1.本发明涉及精密刺绣用刺绣机,更详细地涉及一种精密刺绣设计用数据控制方法,可将x轴和y轴电机的最小控制单位控制为0.01mm并将针迹扩展至15.00mm,从而精细表现刺绣对象。
背景技术:
2.通常,刺绣机是一种控制设备,用于在能够进行缝纫的裁缝机的针座进行上下移动时,确定与面料固定的刺绣框架沿着x轴方向和y轴方向进行水平移动的两个轴的位置。
3.因此,单色或多色刺绣机中,针头设置有一个或多个针座,根据需要的刺绣或绗缝工作等选择合适的针座进行工作,需要根据工作需要控制所需数量的针座的升降或停止等操作。在这种情况下,使用控制头(control head)。
4.图1为传统刺绣机的运转控制装置的结构框图,如图所示,其包括:光传感器20,通过微光照射读取穿孔带10上穿孔的信息;个人计算机(pc,personal computer)30,分析光传感器20的输出内容并以图案形式显示相应信息,根据用户操作存储新的输入信息;螺线管装置40,根据个人计算机30的操作指令,使刺绣机50运行;复制装置60,与个人计算机30相连接,基于个人计算机30中存储的数据制作穿孔带;以及速度控制装置70,根据预设的速度信息,改变所述刺绣机50的速度。
5.然而,传统的刺绣控制装置的数据中,由于刺绣所需的数据由8比特(bit)数据组成,因此无法精密控制作为刺绣机运动装置的x轴和y轴,输出高品质的刺绣产品存在问题。
技术实现要素:
6.发明要解决的技术问题
7.为了解决背景技术中问题而提出的本发明的目的在于,提供一种精密刺绣设计用数据控制方法,将所传输的数据的操作系统更改为新形式的结构和格式(format),从而精细表现刺绣对象。
8.并且,本发明的再一目的在于,提供一种精密刺绣设计用数据控制方法,可将作为刺绣机的重要运动装置的x轴/y轴的移动精度控制为0.01mm,并将刺绣针迹的界限控制至15.00mm。
9.此外,本发明的另一目的在于,提供一种精密刺绣设计用数据控制方法,刺绣设计的输入方式、所输入的设计的存储方式以及用于实现设计的xy轴移动方式均使用16比特数据,从而能够输出高品质的刺绣产品。
10.用于解决问题的技术方案
11.根据本发明一实施例的精密刺绣设计控制装置的数据控制方法可以通过如下配置实现,精密刺绣设计控制装置包括驱动部,驱动部接收用于对纤维面料进行刺绣操作的一个或多个刺绣设计所需的信息作为设计数据,并控制刺绣机的x轴电机和y轴电机驱动,其中,所述设计数据使用由16比特组成的数据控制所述驱动部,将所述x/y轴电机控制在
0.01mm单位以下。
12.接收所述由16比特组成的设计数据控制所述驱动部,将所述x/y轴的最大长度控制在10.00mm以上。
13.并且,设计数据中可以从地址00000000h开始记录包含设计名称、针数和设计尺寸的设计基本信息,地址000000a0h为空白,从地址00000100h到00000ffeh为止记录对设计的实际图片进行位图化的数据,从地址00001000h开始记录刺绣设计的实际设计数据。
14.此外,从所述地址00001000h开始记录的刺绣设计的实际设计数据中,可以在第一个ascii码中记录y轴的数据,第二个ascii码中记录x轴的控制数据,第三个连续的ascii码中显示刺绣功能代码、序列r/l和序列1~8类型、代码/钻孔emb机器类型、雪尼尔类型或可选机器。
15.发明的效果
16.根据本发明的精密刺绣设计用数据控制方法,由于使用16比特数据,因此具有可以更精密表现刺绣对象的效果。
17.此外,根据本发明的精密刺绣设计用数据控制方法,由于使用16比特数据,因此可以将x轴/y轴的移动精度控制为0.01mm,并将刺绣针迹的界限控制至15.00mm,具有实现精细、高品质刺绣的效果。
附图说明
18.图1为示出根据现有技术的多头刺绣机结构的简图。
19.图2为使用根据本发明一实施例的精密刺绣设计用数据控制方法的刺绣控制装置的主要结构图。
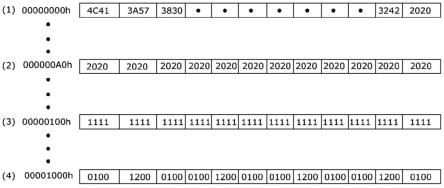
20.图3为示出本发明中使用的16比特数据的一例的附图。
21.图4为用于说明hex码的附图。
22.图5为例示实际设计数据的结构的附图。
具体实施方式
23.优选实施方式
24.根据本发明的精密刺绣设计用数据控制方法可以通过如下配置实现,精密刺绣设计控制装置包括驱动部,驱动部接收用于对纤维面料进行刺绣操作的一个或多个刺绣设计所需的信息作为设计数据,并控制刺绣机的x轴电机和y轴电机驱动,其中,所述设计数据使用由16比特组成的数据控制所述驱动部,将所述x/y轴电机控制在0.01mm单位以下。
25.具体实施方式
26.本说明书和权利要求书中使用的术语或词语不应被解释为限制在它们的常规含义或词典中的含义,并且立足于发明人可以适当地定义术语的概念以便最好地描述本发明的原则,应理解为与本发明的技术思想相一致的含义和概念。
27.在整篇说明书中,当某个部分“包括”某个结构要素时,意味着可以进一步包括其他结构要素,而不是排除其他结构要素,除非另有说明。此外,说明书中描述的
“…
部”、
“…
机”、“模块”和“装置”等术语是指处理至少一个功能或操作的单元,可以通过硬件和/或软件的组合来实现。
28.在整篇说明书中,术语“和/或”应被理解为包括来自一个或多个相关项目的所有可能组合。例如,“第一项、第二项和/或第三项”的含义是指可以从第一项、第二项或第三项以及第一、第二或第三项中的两个或多个表示的所有可能项的组合。
29.在整篇说明书的各个步骤中,为了便于解释而使用了标识符号(例如,a、b、c、...),但标识符号不限制各个步骤的顺序,各个步骤的执行顺序可以与记载顺序不同,除非上下文明确规定了特定顺序。也就是说,各个步骤可以按照记载的顺序执行,实质上可以同时执行,或者可以以相反的顺序执行。
30.以下,参照附图对本发明一实施例进行说明。
31.图2为使用根据本发明一实施例的精密刺绣设计用数据控制方法的刺绣控制装置的主要结构图,包括:控制部110,下发用于控制刺绣机的操作的控制指令;多头驱动部160,具有螺线管,以向所述刺绣机传递控制部110的控制指令,多头驱动部160通过设置在上梁的动力源驱动一个轴,并且在轴上设置多个头控制部以相同的方式驱动。
32.本发明包括:驱动部140,基于从控制部110传输的16比特数据,控制电机驱动部180、头驱动部160和针座移动部170。
33.即,驱动部140在内部cpu分析从控制部110传输的16比特数据,分别控制电机驱动部180的y轴电机驱动部181、x轴电机驱动部182和主轴电机驱动部183。
34.并且,各个多头驱动部160分别具有多条刺绣线,每条刺绣线与实际机器和张力调节板相连接并供应至针座的针,由此完成刺绣准备工作。
35.并且,针座由针座移动部170控制。
36.多头刺绣机的一侧端部可以具有用于控制和监视刺绣机的运行的控制部110。
37.显示部130显示通过控制框架的上下左右移动来进行刺绣的功能。
38.通常为了开始刺绣,操作人员使用显示部130上的框架移动按钮将框架向前方移动,并且当框架向前移动时,操作人员将要刺绣的刺绣对象固定在框架上并将其返回到原位置,并使用显示部130上的方向键,将框架上下和左右移动来进行刺绣。
39.此时,本发明的特征在于,输入机111与控制部110、存储部120和驱动部140之间的数据传输以16比特进行。
40.即,由于现有的dst文件由8比特组成,而刺绣设计的最小控制单位为0.1mm且最大长度为12.7mm,本发明的特征在于,通过由16比特数据组成,控制最小控制单位为0.01mm、最大长度为15.00mm,从而实现精密刺绣。
41.在本发明中,由16比特组成而可将实际针迹充分控制在15.00mm以上,但在实际设计中15.00mm以上刺绣针迹意义不大,因此解释为15.00mm。
42.为此,本发明包括:输入部111,接收用于对纤维面料进行刺绣操作的一个或多个刺绣设计所需的信息作为16比特设计数据;控制部110,由cpu、ram、辅助存储器(hdd)构成,显示由输入部111输入的数据,以通过显示部130选择刺绣工作;驱动部140、电机驱动部180、头驱动部160及针座移动部170,设置在刺绣机本体的一侧,驱动主轴、x轴和y轴电机。
43.并且,控制部10负责与刺绣机的驱动相关的信号处理,所有刺绣机中各个结构要素之间的数据收发使用can通信网络以集成方式将通过输入部111输入的特定设计数据传输至驱动部140,各个刺绣机侧自由方便地选择所需设计,这一点是本发明的主要特征之一。
44.控制部110设置在刺绣机本体的一侧,在显示部130显示从输入部111输入的一个或多个设计数据,若接收到操作人员选择设计数据的信号,则以图像在显示部130显示所选择的设计,通过can通信网络将轴驱动数据和头控制数据传输至控制部110,控制部110将数据传输至驱动部140,使得用于驱动主轴电机的主轴电机驱动部183、用于驱动x轴和y轴电机的x轴电机驱动部182和y轴电机驱动部181、用于驱动一个或多个刺绣头的头驱动部160和针座移动部170运行,以控制进行刺绣工作。
45.并且,控制部110将从输入部111接收的16比特设计数据存储到存储部120,同时使用存储的数据控制驱动部140,从而可以精密控制电机驱动部180的x轴电机驱动部182和y轴电机驱动部181。
46.具体地,控制部110使用16比特设计数据,控制驱动部140精密控制x轴电机驱动部182和y轴电机驱动部181,可以将x轴和y轴控制为0.01mm,刺绣针迹(stitch)的界限控制至15.00mm。
47.为此,输入部111将16比特数据均用于刺绣设计的输入方式、将所输入的设计存储至存储部120的方式以及使用存储的数据控制xy轴的方式,从而能够实现高品质的刺绣产品。
48.参考图2,当通过输入部111输入设计为16比特数据的扩展名为“????.tsd”的数据时,所输入的数据从控制部110接收并以16比特形式存储在存储部120,同时使用存储的数据向驱动部140传输数据,驱动部140分析所接收的数据,并通过can通信网络控制用于驱动电机驱动部180的主轴电机的主轴电机驱动部183、用于驱动x轴和y轴电机的x轴电机驱动部182和y轴电机驱动部181、用于驱动一个或多个刺绣头的头驱动部160和针座移动部170运行,以控制进行精密刺绣工作。
49.并且,驱动部140使用从控制部110传输且由输入部111输入的16比特设计数据,控制电机驱动部180,x/y轴电机驱动部以0.01mm单位控制x轴和y轴。
50.并且,控制部110使用从输入部111接收的16比特设计数据,控制电机驱动部180,以控制x/y轴的最大长度为15.00mm。
51.即,控制部110从输入部111接收由16比特组成的刺绣数据,驱动部140通过操作控制电机驱动部180的x轴电机驱动部182和y轴电机驱动部181能够以0.01mm单位移动,将刺绣针迹(stitch)控制至15.00mm。
52.以下,结合附图详细说明以0.01mm单位控制x/y轴电机驱动部x/y轴以及将最大长度控制为15.00mm。
53.图3为示出本发明中使用的16比特数据的一例的附图,结合图3说明16比特数据格式。
54.参考附图,所有数据由hex码组成。
55.即,所有数据中1字节(byte)的二进制代码表示为两位hex码,而表示为16bit的4位的hex码的ascii码。
56.图4为用于说明hex码的附图,结合图4说明“00000000h”前4bit的十六进制data“4c41”。
[0057]“4c41”为十六进制data,各个十六进制data由4bit组成。
[0058]
首先,“4”的十六进制data中,4bit binary code的lsb为“l”,第二个比特(bit)为“l”,第三个比特(bit)为“h”,msb为“l”,由此表示十六进制“4”,十六进制“c”从lsb至msb依次设置为“llhh”来表示。
[0059]
即,本发明用2字节的16比特代码配置数据。
[0060]
再次参考图3,从(1)所示的地址00000000h开始存储设计基本信息,(2)所示的000000a0h为空白,从(3)所示的00000100h开始对设计的实际图片进行位图(bitmap)化来存储,从(4)所示的00001000h开始存储刺绣设计的16比特数据。
[0061]
针对从00000100h开始存储的实际设计图片,00000ffeh为止进行位图化来存储。
[0062]
即,(4)所示的00001000h为实际设计的起点,第一个2字节的ascii码“0100”表示y轴数据,第二个2字节的ascii码“1200”表示x轴数据,连续的ascii码显示刺绣功能代码、序列r/l和序列1~8类型、代码/钻孔emb机器类型、雪尼尔类型,可选机器等。
[0063]
图5为例示实际设计数据的结构的附图,参考图5,“00001000h”前4bit十六进制data“0100”记录“0.01~15.00”mm的数据作为y轴的数据,第二个十六进制data“1200”记录“0.01~15.00”mm的数据作为x轴的数据。
[0064]
并且,第三个十六进制数据“0100”中可以记录如下表1所示的刺绣功能的代码。
[0065]
表1:
[0066]
[0067][0068]
即,该十六进制data可以包括刺绣功能代码(embroidery function code)、序列(sequine)1类型至8类型的data、代码/钻孔emb机器类型(code/boring emb machine type)的data、雪尼尔类型(chenille machine type)的data以及可选机器(option machine)data。具体地,x,y轴的数据将在下面更详细地描述。
[0069]
参考图3,每个4位ascii码由16bit组成,代码的范围是“0000000000000000”至“1111111111111111”,因此可以表示为“000.00~655.35”的范围。
[0070]
实际十六进制0000~ffff的十进制值是0~65,535,但内部将各个数据表示为000.00~655.35mm,将其分别作为x、y轴的数据处理。
[0071]
在本发明中,当将十进制值转换为用于控制电机的数据时,设置为“0.00”至“015.00”mm来控制。
[0072]
实际使用比特数仅使用11比特也可以控制015.00mm,但考虑数据的结构而使用16比特。
[0073]
并且,在本发明中,由16比特组成而可将实际针迹充分控制在15.00mm以上,但在实际设计中15.00mm以上刺绣针迹意义不大,因此解释为15.00mm。
[0074]
因此,使用十六进制作为x、y轴的电机控制数据是本发明的主要特征之一,并且,
目前以0.01mm单位控制至015.00mm即可以足够高的精度显示刺绣设计,但是没必要限制到015.00mm,当然可以控制到655.35mm。
[0075]
并且,将数据值设置为00.000~65.535mm时,当然也可以以0.001mm单位控制至65.535mm。
[0076]
如上所述,根据本发明的xy轴的控制方式为如下:从00001000h开始,基于第一个ascii码值,控制y轴以0.01mm单位移动至作为最大长度的针迹15.00mm,基于第二个2字节的ascii码值,控制x轴以0.01mm单位移动至作为最大长度的针迹15.00mm。
[0077]
结果,本发明的16比特设计数据可以由包含设计名称、针数和设计尺寸的设计基本信息;对设计的实际图片进行位图化的设计形状、设计数据、x/y轴数据;以及刺绣机的功能和可选(option)代码组成,各个可以由不同地址的数据组成。
[0078]
综上所述,本发明的16比特数据配置中,从地址00000000h开始记录包含设计名称、针数和设计尺寸的设计基本信息,地址000000a0h为空白,从地址00000100h到00000ffeh为止记录对设计的实际图片进行位图化的数据,从地址00001000h开始记录刺绣设计的实际设计数据。
[0079]
尤其,从地址00001000h开始存储刺绣设计16比特数据(data),基本结构如下:00001000h为实际设计的起点,第一个ascii码中记录y轴的数据,第二个ascii码中记录x轴的控制数据,连续的ascii码中显示刺绣功能代码、序列r/l和序列1~8类型、代码/钻孔emb机器类型、雪尼尔类型或可选机器等。
[0080]
在本发明中,设计控制装置中使用的数据结构由16比特数据组成并控制,从而可以将x轴/y轴的移动精度控制为0.01mm,并将刺绣针迹(stitch)的界限控制至15.00mm,从而能够实现高品质的刺绣。
[0081]
以上详细描述了本发明的具体例详细,但是对于本领域技术人员显而易见的是,在本发明的技术精神的范围内可以进行各种改变和修改,这种改变和修改落入所附权利要求书的范围内。
[0082]
工业实用性
[0083]
根据本发明的精密刺绣设计控制装置的数据控制方法中,精密刺绣设计控制装置包括驱动部,驱动部接收用于对纤维面料进行刺绣操作的一个或多个刺绣设计所需的信息作为设计数据,并控制刺绣机的x轴电机和y轴电机驱动,其中,设计数据使用由16比特组成的数据控制所述驱动部,将所述x/y轴电机控制在0.01mm单位以下,由于使用16比特数据,因此可以更精密表现刺绣,由于使用16比特数据,因此可以将x轴/y轴的移动精度控制为0.01mm,并将刺绣针迹(stitch)的界限控制至15.00mm,从而能够实现精细、高品质刺绣。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
