组分b时,聚合物的温度可在例如约190℃至约240℃的范围内。
110.随着所挤出的长丝在喷丝头下方延伸,来自淬火鼓风机350的空气流至少部分地对长丝进行淬火,并且对于某些长丝来讲,诱导熔融长丝的结晶。淬火空气可沿基本上垂直于长丝长度的方向在约0℃至约35℃的温度下并以约100英尺/分钟至约400英尺/分钟的速度流动。长丝可在被收集到成形带360上之前被充分淬火,使得长丝可被穿过长丝和成形带360的受迫空气布置。对长丝进行淬火减小了长丝的粘性,使得长丝在被粘结之前不是太紧密地彼此粘附,因而在将长丝收集在成形带360上并形成非织造纤维网期间,长丝可被移动或被布置在成形带360上。
111.在淬火之后,长丝被纤维抽吸单元的气流抽吸到衰减器352的竖直通道中。衰减器可定位在喷丝头底部下方的30英寸至60英寸处。
112.长丝可通过衰减器352的出口孔被沉积到成型的行进的成形带360上。随着长丝接触成形带360的成形表面,真空364抵靠成形带360抽吸空气和长丝以形成连续长丝的非织造纤维网,该非织造纤维网呈现对应于结构化成形带360的结构化成形表面的形状的形状。如上所述,由于长丝被淬火,因此长丝不是太具粘性,并且随着长丝被收集在成形带330上
并被形成为非织造纤维网,真空可移动长丝或将长丝布置在成形带360上。
113.生产线330可包括一个或多个粘结装置,诸如圆筒形压实辊370和372,它们形成辊隙,非织造纤维网可通过该辊隙被压实(例如,压延),并且它们也可被加热以粘结纤维。压实辊370、372中的一者或两者可被加热以通过粘结非织造纤维网的一些部分而向非织造纤维网提供增强的特性和有益效果。例如,据信足以提供热粘结的加热将改善非织造纤维网的拉伸特性。压实辊可为带有独立加热控制器的一对平滑表面的不锈钢辊。压实辊可通过电气元件或热油循环被加热。压实辊之间的间隙可用液压方式来控制,以随着其在成形带上穿过压实辊对非织造纤维网施加期望的压力。作为示例,其中成形带厚度为1.4mm,并且纺粘非织造纤维网具有25gsm的基重,压实辊370和372之间的辊隙间隙可为约1.4mm。
114.上压实辊370可被充分加热以在非织造纤维网310的第一表面上固结或熔融纤维,从而向非织造纤维网赋予强度,使得其可从成形带360被移除而不损失完整性。如图16和图17所示,例如,随着辊370和372沿箭头所示的方向旋转,其上沉积有纺粘纤维网的成形带360进入由辊370和372所形成的辊隙。受热辊370可加热非织造纤维网310的以下部分,该部分被带360的凸起的树脂元件(即,在区域321中)抵靠其压制,从而在非织造纤维网310的至少第一表面上形成粘结的纤维380。如通过本文的说明书可理解,如此形成的粘结区域可呈现成形带360的凸起元件的图案。通过调节温度和保压时间,所述粘结可主要限于最靠近非织造纤维网310的第一表面的纤维,或可实现对第二表面的热粘结。粘结也可为不连续的网络,例如,下文讨述的点粘结部390。
115.成形带360的凸起元件可被选择为建立成形带和非织造纤维网310的粘结区域的各种网络特征。网络对应于构成成形带360的凸起元件的树脂,并且可包括基本上连续的、基本上半连续的、不连续的或它们的组合的选项。这些网络可描述成形带360的凸起元件,因为这涉及它们在成形带360或非织造纤维网310的三维特征结构的x-y平面中的外观或构成。
116.在压实之后,非织造纤维网310可离开成形带360,并且可通过由压延辊371、373所形成的辊隙被压延,其后非织造纤维网310可被卷绕到卷轴375上或直接传送到产品诸如吸收制品的制造操作中。如图18的示意性横截面所示,压延辊371、373可为不锈钢辊,它们具有雕刻图案辊384和平滑辊386。雕刻辊可具有凸起部分388,该凸起部分可向非织造纤维网310提供附加压实和粘结。凸起部分388可为相对小的间隔开的“钉”的规则图案,该钉在压延辊371和373的辊隙中形成相对小的点粘结部390的图案。非织造纤维网10中点粘结部的百分比可为例如约3%至约30%或约7%至约20%。雕刻图案可为多个紧密地间隔的、规则的、大致圆柱形的、顶部大致平坦的销形状,其中销高度在例如约0.5mm至约5mm或约1mm至约3mm的范围内。钉粘结压延辊可在非织造纤维网10中形成紧密地间隔的规则点粘结部390,如图19中的示例所示。进一步的粘结可通过例如热通气粘结来实现。图19示出了由可用于制备本公开的非织造纤维网的相同结构化成形带技术制成的心形图案。
117.如本文所用,“点粘结”是热粘结非织造纤维网的方法。该方法包括使纤维网穿过两个辊之间的辊隙,该辊包括受热的凸形的具有图案的或雕刻的金属辊以及光滑的或具有图案的金属辊。凸形的具有图案的辊可具有多个凸起、通常为圆柱形的销,其产生圆形点粘结部。平滑辊可根据应用进行加热或不进行加热。在非织造布生产线中,可以是非粘结纤维网的非织造纤维网被进料至压延辊隙中,并且纤维温度升高到纤维在雕刻点的尖端处并且
抵靠平滑辊彼此热熔合的点。加热时间通常为毫秒级。非织造纤维网特性取决于工艺设置,诸如辊温度、纤维网线速度和辊隙压力,所有这些都可由技术人员根据期望的点粘结程度确定。一般称为热压延粘结的其他类型的点粘结可使用用于粘结部的不同几何形状(除圆形形状之外),诸如椭圆形、线、圆形。在一个示例中,点粘结产生0.5mm直径圆形的点粘结部图案,其具有10%的总体粘结面积。其他粘结形状可具有凸起销,该凸起销在销的整个粘结表面上具有约0.1mm至2.0mm的最长尺寸,并且总粘结面积在例如约5%至约30%的范围内。
118.如图19所示,受热压实辊370可形成粘结图案,该粘结图案可为非织造纤维网310的第一表面上的基本上连续的网络粘结图案380(例如,互连的心形粘结部)(图19中未示出,因为其背离观察者),并且雕刻压延辊373可在非织造纤维网的第二表面314上形成相对小的点粘结部390。点粘结部390可固定松散的纤维,否则该松散的纤维将易于在非织造纤维网310的使用期间起毛或起球。当用作吸收制品诸如例如尿布中的顶片或外覆盖件非织造材料时,非织造纤维网310的所得结构的优点是最明显的。在使用中,在吸收制品中,非织造纤维网310的第一表面可为相对较平坦的(相对于第二表面14),并且由于受热压实辊的缘故而具有相对大量的粘结,从而在被成形带360的凸起元件压制的非织造纤维网的区域处形成粘结部380。该粘结赋予非织造纤维网310结构完整性,但对于使用者的皮肤来讲仍可能相对硬或粗糙。因此,非织造纤维网310的第一表面可在尿布或卫生巾中取向成面向制品内部,即,背离穿着者的身体或面向衣服。同样,第二表面314在使用中可面向穿着者,并且与身体接触。相对小的点粘结部390可能不太可能在视觉上或在触觉上被使用者感知到,并且相对柔软的三维特征结构可在视觉上保持不起毛和起球,同时在使用中对于身体来讲是感觉柔软的。替代上述粘结或除了上述粘结之外,还可使用进一步的粘结。也可使用通风粘结。
119.成形带360可根据2003年8月26日授予lindsay等人的美国专利6,610,173、或1996年5月7日授予trokhan等人的美国专利5,514,523、或2002年6月4日授予burazin等人的美国专利6,398,910、或2015年1月27日授予stage等人的美国公布8,940,376中所述的方法和工艺进行制备,每个专利具有本文所公开的用于制备纺粘非织造纤维网的改善特征结构和图案。lindsay、trokhan、burazin和stage的公开内容描述了以下结构化成形带,它们代表了用固化树脂在织造加强构件上制成的造纸带,该带具有改善之处,可用于形成如本文所述的本公开的非织造纤维网中。
120.结构化成形带360的一个示例示于图20中,并且其可根据美国专利5,514,523的公开内容进行制备。如本文所教导,加强构件394(诸如长丝396的织造带)被液体感光聚合物树脂充分涂覆至预选的厚度。结合了所期望的凸起元件图案重复元件(例如,图22)的膜或负掩膜并置在液体感光树脂上。然后将树脂暴露于穿过膜的具有适当波长的光,诸如uv光(对于uv可固化树脂来讲)。这种对光的暴露导致暴露区域(即,掩膜中的白色部分或非印刷部分)中树脂的固化。将未固化树脂(掩膜中不透明部分下方的树脂)从系统移除,留下形成图案的固化树脂,该图案由例如图20所示的固化树脂元件392所示。
121.成形带360可包括织造加强构件394上的固化树脂元件392。加强构件394可由织造长丝396制成,如造纸带领域中所公知的,包括树脂涂覆的造纸带。固化树脂元件可具有图20所示的一般结构,并且通过使用具有图22所示的尺寸的掩膜397制备。如图21中的示意性横截面所示,固化树脂元件392在周围流动并被固化以“锁定”到加强构件394,并且可具有
约0.020英寸至约0.060英寸、或约0.025英寸至约0.030英寸的远侧端部处的宽度dw,以及约0.030英寸至约0.120英寸或约0.50英寸至约0.80英寸或为约0.040英寸的加强构件394上方的总高度(称作超载荷ob)。图22表示掩膜397的一部分,示出了重复心形设计的一个重复单元的设计和代表性尺寸,在本文中仅作为示例示出。白色部分398对uv光是透明的,并且在制备带的工艺中,如美国专利5,514,523所述,允许uv光固化下面的树脂层,该树脂层被固化以在加强构件394上形成凸起元件392。在未固化的树脂被冲洗掉之后,通过缝接一定长度的成形带的端部来制成具有如图20所示固化树脂设计的成形带360,该成形带的长度可取决于设备的设计,如图15所示。
122.本文所公开的非织造纤维网可为流体可渗透的。整个非织造纤维网可被认为是流体可渗透的,或者一些区域可为流体可渗透的。如本文所用,关于非织造纤维网的所谓的“流体可渗透的”是指非织造纤维网具有至少一个区域,该区域在消费产品或吸收制品的使用条件下允许液体通过。例如,如果非织造纤维网用作一次性吸收制品上的顶片,则该非织造织纤维网可具有至少一个区,该区具有一定流体渗透性,从而允许尿液通过下面的吸收芯。如本文所用,关于区域的所谓的“流体可渗透的”是指该区域表现出允许液体通过的多孔结构。
123.由于结构化成形带和其他设备元件的性质,如本文所述,非织造纤维网的三维特征结构具有平均强度特性,该平均强度特性可以如下方式在第一区域和第二区域之间不同或者可从特征结构至特征结构而不同,该方式提供了非织造纤维网在用于个人护理制品、衣服、医疗产品和清洁产品时的有益特性。例如,第一区域可具有不同于第二区域的基重或密度的基重或密度,并且两者可具有不同于第三区域的基重或密度的基重或密度,从而提供了与尿布或卫生巾中的流体采集、分配和/或吸收相关的有益的美观特性和功能特性。
124.据信非织造纤维网的各种区域之间的平均强度特性差异是由于起因于本文所述的设备和方法的纤维分配和压实。纤维分配发生在纤维沉积工艺期间,而不是发生在例如后制备工艺诸如压花工艺期间。由于纤维在诸如熔体纺丝工艺的工艺期间能够自由移动,在具有由特征结构的性质和成形带的透气率以及其他加工参数所决定的运动的情况下,据信纤维将更稳定并且永久性地形成于非织造纤维网中。
125.在具有多个区的结构化成形带中,每个区中的透气率可为可变的,使得区中的平均基重和平均体积密度的强度特性可以变化。各个区中的可变透气率导致沉积期间的纤维运动。透气率可介于约400cfm至约1000cfm之间,或介于约400cfm至约800cfm之间,或介于约500cfm和约750cfm之间,或介于约650cfm至约700cfm之间,具体地列举在指定范围内和在其中形成或由此形成的所有范围内的所有1cfm增量。
126.结构化成形带可包括具有第一表面和第二表面的环状多孔构件、从多孔构件的第一表面延伸的可固化树脂以及环状多孔构件上的视觉可辨别的三维特征结构图案。三维特征结构可包括一个或多个第一区域和多个第二区域。所述一个或多个第一区域可包含树脂,并且所述多个第二区域可以不含树脂。
127.吸收制品组件的生物基成分
128.本说明书中所述的一次性吸收制品(即,尿布、一次性裤、成人失禁制品、卫生巾、卫生护垫等)的部件可至少部分地由生物来源的内容物构成,如以下专利申请所述:美国专利申请公布2007/0219521a1,hird等人,2007年9月20日公布;美国专利申请公布2011/
0139658a1,hird等人,2011年6月16日公布;美国专利申请公布2011/0139657a1,hird等人,2011年6月16日公布;美国专利申请公布2011/0152812a1,hird等人,2011年6月23日公布;美国专利申请公布2011/0139662a1,hird等人,2011年6月16日公布;以及美国专利申请公布2011/0139659a1,hird等人,2011年6月16日公布。这些部件包括但不限于顶片非织造物、底片膜、底片非织造物、侧片非织造物、阻隔腿箍非织造物、超吸收材料、非织造物采集层、芯包裹物非织造物、粘合剂、紧固钩,以及紧固件着陆区非织造物和膜基质。
129.在一些形式中,一次性吸收制品组件具有使用astm d6866-10方法b测得的约10%至约100%,在另一个实施方案中约25%至约75%,并且在又一个实施方案中使用astm d6866-10方法b测得的约50%至约60%的生物基含量值。
130.为了应用astm d6866-10的方法来测定任何一次性吸收制品组件的生物基含量,必须获得一次性吸收制品组件的代表性样品以用于测试。在一种形式中,可使用已知的碾磨方法(例如,研磨机)将一次性吸收制品组件碾磨成小于约20目的微粒,并且从随机混合的颗粒中获取合适质量的代表性样本。
131.非织造纤维网可包括多组分纤维或双组分纤维,其中组分中的至少一种或多种是生物基的。示例包括并列型、皮/芯型或海岛型构型,其中所述组分中的一种或多种或全部为生物基的。
132.emtec
133.除了提供改善的纹理感知之外,本公开的非织造纤维网还提供了改善的柔软性和纹理。本公开还解决了高柔软性与高可见纹理之间的矛盾。柔软性、纹理(即,光滑度)、和/或刚度可由emtec薄纸柔软性分析仪根据本文的emtec测试来测量。触觉柔软性测量为ts7。质地/光滑度测量为ts750。刚度测量为d。
134.本公开的非织造纤维网的一部分或全部可具有在以下范围内的ts7值:约1db v
2 rms至约4.5db v
2 rms、约2db v
2 rms至约4.5db v
2 rms、或约2db v
2 rms至约4.0db v
2 rms。本公开的非织造纤维网的部分或全部也可具有在以下范围内的ts750值:约4db v
2 rms至约30db v
2 rms、约6db v
2 rms至约30db v
2 rms、约6db v
2 rms至约20db v
2 rms、约6db v
2 rms至约15db v
2 rms、约6db v
2 rms至约12db v
2 rms、或约6.5db v
2 rms至约10db v
2 rms。本公开的顶片的面向穿着者的表面的部分或全部也可具有在以下范围内的d值:约1mm/n至约10mm/n、约3mm/n至约8mm/n、约2mm/n至约6mm/n、约2mm/n至约4mm/n、或约3mm/n至约4mm/n。所有值均根据本文的emtec测试来测量。ts7值为触觉柔软性,因此期望低的数值(数值越低,材料越柔软)。ts750值是纹理,因此期望高的数值(数值越高,材料具有的纹理越多)。具有低ts7值和高纹理值是矛盾的,因为通常非织造织物具有越多的纹理,其越不柔软。在不希望受理论束缚的情况下,发现仍具有非常柔软的高度纹理化非织造织物的出乎意料的结果。
135.具有改善的纹理和吸收性感知以及改善的柔软性的非织造纤维网
136.如本文所讨论的,本公开的用于吸收制品的非织造纤维网导致改善的纹理和吸收性感知以及改善的柔软性。用于吸收制品的非织造纤维网可包括第一表面、第二表面以及在第一表面和/或第二表面上的视觉可辨别的三维特征结构图案。该非织造纤维网可包括连续纤维。三维特征结构可包括一个或多个(one or more)、或多个(a plurality of)第一区域和多个第二区域。一个或多个第一区域可具有平均强度特性的第一值。多个第二区域
可具有平均强度特性的第二值。第一值和第二值可不同并且均大于零。平均强度特性可为基重、厚度、和/或体积密度。根据δ色度和单层色度测试,该非织造纤维网可具有在以下范围内的单层色度值:约1.0至约3.5、或约1.5至约3.5。根据δ色度和单层色度测试,该非织造纤维网可具有在以下范围内的δ色度值:约 0.1至约 3.5、约 0.5至约 3.5、约 1.0至约 3.5、或约 1.5至约 3.5。
137.该非织造纤维网可包括在通过使热空气穿过该非织造纤维网并且使用称为通气粘结的过程而形成的纤维相交处的粘结部。在其他情况下,该非织造纤维网可以是水刺的。在其他情况下,该非织造纤维网可包括被构造成将纤维接合在一起的压延粘结部。在其他情况下,该非织造纤维网可形成在结构化成形带上,如本文相对于图15至图22所述。
138.本公开的非织造纤维网可包括在第一表面或第二表面上的第二视觉可辨别的三维特征结构图案。第二视觉可辨别的三维特征结构图案可不同于该视觉可辨别的图案。三维特征结构可包括一个或多个、或多个第三区域和多个第四区域。一个或多个第三区域可在平均强度特性诸如例如基重、厚度和/或体积密度的值方面不同于多个第四区域。
139.本公开的非织造纤维网可包括多组分纤维,诸如双组分纤维(参见例如图13a至图13c)。多组分纤维的至少一种组分可以是生物基的,诸如例如pla、生物pe或生物pp。
140.根据基重测试,本公开的非织造纤维网可具有在以下范围内的基重:约10gsm至约100gsm、约15gsm至约50gsm、或约15gsm至约40gsm。该非织造纤维网可以是纺粘非织造纤维网。
141.根据emtec测试,本公开的非织造纤维网可具有在约1db v
2 rms至约4.5db v
2 rms范围内的ts7值,并且根据emtec测试,该非织造纤维网可具有在约6db v
2 rms至约30db v
2 rms范围内的ts750值。根据emtec测试,本公开的非织造纤维网可具有在约2mm/n至约6mm/n范围内的d值。ts7、ts750和d的范围表征了本公开的非织造纤维网的改善的柔软性。
142.本文所讨论的非织造纤维网可形成吸收制品的一个或多个非织造部件的至少部分或全部,诸如上文所讨论的非织造部件。
143.用于吸收制品的非织造纤维网可包括第一表面、第二表面、多个连续纺粘纤维以及在第一表面或第二表面上的视觉可辨别的三维特征结构图案。三维特征结构可包括一个或多个、或多个第一区域和多个第二区域。一个或多个第一区域可具有平均强度特性的第一值。多个第二区域可具有平均强度特性的第二值。第一值和第二值可不同。第一值和第二值大于零。平均强度特性可为基重、体积密度和/或厚度。根据δ色度和单层色度测试,该非织造纤维网可具有在以下范围内的单层色度值:约1.0至约3.5、或约1.5至约3.5。根据δ色度和单层色度测试,该非织造纤维网可具有在以下范围内的δ色度值:约 0.1至约 3.5、约 0.5至约 3.5、约 1.0至约 3.5、或约 1.5至约 3.5。
144.用于吸收制品的非织造纤维网可包括第一表面、第二表面以及在第一表面或第二表面上的第一视觉可辨别的三维特征结构图案。该非织造纤维网可包括连续纤维。三维特征结构可包括一个或多个、或多个第一区域和多个第二区域。一个或多个第一区域可在第一平均强度特性的值方面不同于多个第二区域。根据δ色度和单层色度测试,该非织造纤维网的在第一视觉可辨别的图案中的第一部分可具有在以下范围内的单层色度值:约1.0至约3.5、或约1.5至约3.5。根据δ色度和单层色度测试,该非织造纤维网的在第一视觉可辨别的图案中的第一部分可具有在以下范围内的δ色度值:约 0.1至约 3.5、约 0.5至约
3.5、或约 1.0至约 3.5。该非织造纤维网可包括在第一表面或第二表面上的第二视觉可辨别的三维特征结构图案。三维特征结构可包括一个或多个、或多个第三区域和多个第四区域。一个或多个第三区域可在第二平均强度特性的值方面不同于多个第四区域。第一平均强度特性和第二平均强度特性可为基重、厚度和/或体积密度。
145.用于吸收制品的纺粘或其他非织造纤维网可包括第一表面、第二表面以及在第一表面或第二表面上的视觉可辨别的三维特征结构图案。三维特征结构可包括一个或多个、或多个第一区域和多个第二区域。一个或多个第一区域可具有平均强度特性的第一值。多个第二区域可具有平均强度特性的第二值。第一值和第二值可不同。第一值和第二值大于零。根据δ色度和单层色度测试,纺粘或其他非织造纤维网可具有在以下范围内的单层色度值:约1.0至约3.5、或约1.5至约3.5。根据δ色度和单层色度测试,纺粘或其他非织造纤维网可具有在以下范围内的δ色度值:约 0.1至约 3.5、约 0.5至约 3.5、约 1.0至约 3.5、或约 1.5至约 3.5。根据emtec测试,该非织造纤维网的一部分或全部可具有在约1db v
2 rms至约4.5db v
2 rms范围内的ts7值。根据emtec测试,该非织造纤维网的部分或全部可具有在约6db v
2 rms至约30db v
2 rms范围内的ts750值。
146.本公开的非织造纤维网可具有多个三维特征结构和/或孔。具有三维特征结构和/或孔的示例性材料公开于2019年2月19日授予olaf erik isele等人的美国专利10,206,826。根据δ色度和单层色度测试,该非织造纤维网可具有在以下范围内的单层色度值:约1.0至约3.5、或约1.5至约3.5。根据δ色度和单层色度测试,该非织造纤维网可具有在以下范围内的δ色度值:约 0.1至约 3.5、约 0.5至约 3.5、约 1.0至约 3.5、或约 1.5至约 3.5。
147.本公开的非织造纤维网可具有低水平的着色剂、添加剂和/或染料,以帮助纹理感知、吸收性感知和柔软性感知。着色剂、添加剂和/或染料的低水平可以足够低,使得该非织造纤维网对人眼呈现为“白色”。例如,如果使用青色着色剂、添加剂和/或染料,则所得的非织造材料将对人眼仍然呈现为白色,但在观察时该非织造纤维网中的纹理将更增强。这导致对吸收性和柔软性的感知改善。
148.作为示例,可以将着色剂母料与载体树脂(诸如聚丙烯、聚乙烯和/或聚酯)一起使用,所述母料为包含通常范围为约15%至约65%的活性物质的颜料的固体添加剂。着色剂母料被设计成递送某些目标颜色,该目标颜色被描述为“降低比率”。例如,在该非织造纤维网中,当2%的母料与98%的对应非织造树脂(诸如例如聚丙烯、聚乙烯和/或聚酯)共混时,在2%降低比率下的母料将产生目标颜色。常规的降低比率可在约1.5%至约5%的范围内。然而,这种降低比率的水平使该非织造纤维网对人眼呈现为有色诸如青色。在本公开中,母料的添加水平显著较低,以增强纹理感知、吸收性感知和柔软性感知,而无人眼可见颜色(即,该非织造纤维网仍然呈现为白色)。
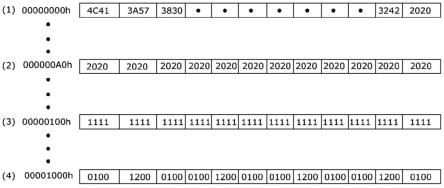
149.示例性着色剂可以购自位于660white plans rd.tarrytown,ny 10591的ampacet corporation。一个示例性着色剂是以产品名ampacet 4600664-n得自ampacet corporation的蓝色着色剂。
150.图23为色度(y轴)和非织造材料层数量(x轴)的图形。第一材料不具有着色剂、添加剂和/或染料。在图23的示例中,第二材料至第五材料中的着色剂、添加剂和/或染料是蓝色的。第二材料具有按非织造组合物(用于形成纤维的熔融组合物)的重量计0.25%的着色
剂、添加剂或染料。第三材料具有按非织造组合物的重量计0.37%的着色剂、添加剂和/或染料。第四材料具有按非织造组合物的重量计0.5%的着色剂、添加剂和/或染料。第五材料具有按非织造组合物的重量计0.75%的着色剂、添加剂和/或染料。下表1示出了绘制在图23的图形上的数据。在第四材料和第五材料中,所述非织造纤维网开始呈现“蓝色”,而第二材料和第三材料仍然呈现为“白色”。
151.作为示例,蓝色着色剂、添加剂或染料占非织造组合物的重量%可在以下范围内:约0.15%至约0.4%、约0.15%至约0.375%、约0.15%至约0.35%、约0.15%至约0.325%、约0.15%至约0.3%、约0.15%至约0.275%、约0.15%至约0.25%、约0.175%、约0.2%、约0.225%或约0.25%,例如,具体地列举在指定范围内和在其中形成或由此形成的所有范围内的所有0.001增量。其他范围也可以适合于除蓝色之外的不同颜色。
152.表1:
[0153][0154]
本公开的非织造纤维网可具有在以下范围内的单层色度值:约0.5至约4、约0.5至约3.5、约0.75至约3.5、约1.0至约3.5、约1.25至约3.5、约1.5至约3.5、约1.75至约3.5、约1.9至约3.9、约1.9、约2.2、约3.1、或约3.9,具体地列举在指定范围内和在其中形成或由此形成的所有范围内的所有0.1增量。
[0155]
本公开的非织造纤维网可具有在以下范围内的δ色度值:约 0.1至约 6、约 0.25至约 6、约 0.5至约 6、约 1至约 6、约 1至约 5、约 1至约 4.5、约 1至约 4.1、约 0.1至约 3.5、约 0.5至约 3.5、约 1至约 3.5、约 1.5至约 3.5、约 1.0至约 4、约 1.0至约 4.1、约 1.7至约 4.1、约 1.7、约 2.2、约 3.2、或约 4.1,具体地列举在指定范围内和在其中形成或由此形成的所有范围内的所有0.1增量。
[0156]
图24中示出了本公开的非织造纤维网的示例性视觉可辨别的三维特征结构图案。三维特征结构包括多个第一区域1000和多个第二区域1002。
[0157]
测试方法
[0158]
透气率测试方法
[0159]“透气率测试”用来确定通过成形带的空气流动水平,以立方英尺/分钟(cfm)计。透气率测试在textest instruments上执行,其型号为fx3360 portair透气率测试仪,购自textest ag,sonnenbergstrasse 72,ch 8603 schwerzenbach,switzerland。单元利用20.7mm的用于介于300cfm至1000cfm之间的透气率范围的孔板。如果透气率低于300cfm,则需要减小孔板;如果高于1000cfm,则需要增大孔板。透气率可在成形带的局部区中测量以确定横跨成形带的透气率差异。
[0160]
测试规程
[0161]
1.接通fx3360仪器的电源。
[0162]
2.选择具有以下设置的预定模式:
[0163]
a.材料:“标准”[0164]
b.测量属性:透气率(ap)
[0165]
c.测试压力:125pa(帕斯卡)
[0166]
d.t因数:1.00
[0167]
e.测试点节距:0.8英寸。
[0168]
3.在感兴趣的位置处将20.7mm孔板定位在成形带的顶侧面上(侧面带有三维突起部)。
[0169]
4.在测试单元的触摸屏上选择“单点测量”。
[0170]
5.如有必要,在测量之前重置传感器。
[0171]
6.一旦重置,就选择“开始”按钮以开始测量。
[0172]
7.一直等到测量值稳定,并且记录屏幕上的cfm读数。
[0173]
8.再次选择“开始”按钮以停止测量。
[0174]
基重测试
[0175]
本文所述的非织造纤维网的基重可通过若干可用技术来测定,但一种简单的代表性技术涉及获得吸收制品或其他消费产品、移除可能存在的任何弹性部件以及将吸收制品或其他消费产品拉伸至其全长。然后使用面积为45.6cm2的冲模从吸收制品或其他消费产品的大致中心在最大程度上避免可用于将非织造纤维网紧固到可能存在的任何其他层的可能的任何粘合剂的位置上切割一片非织造纤维网(例如,顶片、外覆盖件),并且将非织造纤维网从其他层中移除(如果需要,使用冷冻喷雾,诸如cyto-freeze,control company,houston,texas)。然后称取样品的重量并除以冲模的面积,得到非织造纤维网的基重。将结果报告为5个样品的平均值,精确至0.1克/平方米(gsm)。
[0176]
δ色度和单层色度测试
[0177]
δ色度和单层色度值是材料层中颜色的存在和强度的指示。通常,通过cie 1976l*a*b*颜色值的反射率测量值来计算色度。利用计算机界面(合适的仪器是hunterlab labscan xe运行通用软件,如购自hunter associates laboratory inc.,reston,va)使用分光光度计来测量色度。所有测试均在保持在约23
±
2℃和约50
±
2%相对湿度的调理室中进行。
[0178]
为了获得样品,将吸收制品以平面构造胶粘到刚性平坦表面,其中所述材料层用于面向上测试。可切割任何弹性部件以有利于使制品平放。使用剃刀刀片,从制品的下面层切除样品层材料。小心地移除样品层材料,使得保持其纵向伸出部和侧向伸出部以避免畸
变。如有必要,可使用冷冻喷涂剂(诸如cyto-freeze,control company(houston,tx))从下面层移除样本。制备从三个基本上类似的制品获得的三个重复材料层以用于分析。通过如下方式制备原材料层以用于测试:在相同的工艺条件下将其延伸至如其将用在吸收制品上那样的相同程度。在测试之前,将样品在约23℃
±
2℃的温度下和约50%
±
2%相对湿度下预处理2小时。
[0179]
利用制造商提供的黑色瓷片,然后是白色瓷片,使用2.00英寸端口尺寸(将1.75英寸面积视图指示为软件)来将仪器标准化。根据制造商的说明书使用其提供的标准瓷片来校准仪器。使用cie 1976l*a*b*颜色标度、d65照明体和10
°
标准观测仪来配置软件以测量颜色。
[0180]
将单层样品放置在测量端口上。在不拉伸的情况下轻轻拉紧样品,以确保其不会枕入端口,然后将其与标准白色瓷片搭配。确保待测量的样品的面积面向端口并完全覆盖端口。获取读数并记录单独的l*、a*和b*值,然后移除白色瓷片,并在第一层顶部上添加第二材料层,并且将其与白色瓷片搭配。获得并记录第二读数,然后以类似方式在第一两层的顶部上添加第三材料层,获得并记录第三读数。根据以下公式计算三个材料层读数中的每一个的色度值:
[0181][0182]
单个材料层的色度值记录为单层色度值,精确至0.1单位。然后通过从三个材料层获得的色度值减去从单个材料层获得的色度值来计算δ色度值。记录δ色度值,精确至0.1单位,从而指示其是否为正值或负值。对五个基本上类似的样品组重复此测试并记录单独结果。计算并报告平均单层色度值和平均δ色度值,精确至0.1单位。
[0183]
emtec测试
[0184]
对非织造纤维网的受关注部分执行emtec测试。在该测试中,使用emtec薄纸柔软性分析仪(“emtec tsa”)(emtec electronic gmbh,leipzig,germany)与运行emtec tsa软件(版本3.19或等同物)的计算机连接来测量ts7、ts750、和d值。emtec tsa包括具有垂直刀片的转子,该垂直刀片以限定且校准的旋转速度(由制造商设定)和100mn的接触力在测试样品上旋转。垂直刀片与测试样品之间的接触在刀片和测试件两者中产生振动,并且所得的声音通过仪器内的麦克风来记录。然后由emtec tsa软件分析所记录的声音文件以确定ts7值和ts750值。d值是样品硬度的量度,并且基于将刀片在测试样品上的接触力从100mn增加至600mn所需的垂直距离。样品制备、仪器操作和测试规程根据仪器制造商的说明书来执行。
[0185]
样品制备
[0186]
通过从吸收制品的非织造纤维网切割出受关注的正方形或圆形部分来制备测试样品。优选的是,不使用冷冻喷雾来从吸收制品移除待分析的非织造纤维网,虽然在远侧区域中使用冷冻喷雾来帮助引发层的分离是可接受的。将测试样品切割成不小于约90mm且不大于约120mm的长度和宽度(在圆形样品的情况下为直径),以确保样品可适当地夹持到tsa仪器中。(如果吸收制品不包含足够大面积的感兴趣的基底以提取上文规定尺寸的样品,则可接受的是从卷材对等效材料进行取样。)选择测试样品以避免测试区域内的不常见的较大折痕或皱褶。制备六个基本上类似的重复样品以用于测试。
[0187]
在进行tsa测试之前,在tappi标准温度和相对湿度条件(23℃
±
2℃和50%
±
2%)下平衡所有样品并持续至少2小时,该tsa测试也在tappi条件下进行。
[0188]
测试规程
[0189]
根据emtec的说明书,使用利用适当参考标准物(所谓的“ref.2样品”或等同物,得自emtec)的1点校准方法来校准仪器。
[0190]
将测试样品安装在仪器中,其中感兴趣的表面朝上,并且根据制造商的说明书进行测试。当自动仪器测试例程完成时,软件显示出ts7、ts750和d的值。各自记录ts7和ts750并精确至0.01db v
2 rms,并且记录d并精确至0.01mm/n。然后将测试样品从仪器中移除并丢弃。该测试规程在六个重复样品中的每个的对应的受关注表面(用于顶片样品的面向穿着者的表面和用于外覆盖件非织造材料样品的面向衣服的表面)上单独地执行。
[0191]
在六次样品平行测定中,将ts7、ts750和d的值各自平均(算术平均值)。各自记录ts7和ts750的平均值,并精确至0.01db v
2 rms。记录d的平均值并精确至0.01mm/n。
[0192]
微ct强度特性测量方法
[0193]
微ct强度特性测量方法测量基底样品的在视觉上可辨别的区域内的基重、厚度和体积密度值。它基于在微ct仪器上获得的3d x射线样品图像的分析(合适的仪器是购自scanco medical ag,switzerland的scancoμct 50,或等同物)。微ct仪器为带有屏蔽柜的锥形束显微照相仪。使用免维护的x射线管作为具有可调直径焦点的光源。x射线束穿过样品,其中x射线中的一些被样品衰减。衰减程度与x射线必须穿过的材料质量相关。透射的x射线继续射到数字探测器阵列上并产生样品的2d投影图像。通过在样品旋转时收集样品的若干个单独投影图像来生成样品的3d图像,然后将其重建为单一3d图像。该仪器与运行软件的计算机连接,以控制图像采集并保存原始数据。然后使用图像分析软件(合适的图像分析软件是购自the mathworks,inc.,natick,ma的matlab,或等同物)分析3d图像,以测量样品内的区域的基重、厚度和体积密度强度特性。
[0194]
样品制备:
[0195]
为了获得用于测量的样品,将单层干燥基底材料平展放置并冲切出具有30mm的直径的圆形件。
[0196]
如果基底材料为吸收制品的层,例如顶片、底片非织造布、采集层、分配层或其他组分层;则以平面构型用胶带将吸收制品固定到刚性平坦表面。小心地将单独的基底层与吸收制品分离。如果需要,可以使用外科手术刀和/或低温喷雾(诸如cyto-freeze,control company,houston tx)从附加的下面层移除基底层,以避免材料的任何纵向和横向延伸。一旦已经从制品移除基底层,就开始如上所述冲切样品。
[0197]
如果基底材料呈湿擦拭物的形式,则打开新的湿擦拭物包装件并从包装件中移除整个叠堆。从叠堆中间移除一块擦拭物,将其平展放置并允许其完全干燥,然后冲切样品以用于分析。
[0198]
可从包括待分析的在视觉上可辨别的区的任何位置切割样品。在一个区内,待分析的区域是与限定微区的三维特征结构相关联的区域。微区包括至少两个在视觉上可辨别的区域。由于纹理、高度或厚度的变化,因此区、三维特征结构或微区可为在视觉上可辨别的。可分析从相同基底材料获取的不同样品内的区域,并且彼此比较。当选择取样位置时,应注意避免折叠、褶皱或撕裂。
[0199]
图像采集:
[0200]
根据制造商的说明书设置并校准微ct仪器。将样品放置到具有25mm内径的两个低密度材料环之间的适当夹持器中。这将允许样品的中心部分在不具有与其上表面和下表面直接相邻的任何其他材料的情况下水平放置并进行扫描。应在该区域进行测量。3d图像视场在xy平面的每一侧为大约35mm,分辨率为大约5000乘5000像素,并且收集完全包括样品的z方向的足够数量的7微米厚切片。重建的3d图像分辨率包含7微米的各向同性体素。用45kvp和133μa的光源采集图像,无需附加的低能量滤波器。这些电流和电压设置可被优化以产生投影数据中的最大对比度,其中足够的x射线穿透样品,但是一旦优化,所有基本上类似的样品保持恒定。获得总共1500个投影图像,其具有1000ms的积分时间和3个平均值。将投影图像重建成3d图像,并以16位raw格式保存,以保留完整的检测器输出信号以用于分析。
[0201]
图像处理:
[0202]
将3d图像加载到图像分析软件中。将3d图像阈值限制为分离和移除由于空气引起的背景信号的值,但保持来自基板内的样品纤维的信号。
[0203]
从阈值3d图像生成三个2d强度特性图像。首先是基重图像。为了生成该图像,将xy平面切片中的每个体素的值与包括来自样品的信号的其他z方向切片中的所有其对应体素值相加。这将创建一个2d图像,其中每个像素现在具有等于整个样品的累积信号的值。
[0204]
为了将基重图像中的原始数据值转换为实数,生成基重校准曲线。获得与被分析的样品具有基本上类似的组成并且具有均匀的基重的基底。按照上述规程来获得校准曲线基底的至少十个重复样品。通过以下方式准确测量基重:将单层校准样品中的每一个的质量取近0.0001g并除以样品面积并转换为克/平方米(gsm),并计算平均值,精确至0.01gsm。按照上述规程,采集校准样品基底的单层的微ct图像。按照上述规程,处理微ct图像,并生成包括原始数据值的基重图像。该样品的实际基重值为在校准样品上测量的平均基重值。接着,将两层校准基底样品叠堆在彼此的顶部上,并采集两层校准基底的微ct图像。将两个层的基重原始数据图像一起生成,其实际基重值等于在校准样品上测量的平均基重值的两倍。重复叠堆单层校准基底的这一步骤,从而获取所有层的微ct图像,生成所有层的原始数据基重图像,其实际基重值等于层的数量乘以在校准样品上测量的平均基重值。获得总共至少四个不同的基重校准图像。校准样品的基重值必须包括高于和低于待分析的初始样品的基重值的值,以确保精确校准。通过对原始数据执行线性回归与四个校准样品的实际基重值来生成校准曲线。如果不重复整个校准过程,则该线性回归必须具有至少0.95的r2值。现在,该校准曲线用于将原始数据值转换为实际的基重。
[0205]
第二个强度特性2d图像是厚度图像。为了生成该图像,识别样品的上表面和下表面,并且计算这些表面之间的距离,从而得出样品厚度。通过以下方式识别样品的上表面:从z方向上最上面的切片开始,并评估通过样品的每个切片以定位xy平面中首先检测到样品信号的所有像素位置的z方向体素。按照相同的规程来识别样品的下表面,不同的是,所定位的z方向体素是xy平面中最后检测到样品信号的所有位置。一旦识别出上表面和下表面,就用15x15中值滤波器对它们进行平滑处理,以从杂散纤维移除信号。然后,通过计数xy平面中像素位置中的每一个的上表面和下表面之间存在的体素的数量来生成2d厚度图像。然后,通过将体素计数乘以7μm切片厚度分辨率,将该原始厚度值转换为实际距离(以微米
计)。
[0206]
第三个强度特性2d图像是体积密度图像。为了生成该图像,将基重图像中的每个xy平面像素值(以gsm为单位)除以厚度图像中的对应像素,以微米为单位。体积密度图像的单位为克/立方厘米(g/cc)。
[0207]
微ct基重、厚度和体积密度强度特性:
[0208]
通过识别区域来开始进行分析。待分析的区域是与限定微区的三维特征结构相关联的区域。微区包括至少两个在视觉上可辨别的区域。由于纹理、高度或厚度的变化,因此区、三维特征结构或微区可为在视觉上可辨别的。接下来,识别待分析的区域的边界。通过在与样品内的其他区域相比时视觉辨别强度特性的差异来识别区域的边界。例如,可基于在与样品中的另一个区域进行比较时在视觉上辨别厚度差异来识别区域边界。强度特性中的任一种都可用于辨别微ct强度特性图像中的任一个的物理样品本身的区域边界。一旦识别出区域的边界,就在区域的内部绘制椭圆形或圆形的“感兴趣区域”(roi)。roi应该具有至少0.1mm2的面积,并且被选择用于测量具有代表所识别区域的强度特性值的区域。从三个强度特性图像中的每一个计算roi内的平均基重、厚度和体积密度。将这些值记录为区域的基重,精确至0.01gsm,厚度精确至0.1微米,并且体积密度精确至0.0001g/cc。
[0209]
实施例/组合:
[0210]
a.一种用于吸收制品的非织造纤维网,所述非织造纤维网包括:
[0211]
第一表面;
[0212]
第二表面;
[0213]
多个连续纺粘纤维;以及
[0214]
在所述第一表面或所述第二表面上的视觉可辨别的三维特征结构图案,其中所述三维特征结构包括一个或多个第一区域和多个第二区域;
[0215]
其中所述一个或多个第一区域具有平均强度特性的第一值,其中所述多个第二区域具有所述平均强度特性的第二值,其中所述第一值和所述第二值不同,其中所述第一值和所述第二值大于零,并且其中所述平均强度特性为基重、体积密度或厚度;
[0216]
其中根据δ色度和单层色度测试,所述非织造纤维网具有在约1.0至约3.5范围内的单层色度值;并且
[0217]
其中根据δ色度和单层色度测试,所述非织造纤维网具有在约 0.1至约 3.5范围内的δ色度值。
[0218]
b.根据段落a所述的用于吸收制品的非织造纤维网,其中根据δ色度和单层色度测试,所述非织造纤维网具有在约1.5至约3.5范围内的单层色度值,并且其中根据δ色度和单层色度测试,所述非织造纤维网具有在约 0.5至约 3.5范围内的δ色度值。
[0219]
c.一种用于吸收制品的非织造纤维网,所述非织造纤维网包括:
[0220]
第一表面;
[0221]
第二表面;以及
[0222]
在所述第一表面或所述第二表面上的第一视觉可辨别的三维特征结构图案,其中所述三维特征结构包括一个或多个第一区域和多个第二区域;
[0223]
其中所述一个或多个第一区域在第一平均强度特性的值方面不同于所述多个第二区域;
[0224]
其中根据δ色度和单层色度测试,所述非织造纤维网的在所述第一视觉可辨别的图案中的第一部分具有在约1.0至约3.5范围内的单层色度值;并且
[0225]
其中根据δ色度和单层色度测试,所述非织造纤维网的在所述第一视觉可辨别的图案中的所述第一部分具有在约 0.1至约 3.5范围内的δ色度值;以及
[0226]
在所述第一表面或所述第二表面上的第二视觉可辨别的三维特征结构图案,其中所述三维特征结构包括一个或多个第三区域和多个第四区域,并且其中所述一个或多个第三区域在第二平均强度特性的值方面不同于所述多个第四区域。
[0227]
d.根据段落c所述的用于吸收制品的非织造纤维网,其中根据δ色度和单层色度测试,所述非织造纤维网的在所述第一视觉可辨别的图案中的所述第一部分具有在约1.5至约3.5范围内的单层色度值,并且其中根据δ色度和单层色度测试,所述非织造纤维网的在所述第一视觉可辨别的图案中的所述第一部分具有在约 0.5至约 3.5范围内的δ色度值。
[0228]
e.根据段落d所述的用于吸收制品的非织造纤维网,其中根据δ色度和单层色度测试,所述非织造纤维网的在所述第二视觉可辨别的图案中的第二部分具有在约1.0至约3.5范围内的单层色度,并且其中根据δ色度和单层色度测试,所述非织造纤维网的在所述第二视觉可辨别的图案中的所述第二部分具有在约 0.1至约 3.5范围内的δ色度。
[0229]
f.根据段落c至e中任一段所述的用于吸收制品的非织造纤维网,其中所述第一平均强度特性和所述第二平均强度特性为基重、厚度或体积密度。
[0230]
g.一种用于吸收制品的纺粘非织造纤维网,所述纺粘非织造纤维网包括:
[0231]
第一表面;
[0232]
第二表面;以及
[0233]
在所述第一表面或所述第二表面上的视觉可辨别的三维特征结构图案,其中所述三维特征结构包括一个或多个第一区域和多个第二区域;
[0234]
其中所述一个或多个第一区域具有平均强度特性的第一值,其中所述多个第二区域具有所述平均强度特性的第二值,其中所述第一值和所述第二值不同,并且其中所述第一值和所述第二值大于零;
[0235]
其中根据δ色度和单层色度测试,所述纺粘非织造纤维网具有在约1.0至约3.5范围内的单层色度值;并且
[0236]
其中根据δ色度和单层色度测试,所述纺粘非织造纤维网具有在约 0.1至约 3.5范围内的δ色度值。
[0237]
h.一种用于吸收制品的非织造纤维网,所述非织造纤维网包括:
[0238]
第一表面;
[0239]
第二表面;以及
[0240]
从所述第一表面或所述第二表面延伸的多个三维特征结构;
[0241]
其中根据δ色度和单层色度测试,所述非织造纤维网具有在约1.0至约3.5范围内的单层色度值;并且
[0242]
其中根据δ色度和单层色度测试,所述非织造纤维网具有在约 0.5至约 3.5范围内的δ色度值。
[0243]
i.一种用于吸收制品的非织造纤维网,所述非织造纤维网包括:
[0244]
第一表面;
[0245]
第二表面;以及
[0246]
从所述第一表面或所述第二表面延伸的多个三维特征结构;
[0247]
其中根据δ色度和单层色度测试,所述非织造纤维网具有在约1.0至约3.5范围内的单层色度值;
[0248]
其中根据δ色度和单层色度测试,所述非织造纤维网具有在约 0.5至约 3.5范围内的δ色度值;并且其中根据emtec测试,所述非织造纤维网的一部分具有在约1db v
2 rms至约4.5db v
2 rms范围内的ts7值,并且其中根据emtec测试,所述非织造纤维网的所述部分具有在约6db v
2 rms至约30db v
2 rms范围内的ts750值。
[0249]
本文所公开的量纲和值不应理解为严格限于所引用的精确数值。相反,除非另外指明,否则每个此类量纲旨在表示所述值以及围绕该值功能上等同的范围。例如,公开为“40mm”的量纲旨在表示“约40mm”。
[0250]
除非明确排除或以其他方式限制,本文中引用的每一篇文献,包括任何交叉引用或相关专利或专利申请以及本技术对其要求优先权或其有益效果的任何专利申请或专利,均据此全文以引用方式并入本文。对任何文献的引用不是对其作为与本发明的任何所公开或本文受权利要求书保护的现有技术的认可,或不是对其自身或与任何一个或多个参考文献的组合提出、建议或公开任何此类发明的认可。此外,当本发明中术语的任何含义或定义与以引用方式并入的文献中相同术语的任何含义或定义矛盾时,应当服从在本发明中赋予该术语的含义或定义。
[0251]
尽管已说明和描述了本公开的具体形式,但对于本领域的技术人员显而易见的是,在不背离本公开的实质和范围的情况下可作出许多其他变化和修改。因此有意识地在所附权利要求书中包括属于本公开范围内的所有这些变化和修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。